Изобретение относится к машиностроению и предназначено для автоматического направления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых швов и швов с разделкой,
При сварке угловых швов или швов с разделкой с поперечными колебаниями электрода среднее значение сварочного тока зависит не только от положения горелки относительно стыка в осевом направлении, но также и от взаимного расположения центра колебаний электрода и середины стыка в поперечном направлении. Это обусловлено тем, что как при осевом, так и попе- речном отклонении стыка происходит
изменение среднего вылета электрода, от величины которого зависит среднее значение сварочного тока.
Поэтому при управлении положением горелки при сварке стыков, имеющих кривизну в двух плоскостях, коррекцию осевого положения горелки осуществляют не только при появлении отклонения стыка в осевом, но также и в поперечном направлении. При этом возникает взаимное управление положением горелки в поперечном и осевом направлениях, так как любая коррекция осевого положения горелки, вызванная по- явлемием поперечного отклонения стыка, приводит к нарушению характера изменения сварочного тока, обусловленного колебаниями электрода, воспринимается системой наведения электрода на стык в поперечном направлении как возмущение. Это приводит к ухудшению стабильности и точности слежения за стыком, что снижает качество сварного соединения.
Целью изобретения является повышение качества сварного соединения при слежении за пространственным стыком путем исключения взаимного влияния управления положением сварочной горелки в осевом и поперечном направлениях
Способ заключается в управлении положением горелки относительно пространственного стыка, при котором электроду задают поперечные колебания, измеряют сварочный ток, для наведения электрода на середину тока выделяют основную гармоническую составляющую на частоте колебаний электрода и дополнительную гармоническую составляющую на удвоенной частоте колебаний элект рода, по отношению амплитуд основной и дополнительной гармонических составляющих определяют величину, а по фазе основной гармонической составляющей - знак отклонения центра колебаний электрода от середины стыка и формируют сигнал коррекции на привод поперечного перемещения горелки. Для стабилизации осевого расстояния от горелки до стыка параметр сварочного тока получают путем сложения среднего значения сварочного тока с амплитудным значением дополнительной гармонической составляющей, умноженной на коэффициент К пропорциональности, зависящий от частоты колебаний электрода, сравнивают его с эталонным значением, по знаку результата сравнения определяют направление, а по значению - величину отклонения осевого расстояния от заданной величины и формируют сигнал коррекции на привод перемещения горелки в осевом направлении.
Это позволяет ввести в систему стабилизации расстояния от горелки до стыка зону нечувствительности к поперечным отклонениям стыка, равную амплитуде ко- лебаний электрода, что обеспечивает исключение взаимного влияния управления положением горелки в осевом и поперечном направлениях в пределах этой зоны нечувствительности, тем самым повысить точ- 0 ность слежения за пространственным стыком и качество сварного соединения.
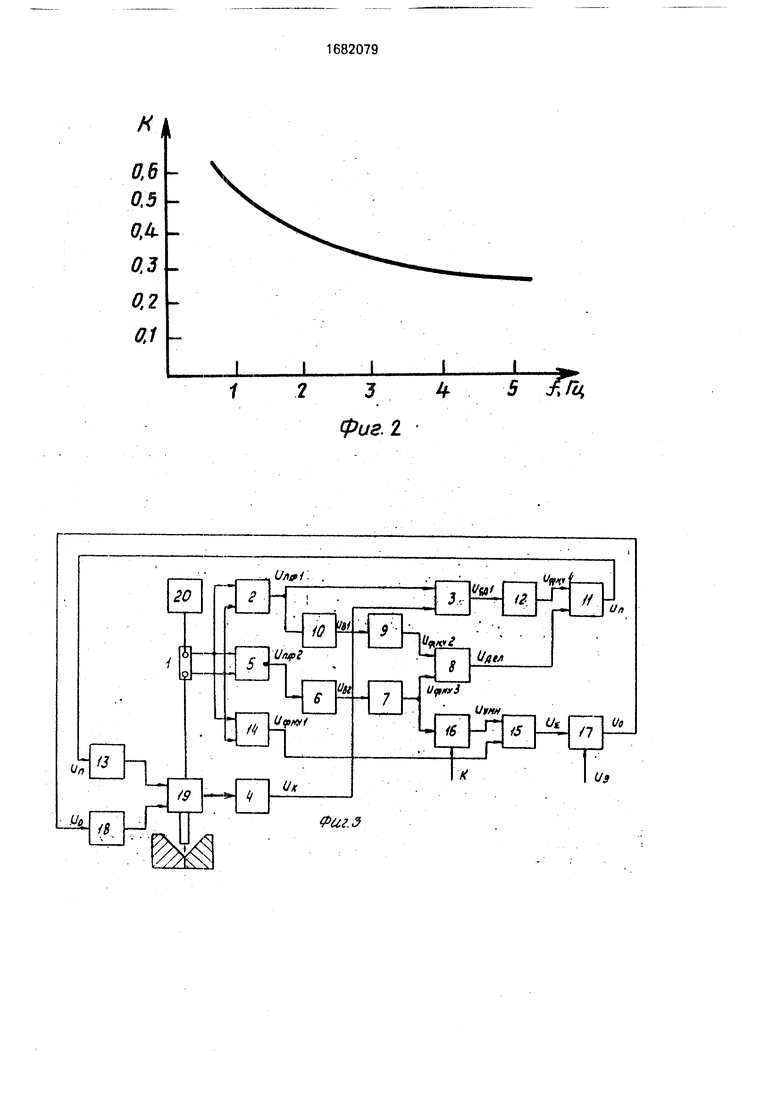
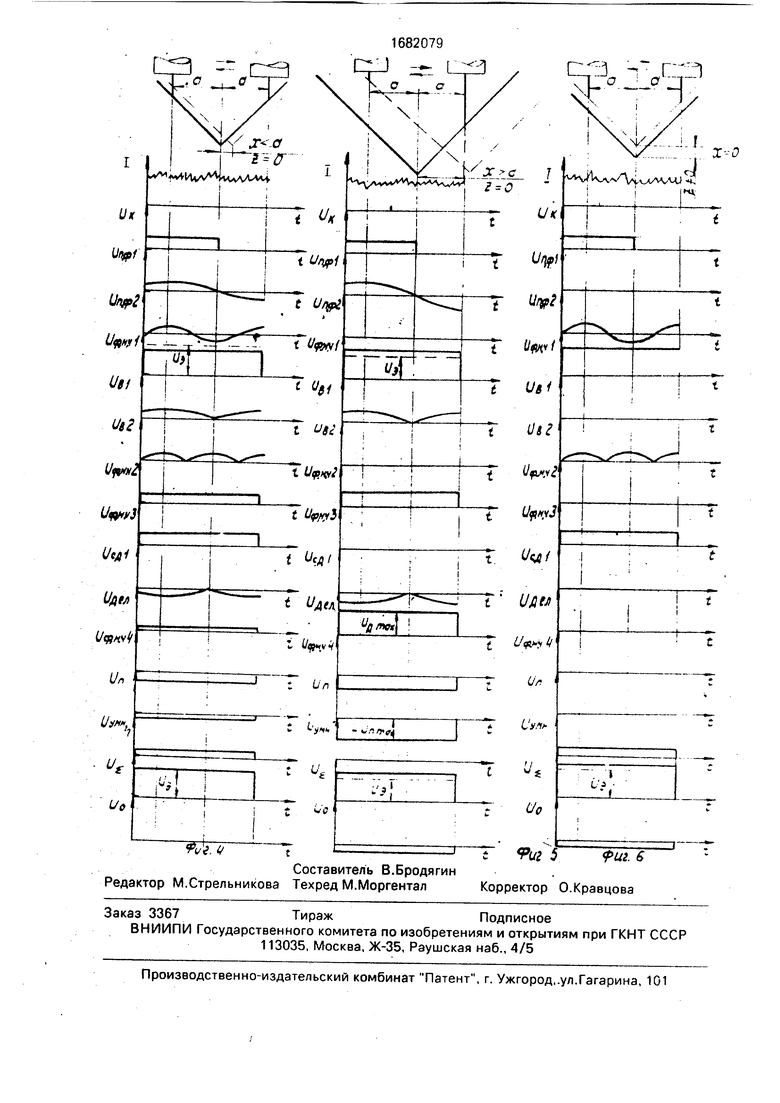
Нафиг.1 приведена схема, поясняющая способ; на фиг,2 - график зависимости коэффициента пропорциональности К от час- 5 тоты колебаний электрода: на фиг.З - структурная схема устройства, реализующего способ; на фиг.4 - графики, поясняющие способ при поперечном отклонении стыка меньше амплитуды колебаний электрода; 0 на фиг.5 - графики, поясняющие способ при поперечном отклонении стыка больше амплитуды колебаний электрода; на фиг.б - графики,, поясняющие способ при наличии осевого смещения стыка.
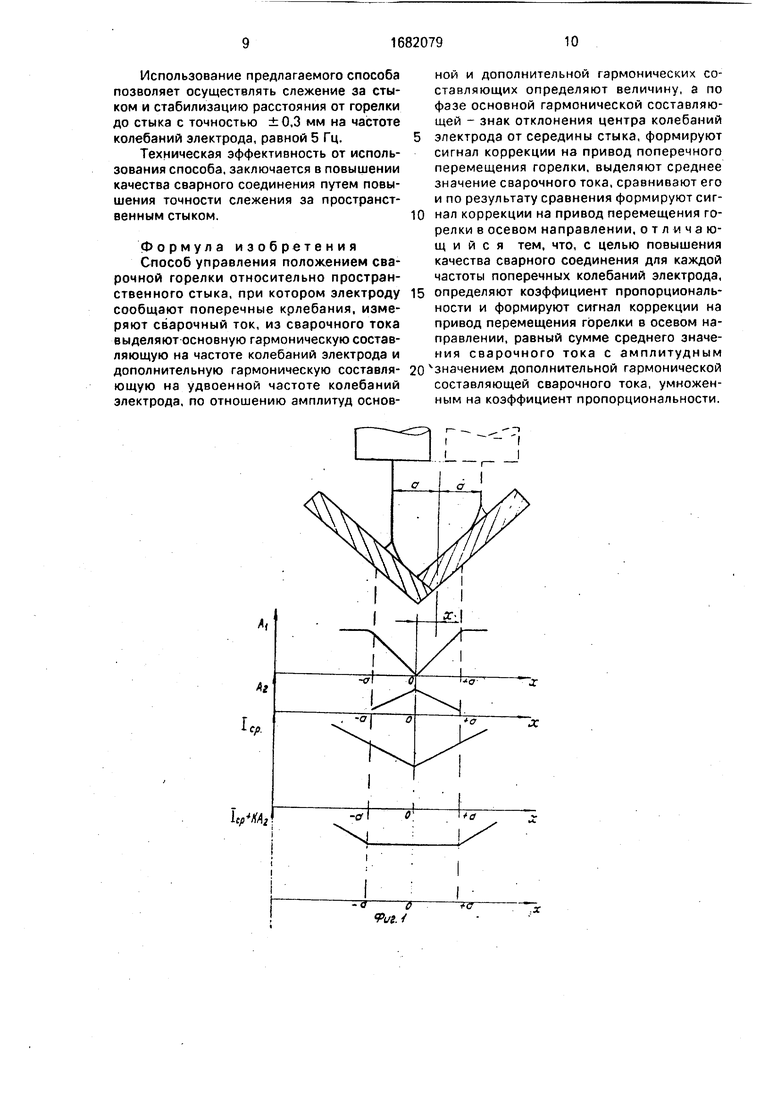
5 Нафиг.1 приняты следующие обозначения:
а - амплитуда колебаний электрода;
AI - амплитуда основной гармонической составляющей сварочного тока на час- 0 тоте колебаний электрода;
Аа - амплитуда дополнительной гармонической составляющей сварочного тока на удвоенной частоте колебаний электрода;
1ср - средний ток сварки; 5 смещение центра колебаний электрода от середины стыка;
К- коэффициент пропорциональности.
На фиг. 4-6 приняты следующие обозначения:0 1 осциллограмма сварочного тока;
UK - сигнал на выходе датчика колебаний горелки;
.ф1, Un.( - сигналы на выходах первого и второго полосовых фильтров; 5 иф.н.ч1. иф.н.ч2, Иф.н.чЗ, иф.н.ч4-- сигналы на выходах первого, второго, третьего и четвертого фильтров низких частот;
иы, Ub2 - сигналы на выходах первого и второго выпрямителей; 0 исд1 сигнал на выходе первого синхронного детектора;
11дел - сигнал на выходе делителя;
Un - сигнал управления приводом поперечного перемещения горелки; 5 иумн - сигнал на выходе умножителя;
U j. - сигнал на выходе сумматора;
Do - сигнал на управление приводом осевого перемещения горелки;
Z - отклонение стыка в осевом направлении.
Согласно способу сварочной горелке задают колебания относительно стыка, из сварочного тока выделяют основную и дополнительную гармонические составляющие с амплитудами AI и А2 соответственно, а также средний ток сварки Ср. При этом средний ток сварки Ср практически линейно зависит от величины х смещения центра колебаний горелки от середины стыка (фиг.1). Как показали теоретические и экспериментальные исследования, амплитуда А2 дополнительной гармонической составляющей сварочного тока на удвоенной частоте колебаний электрода практически линейно зависит от величины х, причем при х О амплитуда А2 имеет максимальное значение, а при -а х S а величина А2 принимает нулевое значение.
Из приведенных на фиг.1 зависимостей следует, что суммирование среднего тока сварки 1Ср и аплитуды А2 дополнительной гармонической составляющей сварочного тока, умноженной на коэффициент пропорциональности К, позволяет получить величину 1Ср + КА2, не зависящую от х на участке -а х а. Полученную величину lcp+ KA2 сравнивают с эталонным значением и по результату сравнения формируют сигнал коррекции положения горелки в осевом направлении.
При этом очевидно, что поперечные отклонения стыка, не превышающие по величине значения амплитуды колебаний электрода, не приводят к изменению значения суммы lcp+KA2 и, следовательно, не вызывают коррекцию положения горелки в осевом направлении. При поперечных отклонениях стыка, превышающих величину амплитуды колебаний электрода, значение суммы 1Ср + КА2 увеличивается и, следовательно, при этом после сравнения суммы с эталонной величиной производят коррекцию положения горелки в осевом направлении.
Таким образом, при слежении за пространственным стыком в систему стабилизации расстояния от горелки до стыка вводят зону нечувствительности к поперечным отклонениям линии шва, равную удвоенной амплитуде колебаний электрода, что позволяет исключить взаимное влияние управления положением горелки в осевом и поперечном направлениях в пределах этой зоны нечувствитеальности, повысить точность слежения и качество сварного соединения.
Размеры зоны нечувствительности (или зоны повышенной точности работы системы слежения) хорошо согласуются с требованиями, предъявляемыми к системам слежения
за стыком при сварке с поперечными колебаниями электрода, которые заключаются в следующем.
При использовании дуговых сенсоров величину амплитуды колебаний электрода выбирают не ниже одного диаметра электрода. Допустимые отклонения электрода от стыка, при которых обеспечивается качественный сварной шов, составляют 0,5-1 от
0 диаметра электрода. Следовательно, даже при минимально допустимых амплитудах колебаний электрода способ способствует перекрытию зоны допустимых отклонений стыка зоной повышенной точности работы
5 системы, благодаря чему достигается требуемое качество сварных соединений.
С другой стороны, реакция системы стабилизации расстояния от горелки до стыка на поперечные отклонения линии
. превышающие величину амплитуды колебаний электрода, необходима на практике для предотвращения наезда горелки на кромку соединения при значительных отклонениях стыка, например при
5 поиске начала стыка.
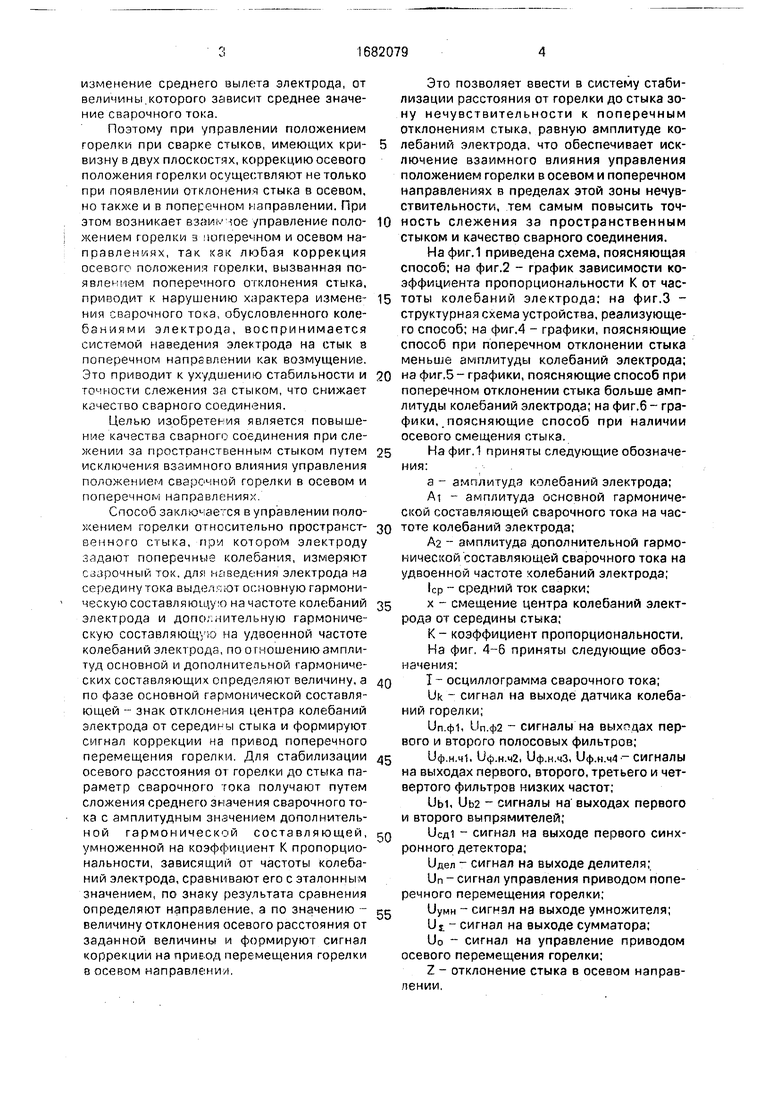
Исследования зависимостей среднего тока сварки Ср и амплитуды AI дополнительной гармонической составляющей сварочного тока от параметров сварки с
0 колебаниями электрода показали, что коэффициент пропорциональности К зависит только от частоты колебаний электрода.
Таким образом, выбор значений коэффициента К следует производить в соответ5 ствии с частотой колебаний электрода по кривой, представленной на фиг.2.
Значение эталонной величины, характеризующей величину выбранного расстояния от горелки до стыка, следует выбирать на
0 основе опытных данных, полученных при сварке с поперечным отклонением, равным амплитуде колебаний электрода. В этом случае значение среднего тока сварки соответствует эталонной величине для выбранного
5 расстояния от горелки до стыка.
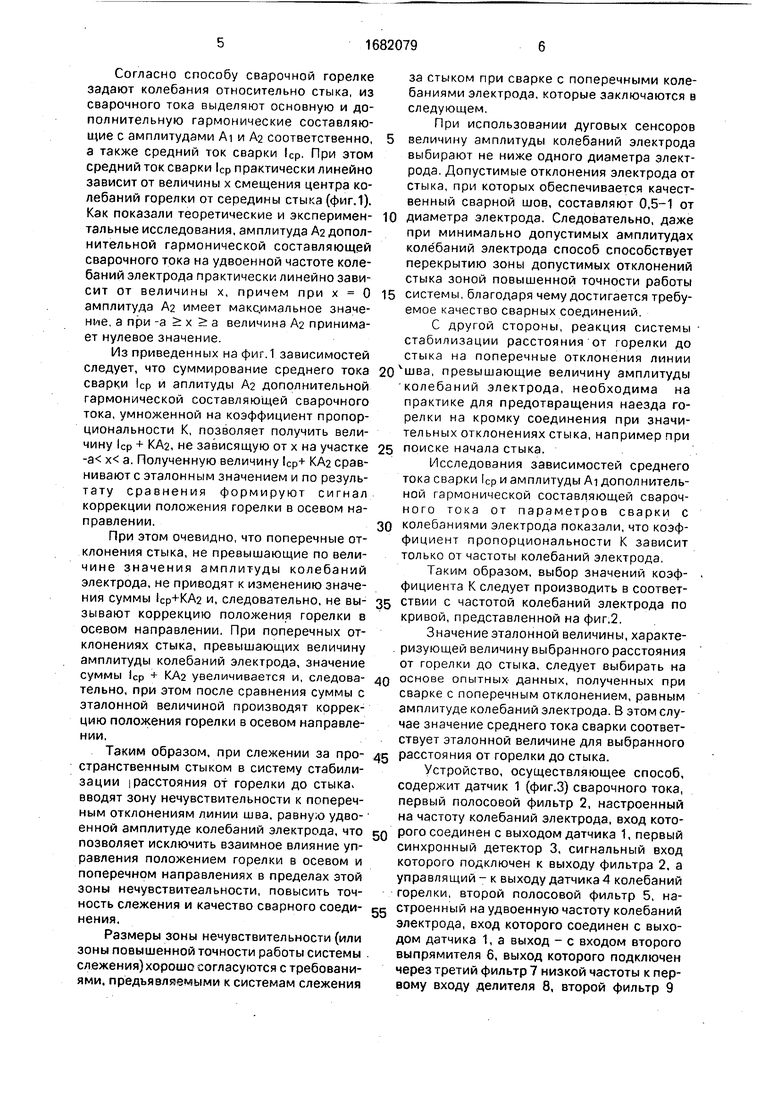
Устройство, осуществляющее способ, содержит датчик 1 (фиг.З) сварочного тока, первый полосовой фильтр 2, настроенный на частоту колебаний электрода, вход кото0, рого соединен с выходом датчика 1, первый синхронный детектор 3, сигнальный вход которого подключен к выходу фильтра 2, а управлящий - к выходу датчика А колебаний горелки, второй полосовой фильтр 5, нас строенный на удвоенную частоту колебаний электрода, вход которого соединен с выходом датчика 1, а выход - с входом второго выпрямителя б, выход которого подключен через третий фильтр 7 низкой частоты к первому входу делителя 8, второй фильтр 9
низкой частоты, на вход которого через первый выпрямитель 10 подают сигнал с выхода фильтра 2, выход которого подключен к второму входу делителя 8, второй синхронный детектор 11, на сигнальный вход которого подключен выход делителя 8, а на управляющий вход- выход синхронного детектора 3 через четвертый фильтр 12 низкой частоты, привод 13 поперечного перемещения горелки, вход которого соединен с выходом детектора 11, первый фильтр 14 низкой частоты, настроенный на выделение среднего значения сварочного тока, вход которого подключен к датчику 1, а выход- к первому входу сумматора 15, умножитель 16, первый вход которого подключен к выходу фильтра 7, а на второй подают значение коэффициента пропорциональности К, выход которого подключен к второму входу сумматора 15, устройство 17 сравнения, на первый вход которого поступает сигнал с выхода сумматора 15, а на второй - величина эталонного значения сварочного параметра иэ, привод 18 осевого перемещения горелки, вход которого соединен с выходом устройства 17 сравнения. Колебания электрода производит скана- тор 19. Питание дуги осуществляет источник 20 сварочного тока.
Устройство работает следующим образом.
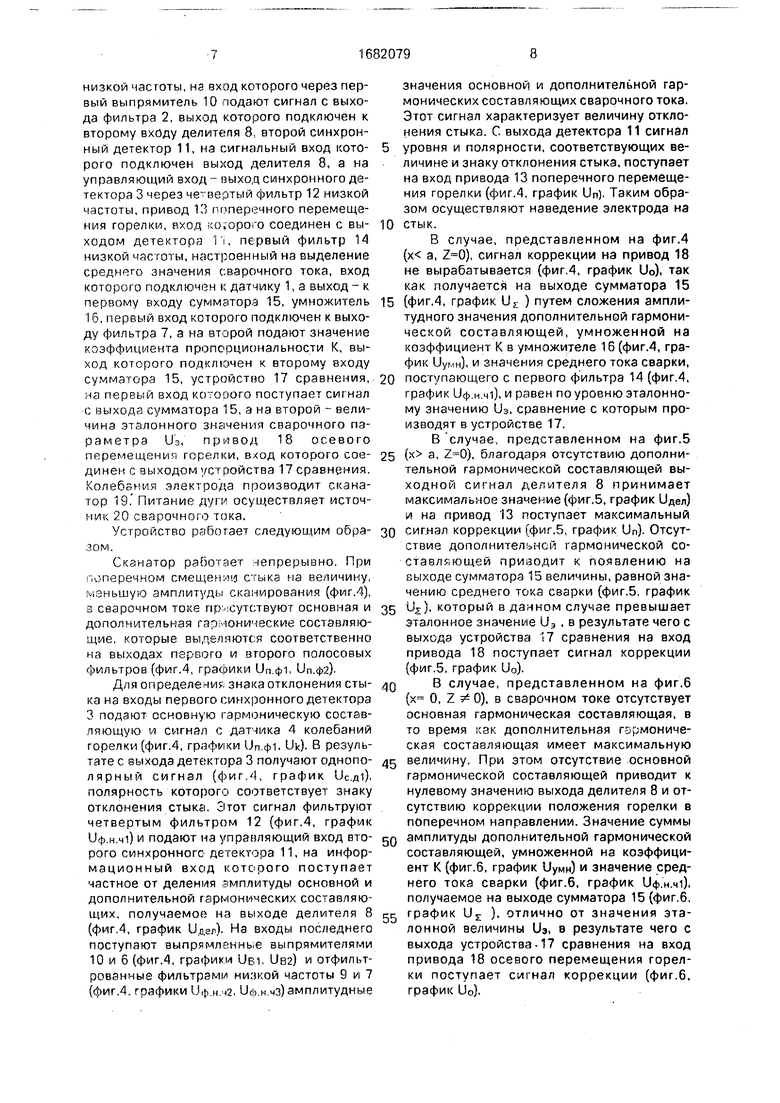
Сканатор работает непрерывно. При поперечном смещении стыка на величину, меньшую амплитуды сканирования (фиг.4), в сварочном токе присутствуют основная и дополнительная гармонические составляющие, которые выделяются соответственно на выходах первого и второго полосовых фильтров (фиг.4, графики ип.ф1, 1)п.ф2).
Для определения знака отклонения стыка на входы первого синхронного детектора 3 подают основную гармоническую составляющую и сигнал с датчика 4 колебаний горелки (фиг.4, графики 1)П.Ф1, Uk). В результате с выхода детектора 3 получают однопо- лярный сигнал (фиг.4, график ис.дО, полярность которого соответствует знаку отклонения стыка. Этот сигнал фильтруют четвертым фильтром 12 (фиг.4, график иф.н.чч) и подают на управляющий вход второго синхронного детектора 11, на информационный вход которого поступает частное от деления амплитуды основной и дополнительной гармонических составляющих, получаемое на выходе делителя 8 (фиг.4, график Удел). На входы последнего поступают выпрямленные выпрямителями 10 и б (фиг.4, графики UBL Uea) и отфильтрованные фильтрами низкой частоты 9 и 7 (фиг,4, графики иф.н.ч2, Уф.и.чз) амплитудные
значения основной и дополнительной гармонических составляющих сварочного тока. Этот сигнал характеризует величину отклонения стыка. С выхода детектора 11 сигнал
уровня и полярности, соответствующих величине и знаку отклонения стыка, поступает на вход привода 13 поперечного перемещения горелки (фиг.4, график Un). Таким образом осуществляют наведение электрода на
0 стык.
В случае, представленном на фиг.4 (х a, ), сигнал коррекции на привод 18 не вырабатывается (фиг.4, график Uo), так как получается на выходе сумматора 15
5 (фиг.4, график UЈ ) путем сложения амплитудного значения дополнительной гармонической составляющей, умноженной на коэффициент К в умножителе 16 (фиг.4, график Уумн), и значения среднего тока сварки,
0 поступающего с первого фильтра 14 (фиг.4, график иф.н.ч), и равен по уровню эталонному значению 1)3, сравнение с которым производят в устройстве 17.
В случае, представленном на фиг.5
5 (х а, ), благодаря отсутствию дополнительной гармонической составляющей выходной сигнал делителя 8 принимает максимальное значение (фиг.5, график Удел) и на привод 13 поступает максимальный
0 сигнал коррекции (фиг.5, график Un). Отсутствие дополнительной гармонической составляющей приводит к появлению на выходе сумматора 15 величины, равной значению среднего тока сварки (фиг.5, график
5 U) который в данном случае превышает эталонное значение 1)э, в результате чего с выхода устройства 17 сравнения на вход привода 18 поступает сигнал коррекции (фиг.5, график Uo).
Q В случае, представленном на фиг.6 (х О, Z т 0), в сварочном токе отсутствует основная гармоническая составляющая, в то время как дополнительная гармоническая составляющая имеет максимальную
5 величину. При этом отсутствие основной гармонической составляющей приводит к нулевому значению выхода делителя 8 и отсутствию коррекции положения горелки в поперечном направлении. Значение суммы
0 амплитуды дополнительной гармонической составляющей, умноженной на коэффициент К (фиг.б, график Цумн) и значение среднего тока сварки (фиг.б, график иф.н.ч1), получаемое на выходе сумматора 15 (фиг.б,
е график Uj; ), отлично от значения эталонной величины Уэ, в результате чего с выхода устройства-17 сравнения на вход привода 18 осевого перемещения горелки поступает сигнал коррекции (фиг.б, график и0).
Использование предлагаемого способа позволяет осуществлять слежение за стыком и стабилизацию расстояния от горелки до стыка с точностью ±0.3 мм на частоте колебаний электрода, равной 5 Гц.
Техническая эффективность от использования способа, заключается в повышении качества сварного соединения путем повышения точности слежения за пространственным стыком.
Формула изобретения Способ управления положением сварочной горелки относительно пространственного стыка, при котором электроду сообщают поперечные крлебания, измеряют сварочный ток, из сварочного тока выделяют основную гармоническую составляющую на частоте колебаний электрода и дополнительную гармоническую составляющую на удвоенной частоте колебаний электрода, по отношению амплитуд основной и дополнительной гармонических составляющих определяют величину, а по фазе основной гармонической составляющей - знак отклонения центра колебаний
электрода от середины стыка, формируют сигнал коррекции на привод поперечного перемещения горелки, выделяют среднее значение сварочного тока, сравнивают его и по результату сравнения формируют сигнал коррекции на привод перемещения горелки в осевом направлении, отличающийся тем, что, с целью повышения качества сварного соединения для каждой частоты поперечных колебаний электрода,
определяют коэффициент пропорциональности и формируют сигнал коррекции на привод перемещения горелки в осевом направлении, равный сумме среднего значения сварочного тока с амплитудным
Значением дополнительной гармонической составляющей сварочного тока, умноженным на коэффициент пропорциональности.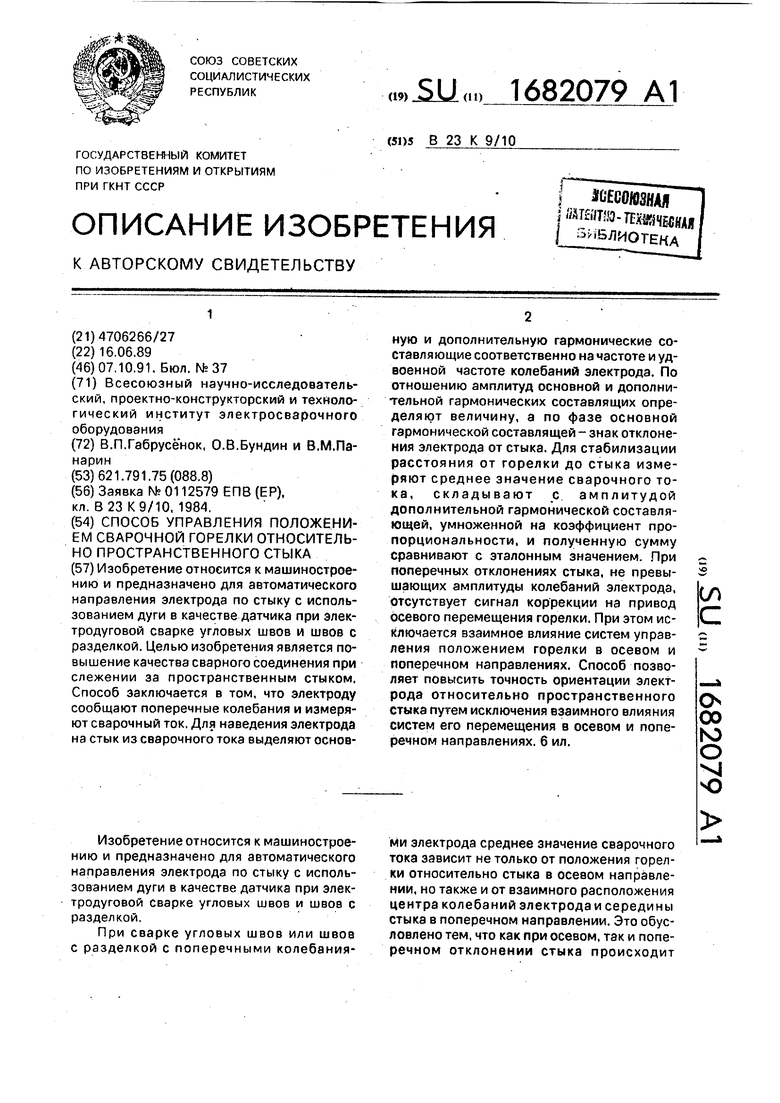
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2051015C1 |
| Способ управления сварочной горелки относительно стыка | 1988 |
|
SU1593823A1 |
| Способ управления положением электросварочной горелки относительно стыка и устройство для его осуществления (его варианты) | 1982 |
|
SU1087283A1 |
| Способ формирования ширины шва и устройство для его осуществления | 1984 |
|
SU1187940A1 |
| СПОСОБ УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2448819C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ЭЛЕКТРОСВАРОЧНОЙ ГОРЕЛКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2261159C1 |
| Способ управления положением сварочной горелки относительно стыка и устройство для его осуществления | 1984 |
|
SU1181806A1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542799A1 |
| Способ управления положением электросварочной горелки и устройство для его реализации | 1983 |
|
SU1125110A1 |
| Устройство слежения за стыком | 1990 |
|
SU1706796A1 |
Изобретение относится к машиностроению и предназначено для автоматического направления электрода по стыку с использованием дуги в качестве датчика при электродуговой сварке угловых швов и швов с разделкой. Целью изобретения является повышение качества сварного соединения при слежении за пространственным стыком. Способ заключается в том, что электроду сообщают поперечные колебания и измеряют сварочный ток. Для наведения электрода на стык из сварочного тока выделяют основную и дополнительную гармонические со- ставля ющие соответственно на частоте и удвоенной частоте колебаний электрода. По отношению амплитуд основной и дополнительной гармонических составлящих определяют величину, а по фазе основной гармонической составлящей - знак отклонения электрода от стыка. Для стабилизации расстояния от горелки до стыка измеряют среднее значение сварочного тока, складывают с амплитудой дополнительной гармонической составляющей, умноженной на коэффициент пропорциональности, и полученную сумму сравнивают с эталонным значением. При поперечных отклонениях стыка, не превышающих амплитуды колебаний электрода, отсутствует сигнал коррекции на привод осевого перемещения горелки. При этом исключается взаимное влияние систем управления положением горелки в осевом и поперечном направлениях. Способ позволяет повысить точность ориентации электрода относительно пространственного стыка путем исключения взаимного влияния систем его перемещения в осевом и поперечном направлениях. 6 ил. (/) О 00 ю о VI ю
Ь
.
н
0,6 0,5
ОА о,з
0,2 0.1
(риг. 2
(in
4i
8
Ј
Фиг.э
w
W
Un
Ut
n
Ut
U9
:J
| Способ рацемизации L-(+) -n-нитро-альфа-дихлорацетиламино-бета-оксипропиофенона | 1957 |
|
SU112579A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
