Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способа электрохимической правки абразивных кругов на токопроводящих связках при шлифовании различных материалов.
Известны способы восстановления режущей способности абразивного круга на токопроводящей связке посредством электроэрозионной его правки.
Способ электроэрозионной правки алмазных кругов на металлических связках [1] выполняется в два этапа (черновая и чистовая правка), на первом этапе правку осуществляют в режиме электрической дуги U=41-50 B, I=100-150 А. Процесс сопровождается формированием нароста из продуктов эрозии на поверхности круга, на втором - шлифуют образовавшийся нарост из продуктов эрозии кругом при U=10-25 В, I=10-30 A.
Недостатком этого способа является то, что восстановление режущей способности круга не осуществляется автоматически и для выполнения правки необходимо прервать процесс обработки детали, что приводит к значительному снижению производительности, также процесс протекает при неоправданно высоких токах правки (100-150 А), что приводит к большому износу абразивного круга.
Способ контроля режущей способности и правки шлифовального алмазного круга на металлической связке [2], при котором на рабочую поверхность круга подают контрольный луч и фиксируют параметры отраженного луча, правку производят электрохимическим методом при помощи дополнительного электрода-инструмента, а режимы правки регулируют в зависимости от параметров отраженного луча. Для предотвращения попадания электролита в световой поток подают струи оптически прозрачного газа в направлении рабочей поверхности.
Недостатком известного способа является сложность конструкции, что приводит к затруднению его использования, также к изменению светового потока приводит не только изменение состояния рабочей поверхности круга, но и множество других факторов, которые достаточно сложно предусмотреть.
Наиболее близким способом того же назначения к заявленному способу в группе изобретений по совокупности признаков является способ автоматического регулирования режущей способности шлифовального круга электроэрозионным методом, при котором в процессе шлифования ведут контроль глубины вскрытия и периодически по всей режущей поверхности круга удаляют связку в соответствии с износом абразивных зерен [3].
Технический результат изобретения - обеспечение автоматического управления режущей способностью абразивного круга на токопроводящей связке посредством его электрохимической правки с целью повышения качества обработанной поверхности и снижения удельного расхода круга при комбинированном способе обработки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе автоматического управления режущей способностью абразивного круга на токопроводящей связке используется электрохимическая правка круга. Особенность заключается в том, что осуществляют электрохимическую правку абразивного круга, а регулирование процесса электрохимической правки ведут путем изменения плотности тока правки в пределах 0,2...0,6 А/см2 при изменении мощности резания в процессе шлифования.
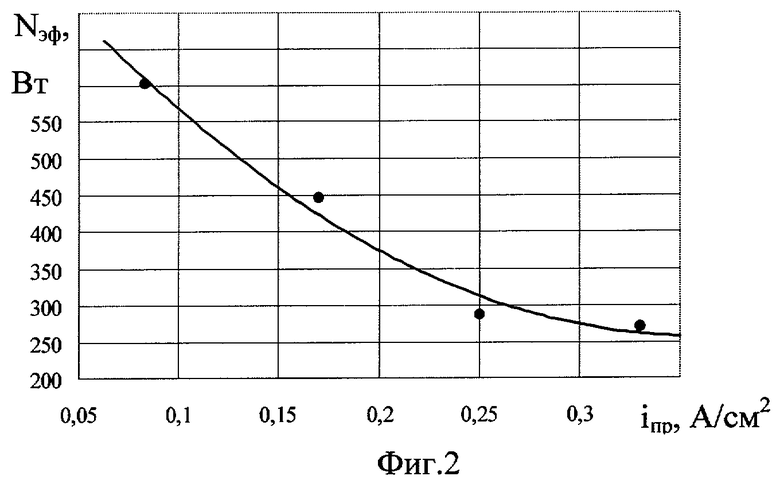
На фиг.1 принципиальная схема способа автоматического управления режущей способностью абразивного круга на токопроводящей связке с автоматическим управлением процессом его электрохимической правки, на фиг.2 - график зависимости мощности резания от плотности тока правки.
Способ реализован следующим образом.
При подключении двигателя главного привода станка к сети шунтируют одну из фаз. Обрабатываемая деталь 3 шлифуется абразивным кругом 4. По мере ухудшения режущей способности круга мощность резания возрастает и, следовательно, возрастает сила тока в электрической цепи двигателя. При определенной величине силы тока на блок управления 1 подается электрический сигнал, включающий цепь электрохимической правки круга. От источника технологического тока в межэлектродную зону, круг 4 - катод 2 подается напряжение U=4...6 B. В эту зону также подается электролит из емкости. При этом в межэлектродном пространстве протекают электрохимические процессы при плотности тока правки iпр=0,2...0,6 А/см2. После растворения слоя, образовавшегося из шлама и стружки, и частично связки круга режущая способность круга приходит в норму и, следовательно, мощность резания снижается. После чего цепь правки автоматически отключается, и процесс повторяется.
Номинальное значение мощности резания и плотности тока правки iпр устанавливается экспериментально для каждой марки круга и марки обрабатываемого материала. Критерием выбора оптимального значения могут быть приняты производительность и удельный расход круга.
Способ может быть реализован для различных типов кругов на токопроводящей связке. Он позволяет автоматически осуществлять работу круга в режиме самозатачивания, при этом нет необходимости в постоянном контроле над состоянием рабочей поверхности круга. За счет стабилизации режущей способности значительно возрастает качество обработанной поверхности заготовки и производительность обработки при минимальном удельном расходе круга.
Пример реализации заявляемого способа.
Эффективность способа исследовали на универсально-заточном станке модели 3Д642Е, модернизированом под процессы комбинированной обработки. Производилось шлифование твердых сплавов Т5К10, ВК8, Т15К6, быстрорежущих сталей Р6М5, Р18, легированной стали 9ХС кругами АСВ 125/100М04-100%, АСВ125/100МO13-100%, АСВ125/100МO16. В зону обработки подавался электролит на водной основе (NaNO3 - 3%, NaNO2 - 1%, Na2СО3 - 0,5%) с расходом 0,5 л/мин. Исследования показали, что стабилизация мощности резания наступает при плотности тока правки iпр выше 0,2 А/см2 (фиг.2), поэтому за критерий принимается плотность тока 0,2 А/см2, соответствующая мощности N=400-350 Вт, при этом обеспечивается минимальный удельный расход круга. При повышении плотности тока правки выше 0,6 А/см2 происходит интенсивное электрохимическое растворение связки круга, что приводит к значительному увеличению удельного расхода круга.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Заявка №4857511/08 МКИ В 23 Н 7/00, 15.06.1994.
2. Заявка №4834658/08 МКИ В 23 Н 5/06, 30.04.1995.
3. Заявка №3778928/08 МКИ В 23 Н 7/00, 09.08.1995.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОЙ ОБРАБОТКИ ТОКОПРОВОДЯЩИМ КРУГОМ С ЕГО ОДНОВРЕМЕННОЙ ПРАВКОЙ | 2004 |
|
RU2268118C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ ПРАВКИ СООСНО УСТАНОВЛЕННЫХ ТОРЦЕШЛИФОВАЛЬНЫХ КРУГОВ | 2011 |
|
RU2490113C2 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ повышения точности и производительности круглого наружного шлифования | 2015 |
|
RU2621495C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| Способ абразивно-электроэрозионного шлифования | 1983 |
|
SU1273220A1 |
| Способ глубинного шлифования цилиндрической детали | 1987 |
|
SU1426756A2 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
Изобретение относится к области абразивной обработки и может быть использовано при электрохимической правке абразивных кругов на токопроводящих связках при шлифовании различных материалов. В процессе обработки детали осуществляют электрохимическую правку круга. Производят автоматическое регулирование процесса правки путем изменения плотности тока правки в пределах 0,2...0,6 А/см2 при изменении мощности резания в процессе шлифования. Такие действия обеспечивают управление режущей способностью абразивного круга на токопроводящей связке, повышают качество обработки и снижают расход круга. 2 ил.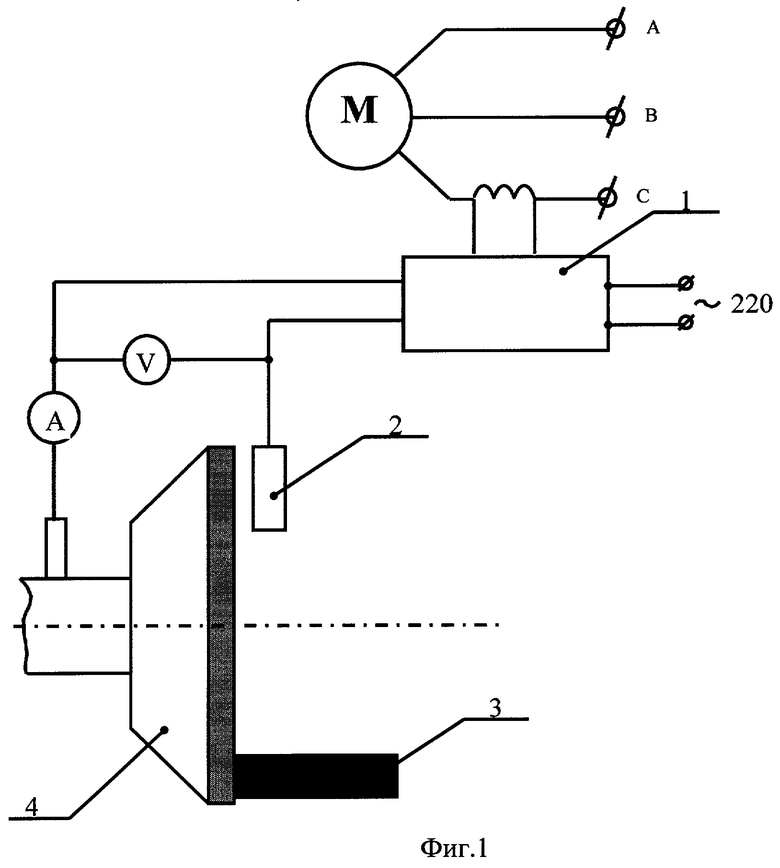
Способ автоматического управления режущей способностью абразивного круга на токопроводящей связке, включающий автоматическое регулирование процесса правки абразивного круга, отличающийся тем, что осуществляют электрохимическую правку круга, а регулирование процесса электрохимической правки ведут путем изменения плотности тока правки в пределах 0,2...0,6 А/см2 при изменении мощности резания в процессе шлифования.
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РЕЖУЩЕЙ СПОСОБНОСТИ ШЛИФОВАЛЬНОГО КРУГА ЭЛЕКТРОЭРОЗИОННЫМ МЕТОДОМ | 1984 |
|
SU1293914A1 |
| SU 916211 A, 30.03.1982 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

