Изобретение относится к станкостроению, в частности к способам и устройствам формирования глухих отверстий в слоях печатных плат лучом CO2-лазера.
Целью изобретения является повышение качества формируемых отверстий.
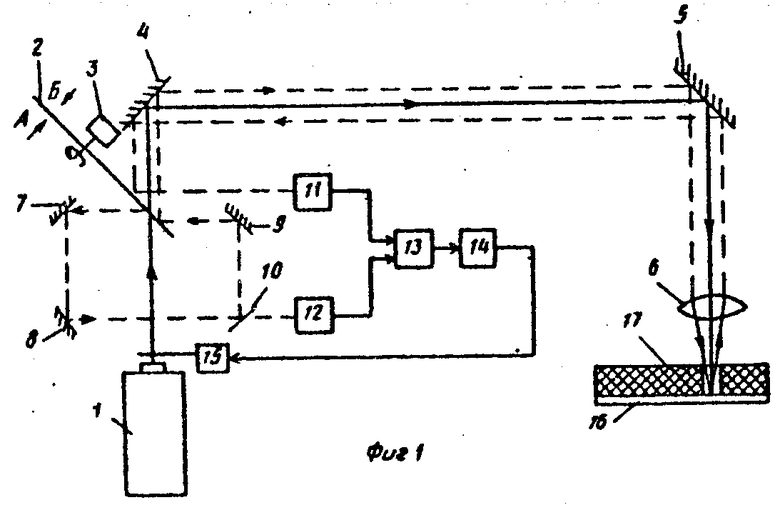
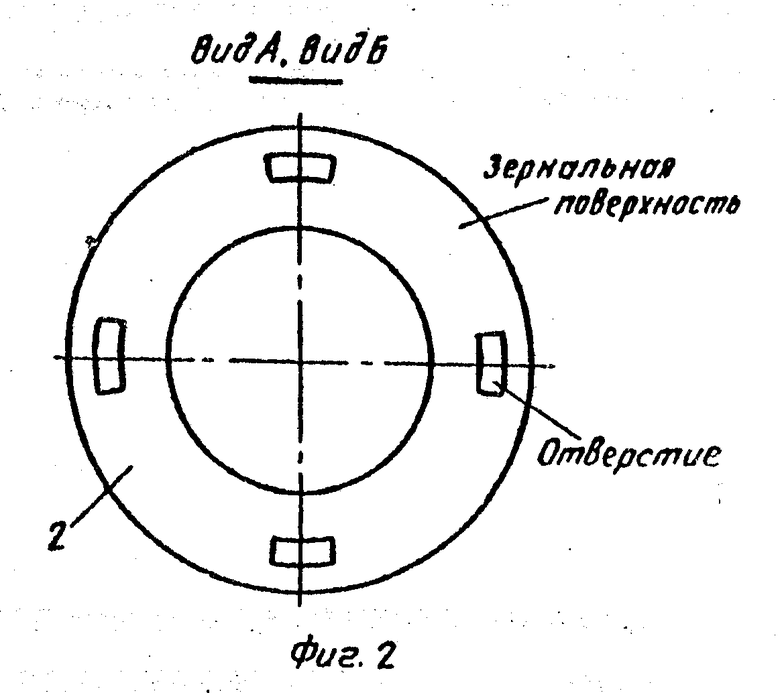
На фиг. 1 представлена схема предлагаемого устройства; на фиг. 2 - виды А и Б на фиг. 1.
Устройство состоит из лазера 1, модулятора, включающего диск 2 и двигатель 3, оптического канала, содержащего зеркала 4 и 5 и фокусирующую линзу 6, дополнительной системы зеркал 7, 8, 9 и делителя 10, устройства сравнения мощности излучения, содержащего измерители мощности излучения 11, 12, устройство согласования 13 и пороговое устройство 14, затвора 15 и медной подложки 16.
Устройство работает следующим образом.
При открывании затвора 15 лазерный луч от лазера 1 проходит через отверстия вращающегося диска 2 и, отражаясь от зеркал 4 и 5, фокусируется линзой 6 на поверхность обрабатываемой диэлектрической платы 17. Происходит процесс выжигания отверстия в диэлектрике. Когда диск модулятора перекрывает луч лазера 1, последний отражается зеркальной поверхностью передней части (вид А на фиг. 2) диска 2 и от зеркал 7, 8 и 9, делитель 10, попадает на зеркальную поверхность обратной стороны диска 2 (вид Б на фиг. 2) и далее с помощью зеркал 4,5 и линзу в зону формирования отверстия в диэлектрике платы 17. Отраженная часть энергии излучения проходит обратно через линзу 6, направляется зеркалами 5,4, зеркальной поверхностью обратной стороны диска 2 на измеритель мощности 11, а вторая часть излучения с делителя 10 поступает на измеритель мощности излучения 12. С выходов измерителей сформированным устройством согласования 13 сигналы поступают на пороговое устройство 14. Если отношение частей излучения не превышает заданного значения, то пороговое устройство 14 не срабатывает и через отверстия диска поступает следующий импульс излучения, и цикл повторяется. Когда диэлектрик платы 17 выгорит, излучение достигнет поверхности медной подложки 16, коэффициент отражения которой выше, чем от диэлектрика платы 17, и по достижении заданного значения соотношения мощностей отраженного и падающего излучения пороговое устройство 4 выдает сигнал на закрытие затвора 15. Луч лазера перекрывается и устройство перемещают в следующую позицию для формирования нового отверстия. Процесс повторяется.
Способ реализуется следующим образом.
Формирование отверстия в диэлектрике печатной платы 17 проводят серией (пакетом) импульсов CO2-лазера 1 (импульс обработки), получаемых путем модуляции выходного излучения лазера 1 дисковым модулятором. Импульсы обработки проходят через отверстия в диске 2. В паузы между импульсами обработки часть излучения отражается зеркальной поверхностью передней стороны диска 2 и через систему зеркал 7, 8 и 9 и делитель 10 мощности передается на зеркальную часть обратной стороны диска 2. Этим формируется импульс контроля, представляющий собой часть мощности излучения для обработки с мощностью ниже порога разрушения материала и частотой излучения, как и у излучения для обработки. Импульс контроля по оптическому каналу падает в формируемое отверстие. Отраженное дном отверстия излучение попадает на измеритель мощности излучения 11. Контроль падающей мощности импульса контроля осуществляют путем подачи мощности излучения с второго плеча делителя на измеритель мощности излучения 12. До того момента, пока отверстие в диэлектрике платы 17 не сформируется, отношение мощности отраженного излучения к мощности падающего излучения будет малым вследствие слабой отражательной способности диэлектрика. Поэтому на плату 17 будут поступать поочередно импульсы обработки и импульсы контроля. Когда диэлектрик выгорит, излучение импульса контроля достигнет медной подложки 16, которая обладает высокой отражательной способностью. При этом отношение мощности отражаемого излучения к мощности падающего резко изменяется, что приводит к появлению сигнала на выходе устройства сравнения, оптический канал перекрывается затвором 15.
Предлагаемые способ и устройства позволяют по сравнению с известными повысить точность обработки отверстий, снизить брак и соответственно повысить качество формируемых отверстий. Благодаря применению одного лазера для обработки и контроля стоимость устройства снижается примерно на 10% и упрощается конструкция. (56) Заявка Японии N 59-318, кл. B 23 K 26/08, 1984.
Заявка Японии N 56-43838, кл. B 23 K 26/00, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛАЗЕРНОЙ ПРОБИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1718487A1 |
| УСТРОЙСТВО ДЛЯ МНОГОЛУЧЕВОЙ ЛАЗЕРНОЙ ОБРАБОТКИ | 1989 |
|
SU1617792A1 |
| ЭКСПЕРИМЕНТАЛЬНАЯ УСТАНОВКА ДЛЯ ИССЛЕДОВАНИЯ ВОЗДЕЙСТВИЯ НЕПРЕРЫВНОГО И ИМПУЛЬСНОГО ЛАЗЕРНОГО ИЗЛУЧЕНИЯ НА РЕЖИМЫ ФУНКЦИОНИРОВАНИЯ ФОТОПРИЕМНИКОВ ИК ДИАПАЗОНА | 2005 |
|
RU2293307C1 |
| Способ лазерного сверления отверстий и устройство для его осуществления | 1990 |
|
SU1750900A1 |
| СПОСОБ СКОРОСТНОЙ ЛАЗЕРНОЙ МАРКИРОВКИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2236952C2 |
| СПОСОБ ПРОШИВКИ ОТВЕРСТИЙ В СЛОЯХ ПЕЧАТНЫХ ПЛАТ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1610704A1 |
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ПРОВЕРКИ ЛАЗЕРНОГО ДАЛЬНОМЕРА | 2017 |
|
RU2678259C2 |
| ЛАЗЕРНЫЙ КОГЕРЕНТНЫЙ ЛОКАТОР ДЛЯ РАКЕТ МОРСКОГО БАЗИРОВАНИЯ | 2014 |
|
RU2565821C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ОПТИКО-ЛОКАЦИОННАЯ СИСТЕМА | 2008 |
|
RU2372628C1 |
| ПРИЦЕЛ-ПРИБОР НАВЕДЕНИЯ С ЛАЗЕРНЫМ ДАЛЬНОМЕРОМ | 2011 |
|
RU2464601C1 |
Изобретение может найти применение в машиностроении при создании оборудования или формирования отверстий в слоях диэлектриков печатных плат. Целью изобретения является повышение качества формируемых отверстий. Способ заключается в том, что импульс контроля посылается в формируемое отверстие непосредственно после каждого импульса обработки и по возрастанию уровня отраженного излучения от медной подложки под печатной платой определяют момент получения отверстия в плате. Устройство, реализующее данный способ, состоит из лазера, модулятора, содержащего диск и двигатель, оптического канала, содержащего поворотные зеркала и фокусирующую линзу, дополнительной системы зеркал и делителя мощности излучения лазера, устройства сравнения с измерителями мощности излучения и пороговым устройством, связанного с ним затвором оптического канала и медной подложки. Диск модулятора имеет зеркальные поверхности с обеих сторон, которые оптически связаны через дополнительную систему зеркал и делитель с оптическим каналом. За счет более точного определения момента окончания формирования отверстия повышается точность обработки и снижается брак, что повышает качество формируемых отверстий. 2 с. п. ф-лы, 2 ил.
