Изобретение относится к электроэрозионной обработке, в частности к правке алмазных кругов на токопроводящей связке с плоской рабочей поверхностью.
Целью изобретения является повышение стабильности и производительности правки за счет уменьшения сил резания и увеличения доли электрических разрядов, обусловленных пробоем межэлектродного зазора.
Цель достигается тем, что электрод-инструмент, выполненный в виде трубки с внутренним диаметром, превышающим ширину алмазоносного кольца круга, состоит из трех сопряженных по цилиндрическим поверхностям токопроводящих трубчатых частей, две внешние из которых выполнены из материала с меньшей электрозрози- онной стойкостью, чем материал средней части. Предпочтительно, чтобы площади торцовых поверхностей внешних частей были равны и их сумма не превышала площади торцовой поверхности средней части электрода-инструмента
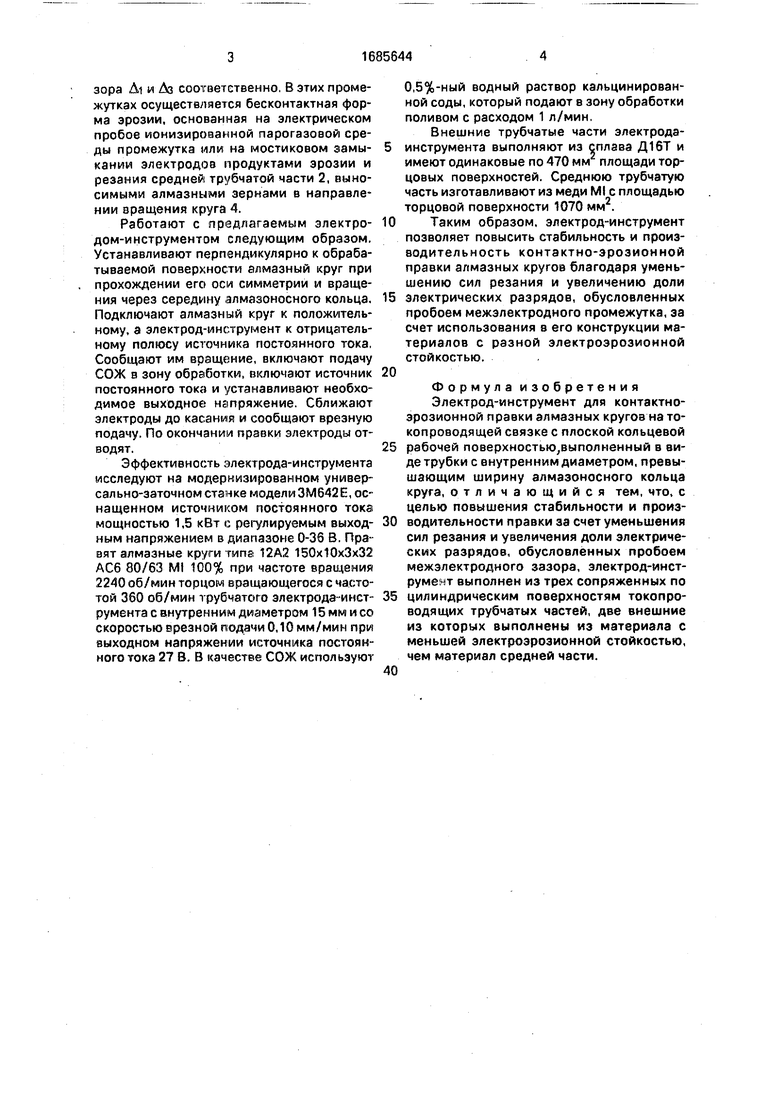
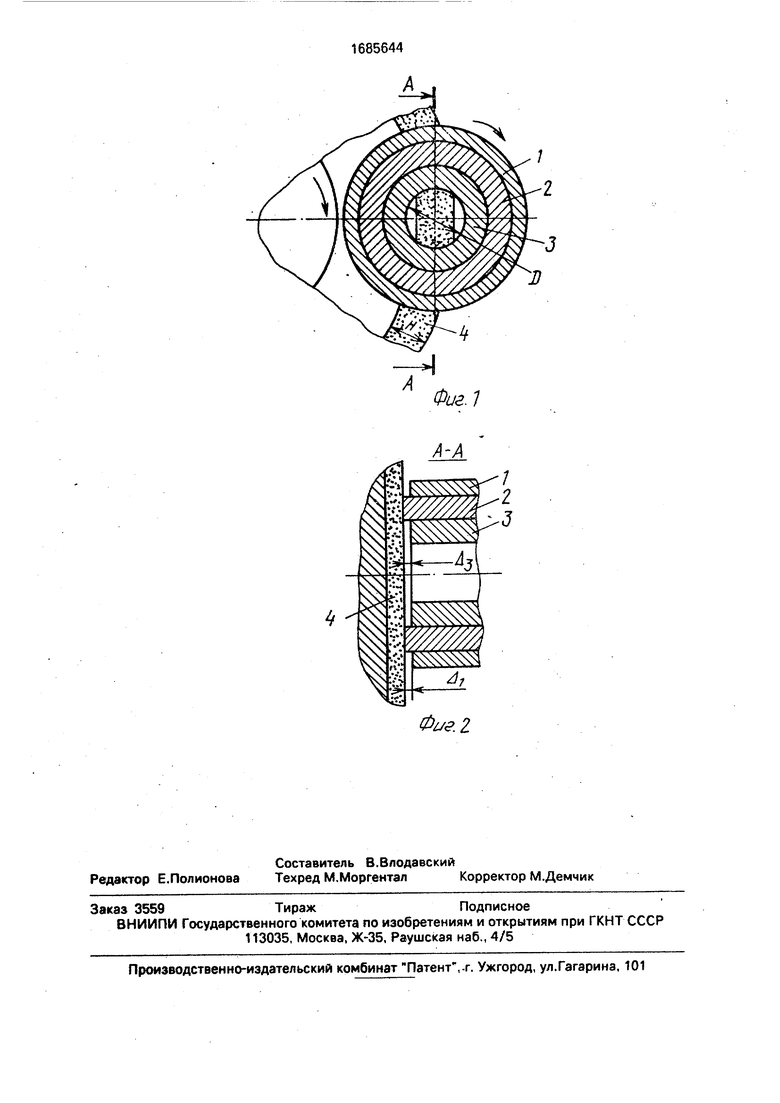
На фиг. 1 изображена схема контактно- эрозионной правки алмазного круга с плоской кольцевой рабочей поверхностью предлагаемым электродом-инструментом; на фиг. 2 - разрез А-А на фиг. 1.
Электрод-инструмент состоит из трех сопряженных по цилиндрическим поверхностям трубчатых частей 1-3, две внешние 1 и 3 из которых выполнены из материала с меньшей электроэрозионной стойкостью, чем материал средней части 2. При этом площади торцовых поверхностей внешних частей 1 и 3 равны, а их сумма не превышает площадь торцовой поверхности средней части 2. Внутренний диаметр D электрода превышает ширину Н алмазоносного кольца круга 4.
В результате различной эрозионной стойкости и линейной скорости эрозионного износа трубчатых частей электрода- инструмента образуются межэлектродные промежутки в зоне взаимодействия внешних трубчатых частей 1 и 3 с алмазным кругом 4 с величиной межэлектродного заО 00 (Л О
Ј
зора Ai и Дз соответственно. В этих промежутках осуществляется бесконтактная форма эрозии, основанная на электрическом пробое ионизированной парогазовой среды промежутка или на мостиковом замыкании электродов продуктами эрозии и резания средней трубчатой части 2, выносимыми алмазными зернами в направлении вращения круга 4.
Работают с предлагаемым электродом-инструментом следующим образом. Устанавливают перпендикулярно к обрабатываемой поверхности алмазный круг при прохождении его оси симметрии и вращения через середину алмазоносного кольца. Подключают алмазный круг к положительному, а электрод-инструмент к отрицательному полюсу источника постоянного тока. Сообщают им вращение, включают подачу СОЖ в зону обработки, включают источник постоянного тока и устанавливают необходимое выходное напряжение. Сближают электроды до касания и сообщают врезную подачу. По окончании правки электроды отводят.
Эффективность электрода-инструмента исследуют на модернизированном универсально-заточном станке модели ЗМ642Е. оснащенном источником постоянного тока мощностью 1,5 кВт с регулируемым выходным напряжением в диапазоне 0-36 В. Правят алмазные круги типа 12А2 150x10x3x32 АС6 80/63 Ml 100% при частоте вращения 2240 об/мин торцом вращающегося с частотой 360 об/мин трубчатого электрода-инструмента с внутренним диаметром 15 мм и со скоростью врезной подачи 0,10 мм/мин при выходном напряжении источника постоянного тока 27 В. В качестве СОЖ используют
0,5%-ный водный раствор кальцинированной соды, который подают в зону обработки поливом с расходом 1 л/мин.
Внешние трубчатые части электродаинструмента выполняют из сплава Д16Т и имеют одинаковые по 470 мм площади торцовых поверхностей. Среднюю трубчатую часть изготавливают из меди Ml с площадью торцовой поверхности 1070 мм2.
Таким образом, электрод-инструмент позволяет повысить стабильность и производительность контактно-эрозионной правки алмазных кругов благодаря уменьшению сил резания и увеличению доли
электрических разрядов, обусловленных пробоем межэлектродного промежутка, за счет использования в его конструкции материалов с разной электроэрозионной стойкостью.
Формула изобретения Электрод-инструмент для контактно- эрозионной правки алмазных кругов на то- копроводящей связке с плоской кольцевой
рабочей поверхностью,выполненный в виде трубки с внутренним диаметром, превышающим ширину алмазоносного кольца круга, отличающийся тем, что, с целью повышения стабильности и производительности правки за счет уменьшения сил резания и увеличения доли электрических разрядов, обусловленных пробоем межэлектродного зазора, электрод-инст- румемт выполнен из трех сопряженных по
цилиндрическим поверхностям токопро- водящих трубчатых частей, две внешние из которых выполнены из материала с меньшей электроэрозионной стойкостью, чем материал средней части.
ч
у
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| СПОСОБ КОНТАКТНО-ЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ | 1990 |
|
RU2008147C1 |
| Электрод-инструмент для контактно-эрозионной правки плоских рабочих поверхностей алмазных кругов | 1987 |
|
SU1512725A1 |
| Способ контактно-эрозионной правки алмазных кругов | 1988 |
|
SU1593809A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРАВКИ АЛМАЗНЫХ КРУГОВ НА МЕТАЛЛИЧЕСКИХ СВЯЗКАХ | 1990 |
|
RU2014183C1 |
| Способ эрозионной правки алмазных кругов | 1989 |
|
SU1662778A1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ КОМБИНИРОВАННОЙ РЕЗКИ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 2018 |
|
RU2680792C1 |
| Способ шлифования ферромагнитных материалов с поддержанием режущей способности круга | 1983 |
|
SU1087293A1 |
| Способ электроэрозионного формирования радиусного профиля на алмазно-шлифовальном круге | 2021 |
|
RU2776570C1 |
Изобретение относится к электроэрозионной обработке, в частности к правке алмазных кругов на токопроеодящей связке с плоской рабочей поверхностью. Цель изобретения - повысить стабильность и производительность правки за счет уменьшения сил резания и увеличения доли электрических разрядов, обусловленных проблем межэлектродного зазора. Электрод-инструмент состоит из трех сопряженных по цилиндрическим поверхностям токопроводящих трубчатых частей, две внешние из которых выполнены из материала с меньшей электроэрозионной стойкостью, чем материал средней части. 2 ил.
Фие.2
| Способ правки торцовых алмазных кругов | 1983 |
|
SU1237335A1 |
