Изобретение относится к технике нанесения покрытия и может быть использовано при нанесении покрытия из жидкотекучих материалов, в частности лакокрасочных, на длинномерные цилиндрические изделия, например трубы.
Цель изобретения - повышение качества покрытия за счет более полного удаления излишков материала.
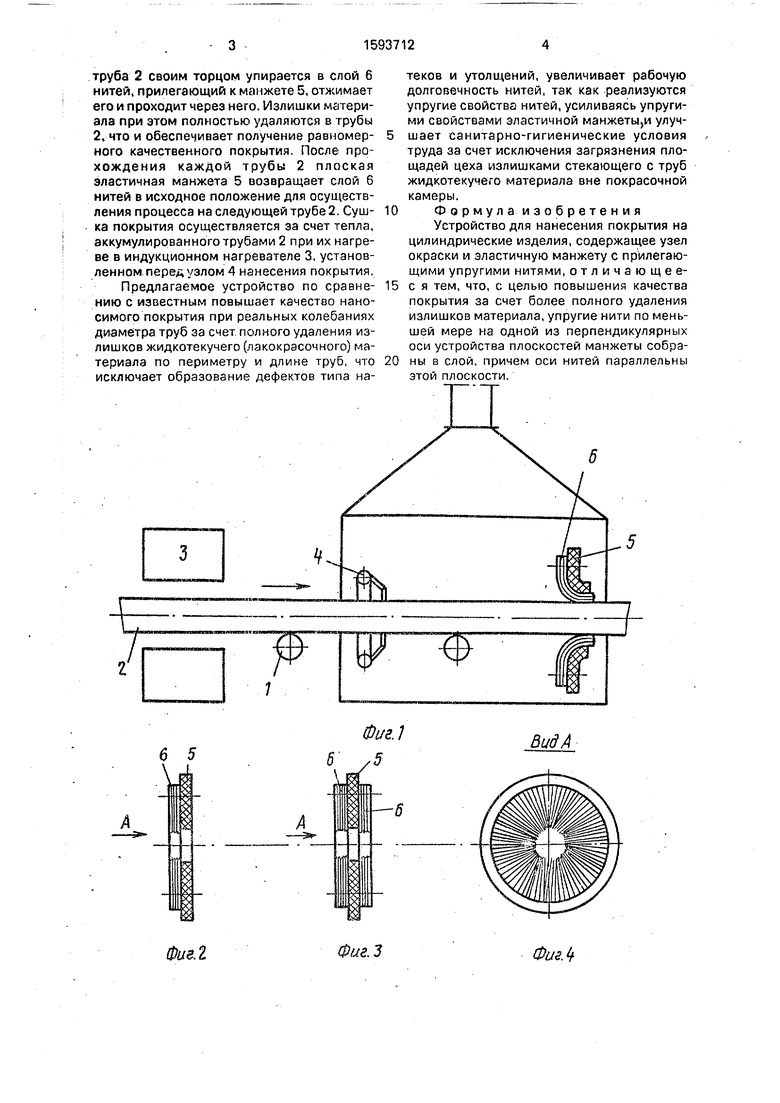
На фиг. 1 изображено устройство,общий вид; на фиг. 2 - эластичная манжета со слоем упругих нитей; на фиг. 3 - то же, с основным симметричным расположением двух слоев нитей; на фиг. 4 - вид А на фиг. 2 и 3.
Устройство содержит направляющие рол.икй 1 для перемещения трубы 2 без ее вращения и соосно расположенные индукционный нагреватель 3, узел 4 нанесения материала и эластичную манжету 5 со слоем 6 упругих нитей для удаления излишков материала и выравнивания покрытия, Последний узел представляет собой эластичную тонкослойную плоскую манжету 5, на одной
из плоскостей которой соосно с ней собраны в слой 6 упругие радиально расходящиеся нити. Оси нитей параллельны этой плоскости манжеты.
Слой 6 из упругих нитей имеет форму шайбы, диаметр отверстия которой совпадает с диаметром отверстия манжеты или меньше его. В качестве упругих нитей могут быть использованы нити - капроновые, кон- . ский волос и т. п.
Слой 6 упругих нитей может быть смонтирован соосно и на противоположной плоскости манжеты 5. В этом случае после поворота манжеты 5 на 180° эта ее сторона становится рабочей, и позволяет увеличить вдвое рабочую долговечность этого узла.
Устройство работает следующим образом.
Трубу 2 при осевом движении по ролика 1 нагревают в индукторе 3 и с помощью узла 4 на движущуюся нагретую трубу 2 наносят с избытком жидкотекучий материал, в частности .лакокрасочный, который свободно стекает на нижнюю часть трубы 2. Затем
сл о
СА) XI
труба 2 своим торцом упирается в слой б нитей, прилегающий к манжете 5, отжимает его и проходит через него. Излишки материала при этом полностью удаляются в трубы 2. что и обеспечивает получение равномер- ного качественного покрытия. После прохождения каждой трубы 2 плоская эластичная манжета 5 возвращает слой 6 нитей в исходное положение для осуществления процесса на следующей тру бе 2, Суш- ка покрытия осуществляется за счет тепла, аккумулированного трубами 2 при их нагреве в индукционном нагревателе 3, установленном перед узлом 4 нанесения покрытия.
Предлагаемое устройство по сравне- нию с известным повышает качество наносимого покрытия при реальных колебаниях диаметра труб за счет полного удаления излишков жидкотекучего (лакокрасочного) материала по периметру и длине труб, что исключает образование дефектов типа натеков и утолщений, увеличивает рабочую долговечность нитей, так как реализуются упругие свойства нитей, усиливаясь упругими свойствами эластичной манжеты и улучшает санитарно-гигиенические условия труда за счет исключения загрязнения площадей цеха излишками стекающего с труб жидкотекучего материала вне покрасочной камеры.
Формулаизобретения Устройство для нанесения покрытия на цилиндрические изделия, содержащее узел окраски и эластичную манжету с прилегающими упругими нитями, отличающее- с я тем, что, с целью повышения качества покрытия за счет более полного удаления излишков материала, упругие нити по меньшей мере на одной из перпендикулярных оси устройства плоскостей манжеты собраны в слой, причем оси нитей параллельны этой плоскости.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения лакокрасочного покрытия на длинномерные изделия | 1980 |
|
SU927332A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | 1999 |
|
RU2163170C2 |
| Способ нанесения противопригарного покрытия на стержни и устройство для его осуществления | 1980 |
|
SU954148A1 |
| Устройство для нанесения противопригарного покрытия на стержни | 1982 |
|
SU1042876A1 |
| ДЛИННОМЕРНЫЙ ГИБКИЙ ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2072117C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 2010 |
|
RU2435652C1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО РАСПЫЛЕНИЯ МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2171160C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ФОРМИРОВАНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЛИННОМЕРНОГО ИЗДЕЛИЯ (ВАРИАНТЫ) | 2009 |
|
RU2544140C2 |
| СПОСОБ ОЧИСТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ТРУБ ИЛИ ТРУБОПРОВОДОВ | 2024 |
|
RU2830797C1 |
| СВАРНОЕ СОЕДИНЕНИЕ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 2012 |
|
RU2503873C1 |
Изобретение относится к технике нанесения покрытия и может быть использовано при нанесении покрытия из жидкотекучих материалов на длинномерные цилиндрические изделия. Цель - повышение качества покрытия за счет более полного удаления излишков материала. Для этого упругие нити по меньшей мере на одной из перпендикулярных оси устройства плоскостей манжеты собраны в слой, причем оси нитей параллельны этой плоскости. 4 ил.
Фи.1
ВидА
| Авторское свидетельство СССР N2927332, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для нанесения лакового покрытия на цилиндрические длинномерные стержни | 1981 |
|
SU978940A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
