Изобретение относится к маыино- строению, в частности к инструментаному производству, и может быть ис- лользовано для электроалмазного шлифования (ЭАШ) труднообрабатываемых материалов.
Цель изобретения - повышение качества обработанных поверхностей, снижение себестоимости и повышение производительности процесса шлифования путем регулируемого разрушения рен электрическим воздействием.
На чертеже представлена схема строения алмазного круга.
Алмазный круг содержит корпус 1 и аямазо ног.ный слой, включающий в с .бя алмазные, зерна 2 и токопроводящу связку круга 3, а алмазные зерна, в свою очередь, состоят из мелкодиспе ных алмазных кристаллов и токопро
водящей связки 5.
Размер алмазных кристаллитов выбирают в зависимости от требуемого качества обработанно й поверхности. При 25 этом при меньших размерах кристаллитов необходимо обеспечить более высокую стойкость связкИз чтобы предотвратить быстрое разрушение зерен Наиболее рациональным соотношением электроэро- зо зионных стойкостей связок является их обратная зависимость от размеров элементов, связываемых ими. В этом случае относительное выступанйе кристаллитов и
но равное. В качестве связующего может применяться силицид никеля.
Алмазный круг работает следующим образом.
связки зерен. Эрозия связки зерен обеспечивает вскрытие острых кромок кристаллитов, из которых состоят зерна, а эрозия связки круга обеспечивает возвышение зерен над связкой. Регулируя параметры электрических импульсов, обеспечивают путем регулируемого разрушения требуемый режим самозатачивания зерен и круга в целом, повышая их режущую способность.
Формула изобретения
Алмазный круг для электроалмаз- зерен над связкой пример- ного шлифования, содержащий алмазоносный слой, состоящий из алмазных режущих элементов, скрепленных токо- проводя щей связкой, отличающийся тем, что, с целью повыше- 40 ния качества и производительности обработки, режущие алмазные элементы состоят из алмазных кристаллитов ча токопроводящей связке, при этом электроэрозионная стойкость связки зерен 45 выше, чем у связки круга.
процессе электроалмазного шлифования между кругом и деталью создают импульсное .напряжение. При этом в месте контакта круга с деталью происходит электроэрозионный разряд. Под
10
20 эрозия
5338064
его воздействием происходит эрозия токопроЕзодящей связки на определенную глубину, которая зависит от параметров электрического импульса и те- плофизических параметров связки. При одних и тех же параметрах импульсов различные материалы в разной степени подвергаются эрозии. Чем выше электроэрозионная стойкость, тем меньше глубины лунки образуются в материале. В составе круга имеется два токопрово- дящих материала, подверженных электрической эрозии .- связка круга и связка зерен. Поскольку электроэрозионная стойкость связки зерен - силицидов никеля - выше, чем связки круга, то эрозия связки круга происходит на большую глубину, чем
15
25в зо
связки зерен. Эрозия связки зерен обеспечивает вскрытие острых кромок кристаллитов, из которых состоят зерна, а эрозия связки круга обеспечивает возвышение зерен над связкой. Регулируя параметры электрических импульсов, обеспечивают путем регулируемого разрушения требуемый режим самозатачивания зерен и круга в целом, повышая их режущую способность.
Формула изобретения
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ ПРАВКИ АБРАЗИВНЫХ ИНСТРУМЕНТОВ ИЗ СВЕРХТВЕРДЫХ МАТЕРИАЛОВ | 1992 |
|
RU2071408C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| Масса с полимерным связующим для изготовления алмазного инструмента для работы с наложением электрического тока и в обычном режиме | 2016 |
|
RU2643400C2 |
| Электрод-инструмент для контактноэрозионной правки алмазных кругов | 1989 |
|
SU1685644A1 |
| Способ комбинированной правки абразивных кругов и устройство для его осуществления | 1986 |
|
SU1355393A1 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
| Карандаш для правки кругов | 1987 |
|
SU1509204A1 |
| Токопроводный конструкционный металлокерамический материал повышенной обрабатываемости методами алмазно-электрохимического шлифования | 2024 |
|
RU2835280C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано для электроалмазного шлифования трудно обрабатываемых материалов. Цель изобретения - повышение качества обработанных поверхностей, снижение себестоимости и повышение производительности шлифования. Алмазный круг содержит корпус 1 и алмазоносный слой, включающий в себя алмазные зерна 2 и токопроводящую связку круга 3, а алмазные зерна в свою очередь состоят из мелкодисперсных алмазных кристаллов 4 и токопроводящей связки 5. 1 ил.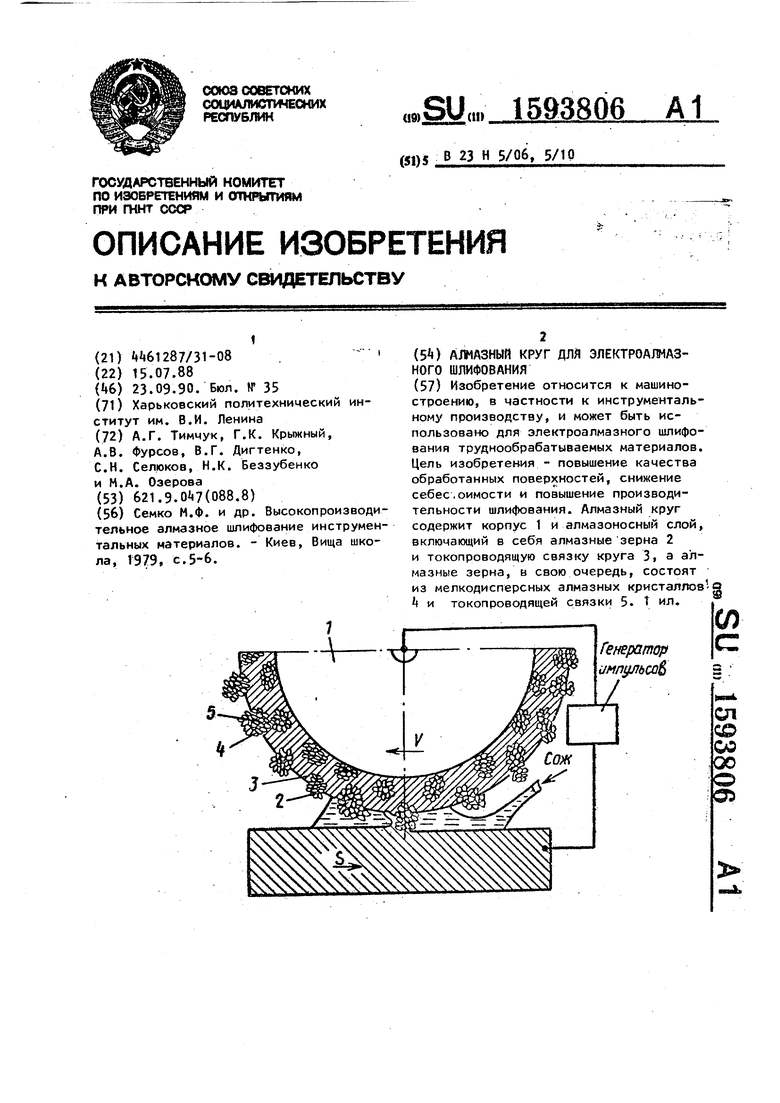
| Семко М.Ф | |||
| и др | |||
| Высокопроизводительное алмазное шлифование инструментальных материалов | |||
| - Киев, Вища школа, 1979, с.5-6. |
