Изобретение относится к радиоэлектронному машиностроению, в частности к оборудованию для микросварки, и может быть использовано при трудоемкой сборке бескорпусных ГИС с длинными нежесткими консольными выводами (волосатики), а также при монтаже межсоединений проволочным или ленточным материалом.
Известен инструмент для микросварки, выполненный в виде иглы с наклонным капиллярным отверстием для подачи привариваемой проволоки и рабочей площадки с формующей канавкой. Микропроволока вручную заправляется в капиллярное отверстие и свободно перемещается в пределах этого отверстия. Фиксация микропроволоки производится вне инструмента. Формирование петли происходит за счет кинематики перемещающегося по траектории инструмента. При этом монтажная проволока скользит по поверхности капиллярного отверстия.
Недостатками известной конструкции микроинструмента являются большая трудоемкость заправки мик ропроволоки (особенно диаметром 0,01-0,03 мм) в капиллярное отверстие, низкая производительность петлеобразования за счет сложного движения, совершаемого инструментом после присоединения одного конца проволоки к контактной площадке прибора. При этом в процессе петлеобразования возможно повреждение монтажной проволоки из-за скольжения ее по поверхности капиллярного отверстия, что снижает качество монтажа.
В результате отсутствия фиксации микропроволоки на инструменте в процессе совмещения ее с контактной площадкой прибора и сварки происходит смещение микропроволоки в капиллярном отверстии относительно контактной площадки, что приводит к нестабильности процесса сварки и снижению качества.
VI
00
ттЛ
сл
Јь
Данная конструкция инструмента непригодна для применения при монтаже полупроводниковых приборов, имеющих свободные консольные выводы (бескорпусные микросхемы), ввиду невозможности заправки этих выводов в капиллярное отверстие инструмента.
Наиболее близким по технической сущности к предлагаемому является инструмент для микросварки, содержащий корпус с рабочей площадкой и открытой капиллярной канавкой для микропроволоки, а также ограничитель перемещения микропроволоки в канавке. Для фиксации микропроволоки на инструменте в его корпусе имеется вакуумный осевой канал, соединяющийся с поверхностью капиллярной канавки посредством ряда отверстий, расположенных вдоль нее.
Недостатком известной конструкции является: низкая производительность процесса заправки микропроволоки за счет необходимости вручную вводить каждый раз вывод прибора или монтажную проволочную перемычку в зону между капиллярной канавкой и ограничителем, а после сварки необходимо выводить ограничитель из-под присоединенного вывода. Производительность снижается также при образовании петли, так как формирование ее производится традиционным способом, т.е. путем перемещения инструмента (с проволокой) по заданной траектории образуемой петли.
Возможно повреждение привариваемого вывода при формировании петли за счет трения о капиллярную канавку и ограничитель при перемещении инструмента по заданной кривой.
Отсутствует возможность образования петли вывода полупроводникового прибора или монтажной перемычки до присоединения конца этого вывода к контактной площадке или ножке прибора ввиду необходимости иметь опорную закрепленную точ- , ку (точку опоры), относительно которой идет формирование петли.
Целью изобретения является повышение производительности.
Указанная цель достигается тем, что в инструменте для микросварки, содержащем корпус с рабочей площадкой, открытую капиллярную канавку для микропроволоки с осевым каналом, связанным с вакуумной системой, и ряд отверстий, расположенных вдоль капиллярной канавки и соединенных с осевым каналом, открытая капиллярная канавка расположена в торце корпуса со стороны рабочей площадки и выполнена криволинейной в осевом сеченим расположения отверстий с параллельными стенками, имеющими заходные ориентирующие скосы.
Инструментом обеспечивается автоматический захват, ориентация и одновременное формирование петли.
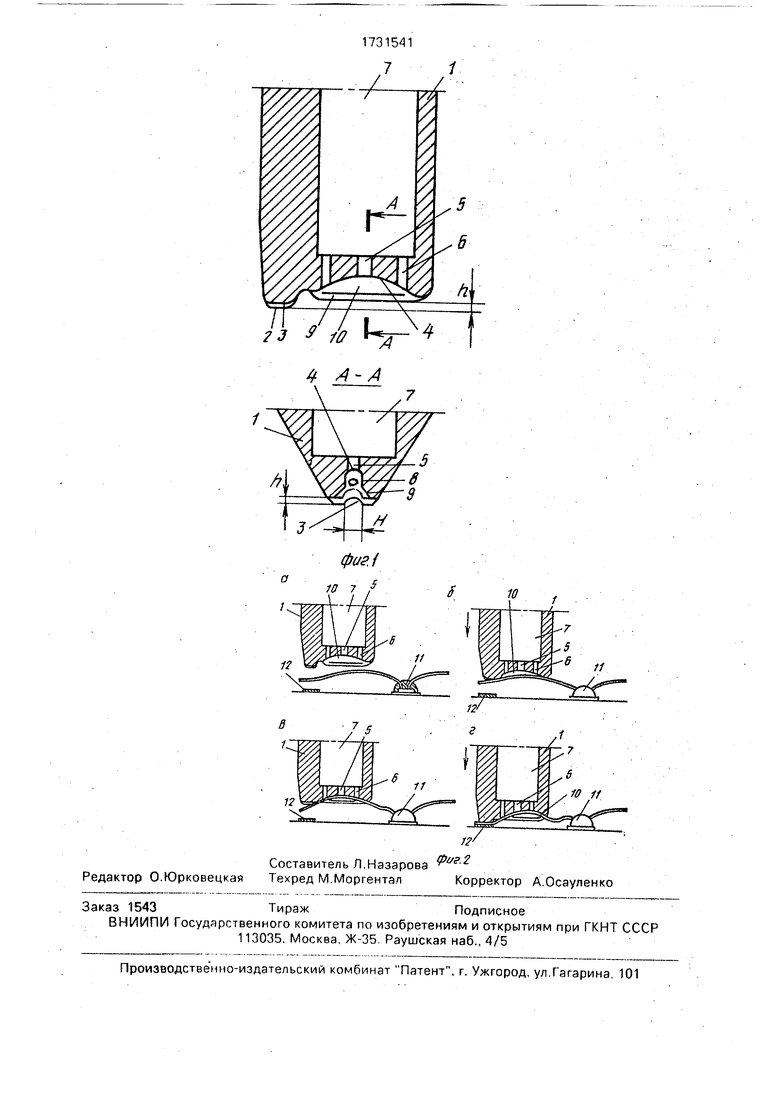
На фиг.1 показаны инструмент для микросварки и разрез А-А; на фиг.2 - схема работы инструмента.
Инструмент для микросварки (фиг.1) со0 держит корпус 1, в торцовой части которого расположена рабочая сварочная площадка 2 с формующим углублением 3. Соосно с формующим углублением 3 в торце корпуса 1 со стороны рабочей площадки располага5 ется открытая капиллярная канавка 4 для микропроволоки. Капиллярная канавка 4 выполнена криволинейной в осевом сечении расположения отверстий 5 и 6, связанных с осевым каналом 7, соединенным с
0 вакуумной системой. Открытая капиллярная канавка 4 представляет собой ложе, соответствующее форме образуемой петли, которое сопряжено с параллельными стенками 8, имеющими на конце заходные ори5 ентирующие скосы 9, которые образуют вакуумный карман 10 для ориентации и захвата микропроволоки. Ширина Н кармана 10, т.е. зазор между параллельными стенками 8, соизмерима с диаметром микропрово0 локи. Расстояние от рабочей площадки 2 до плоскости ориентирующих скосов 9 вакуумного кармана 10 равно h 3-15 dnp, где dnp - диаметр микропроволоки или вывода прибора.
5 При расстоянии- h 3dnp при приварке вывода полупроводникового прибора 11 (фиг 2) к контактной площадке 12 и деформации вывода плоскость ориентирующих скосов 9 может коснуться рабочей поверх0 ности прибора. При расстоянии h, превышающем 15dnp, снижается вероятность захвата вакуумным карманом 10 вывода прибора 11.
Для повышения надежности захвата и
5 стабильности петлеобразования микропроволоки за счет перераспределения прижимного усилия вакуумного тракта капиллярной канавки 4, соединенной с вакуумным каналом 7, отверстия 5 и б имеют различные
0 диаметры. Так, центральное отверстие 5. расположенное на криволинейной поверхности капиллярной канавки 4 и наиболее удаленное от плоскости ориентирующих скосов 9, имеет диаметр, соизмеримый с
5 диаметром проволоки dnp. Диаметр отверстий 6, рядом расположенных и равноудаленных от центрального отверстия, равен 0,5-0,8 dnp.
Инструмент работает следующим образом
Прибор 11 (фиг.2а) с консольными выводами устанавливается на плате, причем выводы его грубо ориентированы относительно контактных площадок 12 согласно топологической схеме платы. Рабочая сварочная площадка 2 с формующим углублением 3 инструмента подводится под свободно ориентированный в пространстве вывод прибора 11. Затем инструмент опускается (фиг.2б) на высоту, при которой вывод прибора, предназначенный для присоединения, оказывается в зоне рабочей площадки 2 и вакуумного кармана 10, образованного стенками 8 со скосами 9 и капиллярной канавкой 4.
Грубо совместив вывод относительно торца инструмента, включают вакуум, поступающий через канал 7 и отверстия 5 и б в вакуумный карман 10. При этом в торцовой зоне инструмента создается разрежение, благодаря которому происходит автоматический поиск и самозатягивание вывода в ориентирующие скосы 9 (фиг.2в) и промежуток между параллельными стенками 8 вакуумного кармана 10. Вывод прибора 11 затягивается в карман 10 до тех пор. пока он не разместится в криволинейной капиллярной канавке 4.
Таким образом, втянутый и зафиксированный вывод прибрра 11 принимает криволинейную форму капиллярной канавки 4, а конец вывода строго сориентирован относительно формующего углубления 3 рабочей сварочной площадки 2. После ориентации и формирования петли вывода его конец совмещают с контактной площадкой 12. При совмещении вывода можно производить подтягивание конца вывода (если это необходимо) относительно рабочей площадки 2 путем перемещения инструмента относительно прибора 11.
Совместив присоединяемые элементы. опускают инструмент с зафиксированным выводом (фиг.2г). Конец развариваемого вывода прибора 11 при этом попадает в формующее углубление 3 рабочей сварочной площадки 2. При дальнейшем опускании инструмента производится деформация при5 соединяемого конца вывода и сварка на контактную площадку 12.
Предлагаемая конструкция микроинструмента позволяет повысить производительность за счет эффективного автомату
0 ческого захвата свободно ориентированного в пространстве вывода прибора и одновременной фиксации и формирования петли. Кроме того, обеспечиваются стабильность и качество присоединения при монта5 же полупроводниковых приборов за счет строгой и надежной ориентации вывода и бездефектного образования петли.
Экономический эффект при применении предлагаемой конструкции инструмен0 та достигается за счет сокращения времени на технологические операции, связанные с заправкой микропроволоки и образованием петли, а также возможности самоочистки капиллярных каналов при подаче сжатого
5 воздуха в имеющиеся вакуумные каналы и полости.
Формула изобретения
0 Инструмент для микросварки, содержащий корпус с рабочей площадкой, открытой капиллярной канавкой для микропроволоки с осевым каналом, связанным с вакуумной системой, и рядом отверстий, расположен5 ных вдоль капиллярной канавки и соединенных с осевым каналом, отличающийся тем, что с целью повышения производительности, открытая капиллярная канавка расположена в торце корпуса со стороны
0 рабочей площадки и выполнена криволинейной в осевом сечении расположения отверстий с параллельными стенками, имеющими заходные ориентирующие скосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для микросварки | 1980 |
|
SU899303A1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1989 |
|
RU2030266C1 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 2001 |
|
RU2220830C2 |
| ИНСТРУМЕНТ ДЛЯ МИКРОСВАРКИ | 1991 |
|
RU2022740C1 |
| Инструмент для ультразвукового присоединения микропроволоки | 1981 |
|
SU990458A1 |
| ИНСТРУМЕНТ ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ | 1999 |
|
RU2179101C2 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
| Инструмент для микросварки | 1977 |
|
SU677850A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1989 |
|
SU1702825A1 |
| Устройство для приварки проволоки к контактным площадкам | 1987 |
|
SU1563928A2 |
Использование: в оборудовании для производства изделий микроэлектроники для сборки гибридных схем. Устройство содержит корпус с рабочей площадкой, капиллярную канавку для микропроволоки, вдоль которой расположен ряд отверстий, соединенных с осевым вакуумным каналом. Капиллярная канавка выполнена криволинейной и расположена в торце корпуса. Канавка соответствует форме образуемой петли. В осевом сечении канавка имеет сопряженные две параллельные стенки со скосами. Скосы образуют вакуумный карман для ориентации и захвата микропроволоки. 2 ил.
/Г7Л
V/
Составитель Л.Назарова Ф°г-2 Редактор О.Юрковецкая Техред М.МоргентапКорректор А.Осауленко
ю
| Инструмент для микросварки | 1977 |
|
SU677850A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
