Изобретение относится к автоматизации сварочных процессов, а именно к способам автоматического направления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых швов и швов с разделкой с колебаниями электрода, и может найти применение в машиностроительной, судостроительной и других отраслях промышленности.
Целью изобретения является повышение качества сварного соединения при сварке пространственных швов за счет слежения как за серединой стыка, так и за расстоянием до стыка.
Поставленная цель достигается тем, что согласно способу управления положением сварочной горелки относитель- СД но стыка, при котором электроду за- Q дают колебания, измеряют сварочный ток, выделяют гармоническую состав- QQ ляющую сварочного тока на частоте J колебаний электрода, по фазе этой гар- («конической составляющей определяют знак, а по амплитуде - величину отклонения горелки от Стыка и формируют сигнал управления приводом коррекции w положения горелки относительно сере- дины стыка, электроду задают сложные колебания в плоскости, перпендикулярной направлению сварки, состоящие из основных колебаний (для слежения по горизонтали), повторяющих по форме профиль разделки стыка, и дополнйтель 1593823
ных колебаний относительно конечной точки вылета электрода (для слежения по вертикали), при этом совмещение электрода с центром разделки при кор- , рекции положения горелки по горизонтали осуществляют по известному способу на частоте основных колебаний электрода, а стабилизацию расстояния от токо- подвода горелки до поверхности изде- Q ЛИЯ - на частоте дополнительных колебаний электрода.
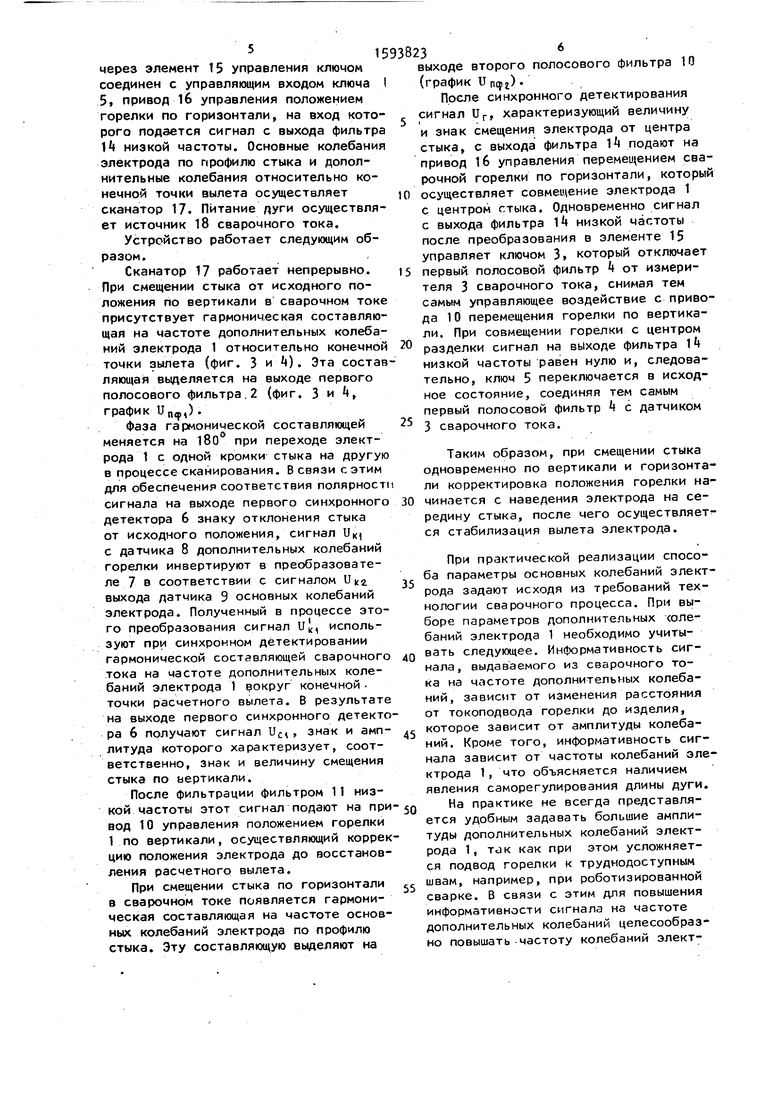
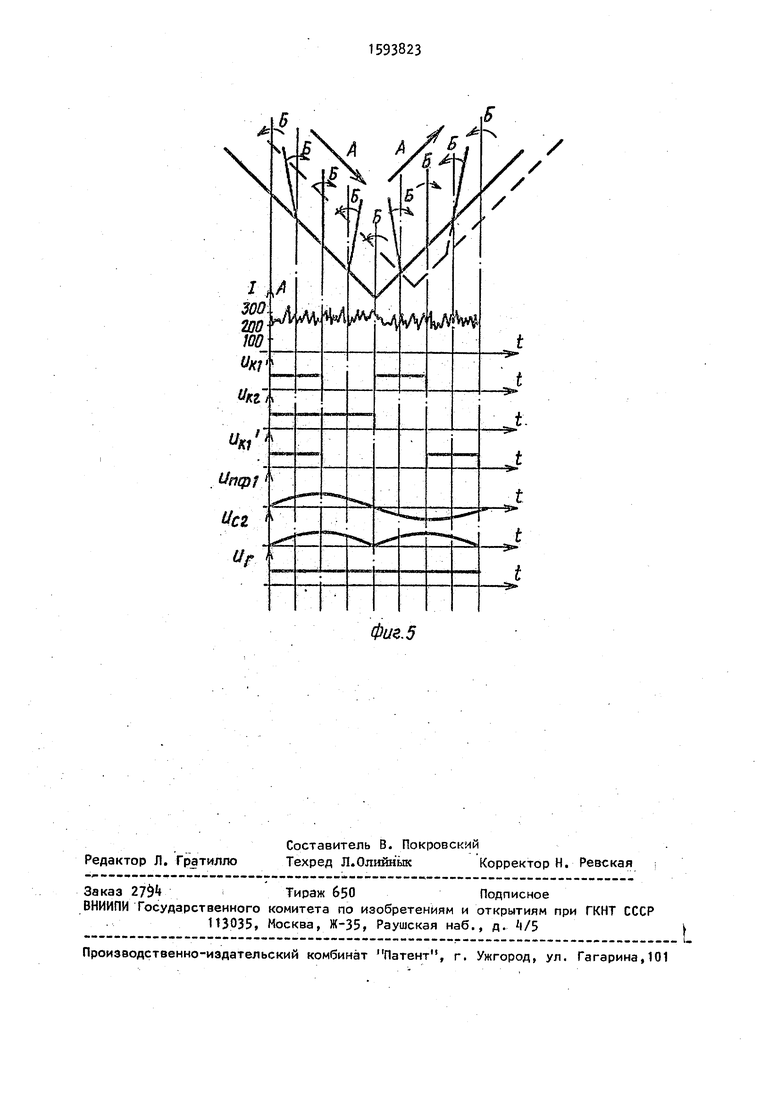
На фиг. 1 приведена схема, поясняющая предлагаемый способ; на фиг. 2- функциональная схема устройства, осу- is ществляющего способ; на фиг, 3 и 4 - графики, поясняющие способ при отсутствии смещения стыка по горизонтали, но со смещением по вертикали .(соответственно с положительным и отрицатель- 20 ным смещением &Z); на фиг. 5 - графики при смещении стыка одновременно по вертикали и горизонтали.
На фиг. 3-5 приняты следующие обозначения: 1д- осциллограмма сварочного25 тока; UK сигнал на выходе датчика дополнительных колебаний электрода; U,2. сигнал на выходе датчика основных колебаний электрода; UKI преобт разованный сигнал U,| Untp,- кривая ЗО на выходе первого.полосового фильтра; ct сигнал на выходе первого синхронного детектора; Ug, - сигнал на управление приводом перемещения горелки по вертикали; сигнал на выхо- fie второго полосового фильтра; и сигнал на выходе второго синхронного детектора; Up - сигнал на управление перемещением горелки по горизонтали,.
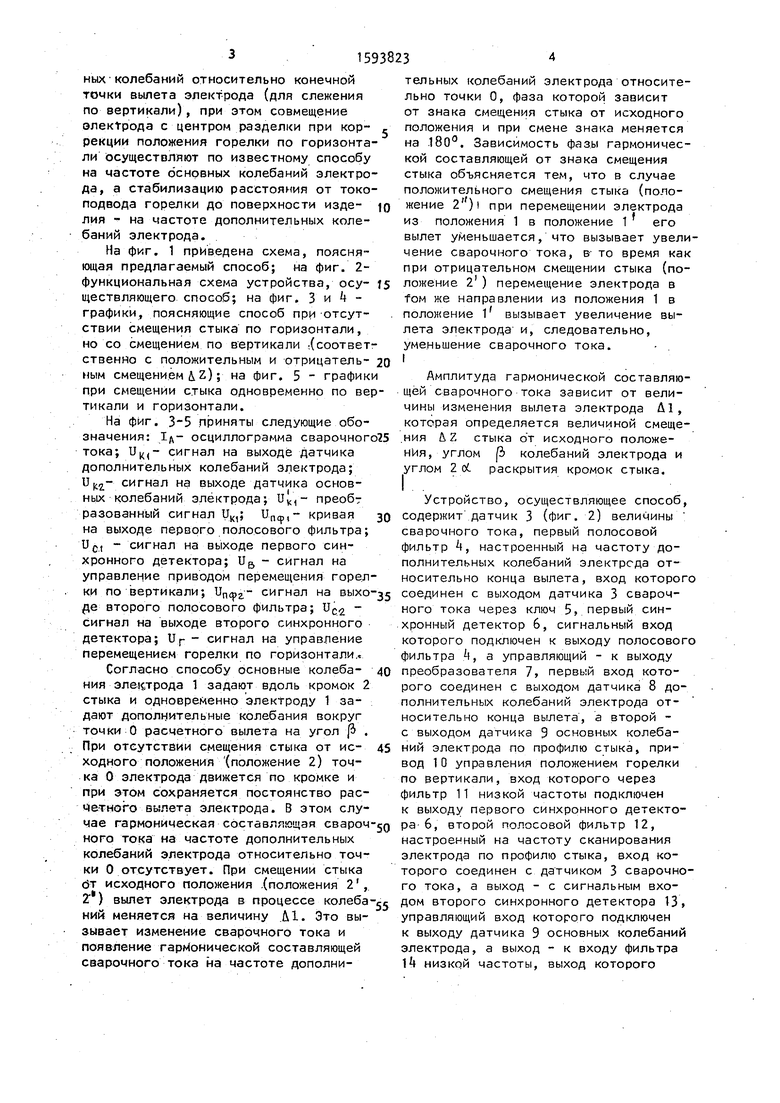
Согласно способу основные колеба- 40 ния эле1строда 1 задают вдоль кромок 2 стыка и одновременно электроду 1 задают дополнительные колебания вокруг точки О расчетного вылета на угол fb . При отсутствии смещения стыка от ис- 45 ходного положения (положение 2) точка О электрода движется по кромке и при этом сохраняется постоянство рас- йе-тного вылета электрода. В этом слупл
со св по но со но х ко п ро по но с ни во по к
тельных колебаний электрода относительно точки О, фаза которой зависит от знака смещения стыка от исходного положения и при смене знака меняется на .180. Зависимость фазы гармонической составляющей от знака смещения стыка объясняется тем, что в случае положительного смещения стыка (положение 2)| при перемещении электрода из положения 1 в положение 1 его вылет уменьшается, что вызывает увеличение сварочного тока, в- то время как при отрицательном смещении стыка (положение 2) перемещение электрода в foM же направлении из положения 1 в положение 1 вызывает увеличение вылета электрода и, следовательно, уменьшение сварочного тока. I
Амплитуда гармонической составляющей сварочного тока зависит от величины изменения вылета электрода U1, которая определяется величиной смещения U Z стыка о т исходного положения, углом 5 колебаний электрода и углом 2 оС раскрытия кромок стыка.
Устройство, осуществляющее способ, содержит датчик 3 (фиг. 2) величины сварочного тока, первый полосовой фильтр 4, настроенный на частоту дополнительных колебаний электрода относительно конца вылета, вход которог соединен с выходом датчика 3 сварочного тока через ключ 5, первый синхронный детектор 6, сигнальный вход которого подключен к выходу полосовог фильтра k, а управляющий - к выходу преобразователя 7, первый вход которого соединен с выходом датчика 8 дополнительных колебаний электрода относительно конца вылета, а второй - с выходом датчика 9 основных колебаний электрода по профилю стыка, привод 10 управления положением горелки по вертикали, вход которого через фильтр 11 низкой частоты подключен к выходу первого синхронного детекто
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления положением сварочной горелки относительно пространственного стыка | 1989 |
|
SU1682079A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 1999 |
|
RU2147270C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ СВАРОЧНОЙ ГОЛОВКИ | 2003 |
|
RU2241583C1 |
| Устройство управления положением электросварочной горелки относительно стыка | 1987 |
|
SU1556836A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
Изобретение относится к автоматизации сварочных процессов. Цель изобретения - повышение качества сварного соединения при сварке пространственных швов за счет слежения как за серединой стыка, так и за расстоянием до стыка. Электроду задают сложные колебания в плоскости, перпендикулярной направлению сварки, состоящие из основных колебаний, повторяющих по форме профиль разделки стыка (для коррекции положения горелки по горизонтали), и дополнительных колебаний относительно конечной точки расчетного вылета электрода (для коррекции по вертикали). Измеряют сварочный ток. Выделяют гармоническую составляющую сварочного тока на частоте основных колебаний и на частоте дополнительных колебаний. По их фазе и амплитуде определяют знак и величину отклонения электрода от середины стыка и отклонение вылета электрода от расчетной длины. 5 ил.
чае гармоническая составляющая свароч-gg ра 6, второй полосовой фильтр 12, ного тока на частоте дополнительных колебаний электрода относительно точки О отсутствует. При смещении стыка бт исходного положения .(положения 2 ,
настроенный на частоту сканирования электрода по профилю стыка, вход которого соединен с датчиком 3 сварочно го тока, а выход - с сигнальным вхо2 ) вылет электрода в процессе колеба-сс дом второго синхронного детектора 13,
. .. J.4.. ..
НИИ меняется на величину .U1. Это вызывает изменение сварочного тока и появление гармонической составляющей сварочного тока на частоте дополниуправляющии вход которого подключен к выходу датчика 9 основных колебаний электрода, а выход - к входу фильтра I низкой частоты, выход которого
ра 6, второй полосовой фильтр 12,
настроенный на частоту сканирования электрода по профилю стыка, вход которого соединен с датчиком 3 сварочного тока, а выход - с сигнальным входом второго синхронного детектора 13,
управляющии вход которого подключен к выходу датчика 9 основных колебаний электрода, а выход - к входу фильтра I низкой частоты, выход которого
через элемент 15 управления ключом соединен с управляющим входом ключа I 5, привод 16 управления положением горелки по горизонтали, на вход которого подается сигнал с выхода фильтра Ц низкой частоты. Основные колебания электрода по профилю стыка и дополнительные колебания относительно конечной точки вылета осуществляет сканатор 17. Питание дуги осуществляет источник 18 сварочного тока.
Устройство работает следующим образом.
Сканатор 17 работает непрерывно. При смещении стыка от исходного положения по вертикали в сварочном токе присутствует гармоническая составляющая на частоте дополнительных колебаний электрода 1 относительно конечной точки зылета (фиг. 3 и ). Эта состав ляюща Н выделяется на выходе первого полосового фильтра. 2 (фиг. 3 и , графи к и пф,).
фаза гармонической составляющей меняется на iSo при переходе электрода 1 с одной кромки стыка на другую в процессе сканирования. В связи с этим для обеспечения соответствия полярности сигнала на выходе первого синхронного детектора 6 знаку отклонения стыка от исходного положения, сигнал UKI с датчика 8 дополнительных колебаний горелки инвертируют в преобразователе 7 в соответствии с сигналом Una. выхода датчика 9 основных колебаний электрода. Полученный в процессе этого преобразований сигнал U,, используют при синхронном детектировании гармонической составляющей сварочного тока на частоте дополнительных колебаний электрода 1 вокруг конечной. точки расчетного вылета. В результате на выходе первого синхронного детектора 6 получают сигнал знак и амп- литуда которого характеризует, соответственно, знак и величину смещения стыка по вертикали.
После фильтрации фильтром 11 низкой частоты этот сигнал подают на при вод 10 управления положением горелки 1 по вертикали, осуществляющий коррекцию положения электрода до восстановления расчетного вылета.
При смещении стыка по горизонтали в сварочном токе появляется гармоническая составляющая на частоте основных колебаний электрода по профилю стыка. Эту составляющую выделяют на
15
I
20
25
40
3823 ж in
выходе второго полосового фильтра lu
(график и nqij)
После синхронного детектирования сигнал Up, характеризующий величину и знак смещения электрода от центра стыка, с выхода фильтра I подают на привод 1б управления перемещением сварочной горелки по горизонтали, который
10 осуществляет совмещение электрода 1 С центром стыка. Одновременно сигнал с выхода фильтра 1 низкой частоты после преобразования в элементе 15 управляет ключом 3, который отключает
15 первый полосовой фильтр k от измерителя 3 сварочного тока, снимая тем самым управляющее воздействие с лриво- да 10 перемещения горелки по вертикали. При совмещении горелки с центром разделки сигнал на выходе фильтра 1 низкой частоты равен нулю и, следовательно, ключ 5 переключается в исходное состояние, соединяя тем самым первый полосовой фильтр с датчиком 3 сварочного тока.
0
0
0
5
5
Таким образом, при смещении стыка одновременно по вертикали и горизонтали корректировка положения горелки начинается с наведения электрода на середину стыка, после чего осуществляет ся стабилизация вылета электрода.
При практической реализации способа параметры основных колебаний электрода задают исходя из требований технологии сварочного процесса. При выборе параметров дополнительных оле- баний электрода 1 необходимо учитывать следующее. Информативность сигнала, выдаваемого из сварочного тока на частоте дополнительных колебаний, зависит от изменения расстояния от токоподвода горелки до изделия, которое зависит от амплитуды колебаний. Кроме того, информативность сигнала зависит от частоты колебаний электрода 1, что объясняется наличием явления саморегулирования длины дуги.
На практике не всегда представляется удобным задавать большие амплитуды дополнительных колебаний электрода 1, так как при этом усложняется подвод горелки к труднодоступным швам, например, при роботизированной сварке. В связи с этим для повышения информативности сигнала на частоте дополнительных колебаний целесообразно повышать .частоту колебаний элект // /
/
/
/
/
/
/
/
/
Шиг.
Ur
Фие.З
3
/
0-5 J.C
Фиг A
Д Мц
%
Unipj
Ucz r
i.
r-S
Фие,5
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
