Фиг. 1
Изобретение относится к машиностроению, а именно к компрессорному машиностроению.
Целью изобретения является повышение точности при обработке роторов винтового компрессора с циклоидальным профилем, за счет получения роторов с гладкой поверхностью сопряжения.
На фиг.1 схематично изображено уст- ройство для осуществления предлагаемого способа изготовления роторов; на фиг.2 - сечение А-А на фиг.1.
Способ осуществляют следующим образом.
В устройстве для осуществления способа (фиг.1) на параллельных валах 1 и 2 размещают заготовку 3 и инструмент 4 в крайнем левом положении, левее торца заготовки. К валу 1 прилагают вращающий момент, например, от шпинделя универсального станка. Это приводит к вращению как заготовки 3, так и инструмента 4. При последующей подачи инструмента 4 вправо с помощью суппорта 5 инструмент 4 войдет в соприкосновение с заготовкой.3 и начнет ее обрабатывать, образуя ротор. Осевая подача инструмента 4, благодаря движению по заданной винтовой канавке вала 2, вызовет поворот инструмента относительно ва-
ла, что приведет к такому же повороту зубьев обрабатываемого ротора. Синхронное вращение заготовки 3 и инструмента 4, обеспеченное синхронизирующей парой 6 с поворотом инструмента 4 относительно вала 2 во время осевой подачи, обеспечивает изготовление роторов с переменным шагом, который будет совпадать с шагом заданной винтовой канавки. Обработку ведут инструментом 4, выполненным в виде торцовой фрезы с формой поперечного сечения сопряженного ротора (фиг.2).
Формула изобретения
Способ обработки роторов с винтовыми канавками переменного шага дисковым инструментом, установленным с возможностью осевого перемещения вдоль заготовки, расположенной с возможность вращения, отличающийся тем, что, с целью повышения точности при обработке роторов винтового компрессора с циклоидальным профилем, используют торцовую фрезу с формой поперечного сечения, соответствующей форме сопряженного ротора, которой сообщают синхронизированное вращение с заготовкой и дополнительно доворачивают относительно заготовки в соответствии с величиной осевого перемещения.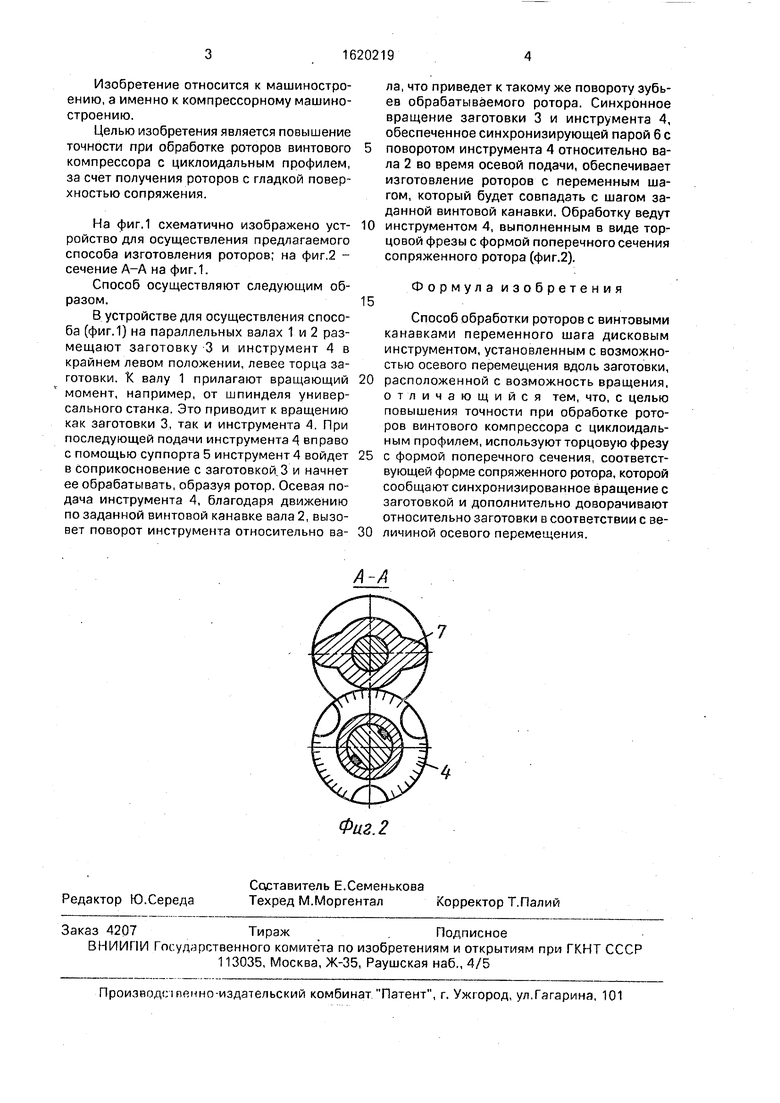
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовые конические роторы компрессора, способ чистовой обработки циклоидальных участков профиля винтовых конических сопрягаемых роторов компрессора и устройство для его осуществления | 1988 |
|
SU1590661A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Способ обработки вершин зубьев глобоидной фрезы | 1981 |
|
SU1009658A1 |
| РАБОЧИЙ ОРГАН ВИНТОВОЙ РОТОРНОЙ МАШИНЫ | 2013 |
|
RU2534657C1 |
| РЕЗЬБОФРЕЗЕРНО-НАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2268117C1 |
| Устройство к токарно-винторезному станку для обработки винтов с переменным шагом | 1976 |
|
SU663488A1 |
| СПОСОБ РЕЗЬБОФРЕЗЕРОВАНИЯ С НАКАТЫВАНИЕМ | 2004 |
|
RU2252099C1 |
| ЭКСЦЕНТРИКОВО-ЦИКЛОИДАЛЬНОЕ ЗАЦЕПЛЕНИЕ ЗУБЧАТЫХ ПРОФИЛЕЙ (ВАРИАНТЫ) | 2010 |
|
RU2439401C2 |
| РОТОРНАЯ ГИДРО-ПНЕВМОМАШИНА | 2015 |
|
RU2627753C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
Изобретение относится к машиностроению. Целью изобретения является повышение точности при обработке роторов винтового компрессора с циклоидальным профилем за счет получения роторов с гладкой поверхностью сопряжения. Для осуществления способа на параллельных валах 1 и 2 размещают заготовку 3 и инструмент 4 - в крайнем левом положении левее терца заготовки. К валу 1 прикладывают вращающий момент. Это приводит к вращению заготовки 3 и инструмента 4, При последующей подаче инструмента 4 вправо с помощью суппорта 5 инструмент 4 входит в соприкосновение с заготовкой 3 и обрабатывает ее, образуя зубья ротора. Осевая подача инструмента 4, благодаря движению по заданной винтовой канавке вала 2, вызывает поворот инструмента относительно вала, что приводит к такому же повороту зубьев обрабатываемого ротора. Синхронное вращение зеготовки 3 и инструмента 4, обеспеченное синхронизирующей парой 6, с поворотом инструмента 4 относительно вала 2 во время осевой подачи обеспечивает изготовление роторов с переменным шагом, который совпадает с шагом заданной винтовой канавки. Обработку ведут инструментом 4, выполненным в виде торцовой фрезы с формой поперечного сечения сопряженного ротора. 2 ил. сл с
| Станок для обработки винтовых канавок | 1981 |
|
SU1000192A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
