Изобретение относится к микросварке, в. частности к устройствам для получения микросварных соединений.
Целью изобретения является повышение качества сварки, расширение технологических возможностей и повышение надежности работы.
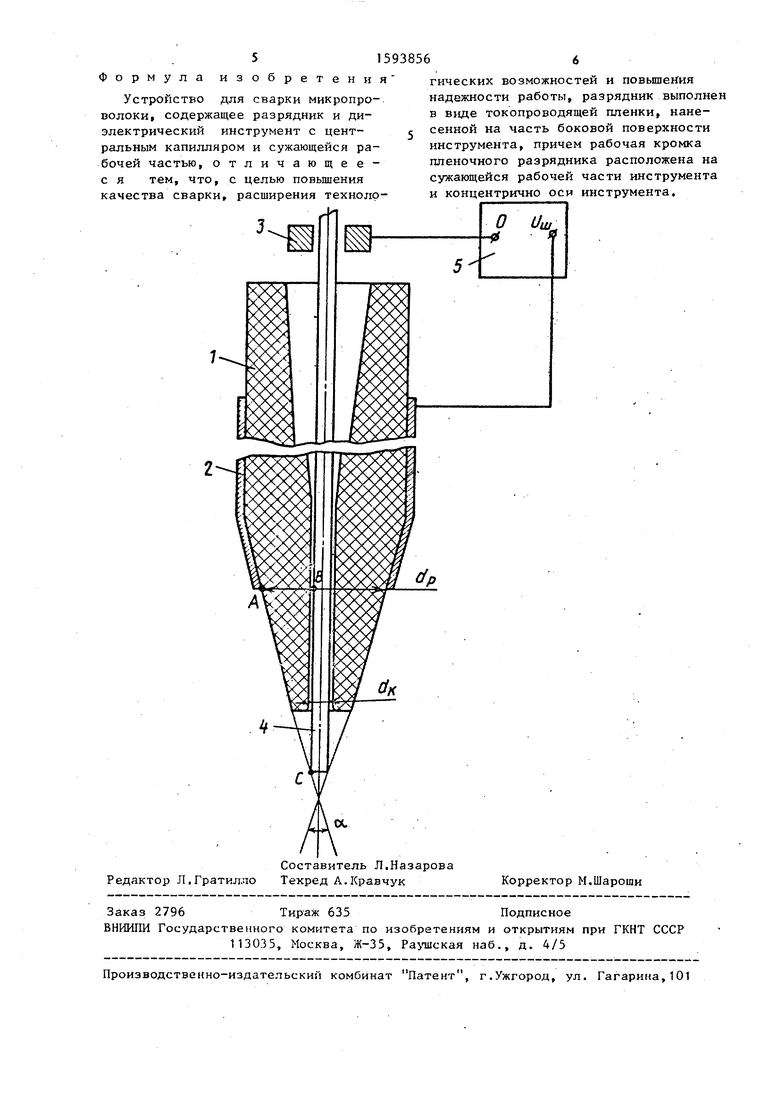
На чертеже изображено устройство для сварки микропроволоки.
Устройство содержит инструмент 1, нанесенный на его боковую поверхность пленочный.разрядник 2, губки 3 механизма подачи микропроволоки 4 и источник 5 высокого напряжения.
Устройство работает следующим образом.
Губки 3 механизма подачи микропроволоки, соединенны с нулем импульсного источника 5 высокого напряжения, подают микропроволоку 4 на заданную величину так, что конец микропроволоки 4 выступает из капилляра инструмента 1. Импульс высокого напряжения подается на пленочный разрядник 2. При этом происходит дуговой разряд между рабочей кромкой разрядника и выступающим из капилляра концом микропроволоки, что приводит к образованию в/арика на конце микропроволоки. Опуская инструмент 1, с усилием прижимают шарик к первой контактной площадке платы (не показана). Затем губки 3 разжимают, инструмент 1 поднимают и, перемещая его, совмещают с второй контактной площадкой платы. При этом микропроволока сматывается с катушки (не показана), проходит через капилляр инструмента и формирует микропроволочную перемычку. Инструмент 1 с усилием прижимает микропроволоку 4 к второй контактной площадке платы, завершая образование перемычки. Затем зажимают губки 3 и поднимают инструмент 1 в исходное положение. При этом микропроволока обрывается несколько вьш1е точки вто(Л
ел
со со
00 СП
05
3
рой сварки. Затем цикл повторяют, формируя следующую перемычку.
При подаче импульса высокого напряжения на пленочный разрядник дугвой разряд на микропроволоку может происходить по двум направлениям: непосредственно через диэлектрик инструмента либо через зазор между рабочей кромкой разрядника и высту- пающим из капилляра концом микропроволоки (соответственно разрядные промежутки АВ и АС).
Величина критического значения разрядного промежутка через диэлек- трик, ниже которой диэлектрик пробивается, определяется как
Uw
Ё
АВ
пр
/N/ Z.;ii
« --,
где и - напряжение разряда;
Е - электрическая прочность диэлектрика инструмента. Величина критического значения разрядного промежутка через газ, ниже которого газ пробивается, опреде- ляется как
АГ - 1
I где Е i - электрическая прочность газа, в котором находится рабочая част инстрз мента.
п АВ АВ ар
Ри 7р 7F разряд будет происАО АЬ„р
ходить через газ, а не через диэлек- трик. Так как т- sin ,
АС
АС
пр
Е
I то условием прохождения разря
да через газ, а не через диэлектрик
будет
V
о 2 arcs in
А
Данное условие является необходи- мым и обеспечивает надежный разряд на микропроволоку через газ при распложении рабочей кромки разрядника в любом месте сужающейся рабочей части инструмента и наличии выступающего из капилляра конца микропроволоки.
В случае отказа механизма подачи микропроволоки, засорении капилляра и т.д. конец микропроволоки не выступает из капилляра, при величине разрядного промежутка
Uu,
АВ 4 АВ
пр
происходит пробой через диэлектрик и -устройство выходит из строя; По- скольку микропроволока может касаться внутренней поверхности .капилляра, условием отсутствий повреждения заявляемого устройства :является
P -i--
где dp - диаметр рабочей кромки разрядника;d - диаметр капилляра инстру,
0
5
5
0
45 0
5
мента.
Приме р.,В качестве заготовки использовался инструмент КУ 32-40- 230-1,6, состоящий из алюмооксидной керамики. Полагая электрическую прочность керамики 30 кВ/мм, а электрическую прочность воздуха, в котором происходит разряд, 1,2 кВ/мм, получим значение критического угла о( 16,4, Так как угол при вершине сужающейся части инструмента КУ 32-40-230-1,6 составляет ЗО, то данный инструмент пригоден для реализации заявляемого устройства. Электропроводящую пленку разрядника получали химическим осаждением меди на часть боковой поверхности инструмента (предварительно сзбработав ее растворами двухлористого олова и хлористого палладия), защищая от осаждения меди хвостовик и часть поверхности сужающейся рабочей части инструмента, непосредственно прилегающей к рабочему торцу инструмента. Так как при образовании шарика использовался импульсный источник высокого напряжения от установки микросварки СТ-601 с рабочим напряжением 14 кБ, а диаметр капилляра инструмента О,.055 мм, то диаметр рабочей кром2
ки разрядника выбирали большим +
+ 0,055 Ki 1 мм и он составил 1,2 мм.
Формирование перемычек длиной 1 мм осуществляли золотой микропроволокой 3 л. 999,9 толщиной 40 мкм с использованием известных стандартных инструментов КУ 32-40-230-1,6.из алюмооксидной к ерамики и твердого сплава ВКЗ-TMj а также заявляемого устройства. Не изменяя режимов сварки, инструментом.каадого типа формировали по 10 перемычек, а затем оценивали их качество, проверяя прочность на разрыв.. Результаты измерений показали высокое качество сварки.
51593856
Формула изобретения
Устройство для сварки микропроволоки, содержащее разрядник и диэлектрический инструмент с центральным капилляром и сужающейся рабочей частью, отличающее- с я тем, что, с целью повьшения качества сварки, расширения технологических возможностей и повьппейия надежности работы, разрядник выполнен в виде токопроводящей пленки, нанесенной на часть боковой поверхности инструмента, причем рабочая кромка пленочного разрядника расположена на сужающейся рабочей части инструмента и концентрично оси инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СВАРКИ МИКРОПРОВОЛОКИ | 1990 |
|
RU2043892C1 |
| Установка для монтажа ленточных перемычек | 1988 |
|
SU1540988A1 |
| Устройство для микросварки перемычек | 1989 |
|
SU1611658A1 |
| Инструмент для микросварки | 1990 |
|
SU1731541A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1989 |
|
RU2030266C1 |
| Устройство для получения шарика на микропроволоке при сварке | 1981 |
|
SU1007879A1 |
| Управляемый разрядник | 1979 |
|
SU851578A1 |
| МНОГОКАНАЛЬНЫЙ РЕЛЬСОВЫЙ РАЗРЯДНИК | 2003 |
|
RU2247453C1 |
| Устройство для приварки проволоки к контактным площадкам | 1987 |
|
SU1563928A2 |
| Электроразрядный источник излучения | 2021 |
|
RU2771664C1 |
Изобретение относится к микросварке и может быть использовано для производства изделий электронной техники. Цель изобретения - повышение качества сварки, расширение технологических возможностей и повышение надежности устройства. Устройство содержит разрядник и диэлектрический инструмент с центральным капилляром. Разрядник выполнен в виде токопроводящей пленки, нанесенной на часть боковой поверхности инструмента, а его рабочая часть расположена на сужающейся рабочей части инструмента, концентрично его оси. Это позволяет повысить прочность сварного соединения и уменьшить износ рабочего инструмента. 1 ил.
| Инструмент для микросварки | 1977 |
|
SU692710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
