Изобретение относится к производству микроэлектронных изделий и может быть использовано для сборки гибридных схем при соединении перемычками лицевой и экранной сторон плат.
Целью изобретения является расшире- ние технологических возможностей и повышение надежности работы.
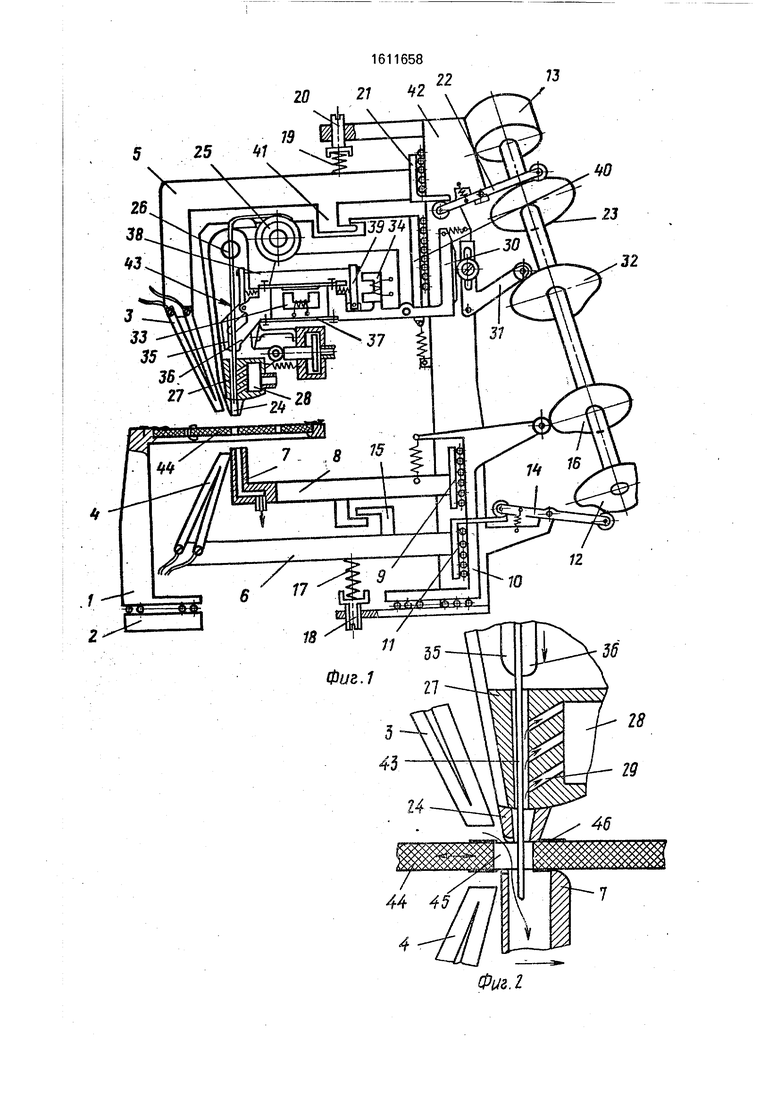
На фиг. 1 представлено устройство, общий вид; на фиг. 2 - стадии формирования и приварки перемычки через отверстие на обе стороны платы.
Устройство содержит предметный столик 1 (фиг. 1), установленный на координатном столе 2 с возможностьк горизонтальных перемещений. Верхний сварочный 3 и нижний 4 электроды установлены на кронштейнах 5 и 6 соответственно.
Рядом с электродом 4 расположен ловитель 7, выполненный в виде трубки с пневмосистемой и расположенный на кронштейне 8, Последний установлен на каретке 9 вертикальных перемещений, которая смонтирована на каретке 10 горизонтальных перемещений. Кронштейн 6 со своей кареткой 11 вертикальных перемещений тоже ус- тановлен на каретке 10 и связан с кулачком 12 привода 13 рычагом 14. Кронштейны 8 и 6 связаны между собой ограничителем 15 хода. Каретка 10 связана с кулачком 16 привода 13. Механизм нагружения электрода 4 выполнен в виде пружины 17 и винта 18. Механизм нагружения электрода 3 выполнен в виде пружины 19 и винта 20. Кронштейн 5 электрода 3 установлен на каретке 21 вертикальных перемещений, которая рычаО
ел
00
гом 22 связана с кулачком 23 привода 13. Кронштейн 24, на котором установлена кассета 25, в части, расположенной к рабочему столику 1, имеет канал для прохода заготовок перемычек. На кронштейне 24 на оси 26 расположен качающийся рычаг 27, который также имеет канал для прохода заготовок перемычек. Кроме этого, на рычаге 27 рядом с каналом располагается полость 28, которая связана наклонными отверстиями 29 (фиг. 2) с каналом. Полость 28 связана с пневмосистемой (не показано), а качающийся рычаг 27 связан с приводом, выполненным в виде пневмоцилиндра и установленным на кронштейне 24.
Кроме качающегося рычага 27, на кронштейне 24 установлен качающийся рычаг 30, который связан через рычаг 31 с кулачком 32 привода 13. На рычаге 30 установлены электромагниты 33 и 34 и губки 35 и 36. Губки шарнирно связаны между собой, а губка 36 связана с рычагом 30 плоскопараллельными пружинами 37. Причем губка 35 гибкой связью 38 соединена с якорем 39 электромагнита 34, а якорем для электро- магнита 33 служит одна из плоскопараллельных пружин 37. Кронштейн 24 установлен на каретке 40 вертикальных перемещений и связан с кронштейном 5 через ограничитель 41 перемещений.
Каретки 21 и 40 вертикальных перемещений, каретки 10 горизонтальных перемещений, рычаги 14,22 и 31, привод 13 и винты 18 и 20 установлены на корпусе 42.
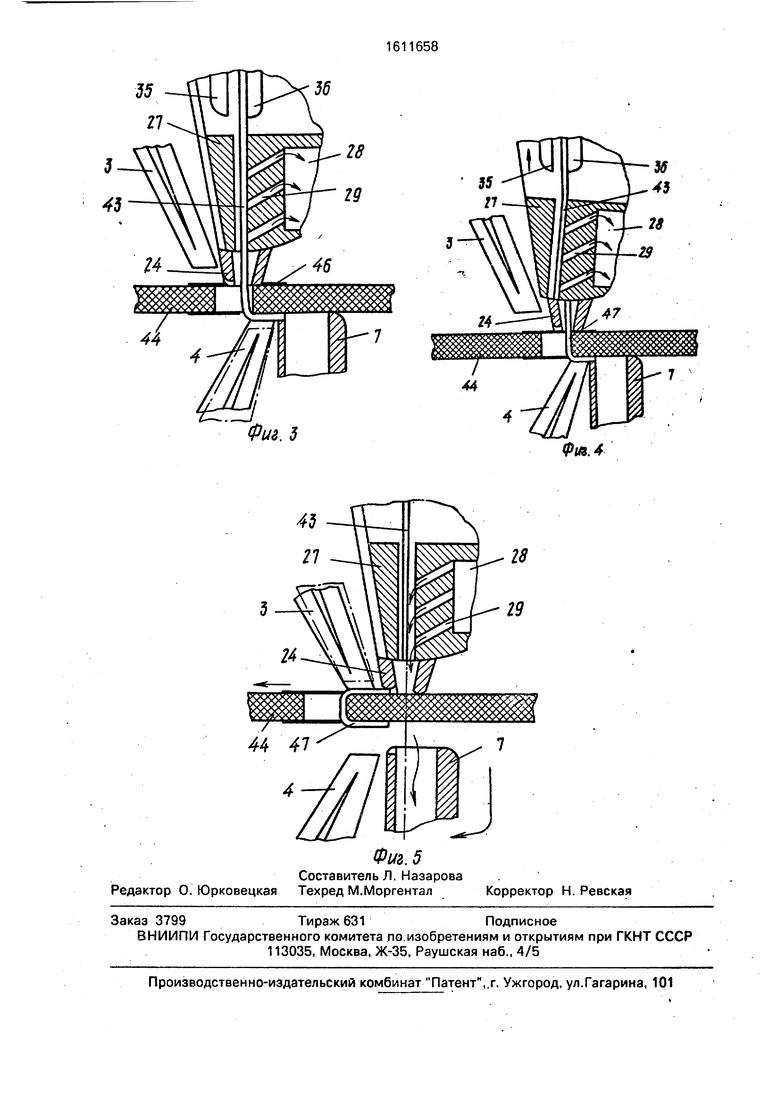
На кассету 25 намотана заготовка для перемычек 43, , а на предметный столик 1 установлена плата 44. Последняя имеет отверстия 45 (фиг. 2) и металлизированные контактные площадки 46, которые связываются с экранной стороной платы перемыч- ками 47 (фиг. 4 и 5).
Устройство работает следующим образом.
На рабочем столике 1 устанавливают плату 44, а заготовку для перемычек 43 с кассетой 25 заправляют между губками 35 и 36 и дальше в канал качающегося рычага 27. С помощью координатного стола 2 плата 44 перемещается так, чтобы отверстие, в котором необходимо установить перемыч- ку, расположилось между каналом кронштейна 24 и торцом ловителя 7. Затем включается системой управления (не показано) рабочий цикл монтажа перемычки. Привод 13 через кулачок 23 и рычаг 22 опускает электрод 3, кронштейн 5, кронштейн 24 с качающимся рычагом 27 и рычагом 30, электромагнитами 33 и 34, кассетой 25, губками 35 и 36 и пневмоци- линдром до касания плать 44.Электрод 4,
ловитель 7, кронштейны 6 и 8 поднимаются до контакта ловителя 7 с платой 44. Этот подъем обеспечивается подпружиниванием кронштейна 8 при повороте рычага 14 кулачком 12. Так как кронштейны 5 и 24 связаны ограничителем 41 хода, опускание всех частей происходитдо разрыва силового контакта кронштейнов, но так, чтобы между электродом 3 и платой 44 остался зазор (фиг. 2). Подъем электрода 4 и ловителя 7 происходит аналогичным образом, т.е. до разрыва силового контакта между кронштейнами 6 и 8 в ограничителе 15 движения при сохранении зазора между платой 44 и рабочей кромкой электрода 4. Зазоры между кромками инструментов и платой обеспечиваются предварительной регулировкой положения электродов 3 и 4 на кронштейнах 5 и 6. После контакта с платой ловитель 7. который соединен с вакуумной магистралью пневмосистемы, протягивает воздушный поток через отверстие 45, при этом в канал рычага 27 через отверстия 29 и полость 28 гюдается сжатый воздух, который за счет наклона отверстий 29 преобразуется в поток по каналам рычага 27 и кронштейна 24. На электромагнит 33 подается синусоидальное напряжение, и губки 35 и 36, расположенные на подвеске из плоскопараллельных пружин 37, получают вибрирующее движение, Поскольку губки 35 и 36 зажимают заготовку, то и заготовка вибрирует с направлением колебаний вдоль канала в рычаге 27. Привод 13 кулачком 32 через рычаг 31 поворачивает рычаг 30. За счет этого происходит опускание губок 35 и 36 и происходит подача заготовки для перемычек 43 через канал в кронштейне 24 и отверстие 45 платы 44 до попадания в ловитель 7. Воздушный поток через отверстия, а также вибрация заготовки по направлению подачи обеспечивают продвижение заготовки без смятия, так как при вибрации заготовки в воздушном потоке, совпадающем с движением заготовки, исключается возможность сцепления передней кромки заготовки со стенками каналов и платы 44.
После продвижения заготовки на определенную кинематическими связями величину электромагнит 33 отключается, а привод 13 через кулачок 16 смещает каретку 10. За счет этого смещения Происходит загибание края заготовки ловителем 7 на экранную сторону платы 44 (фиг. 4). Так как каретки 9 и 11 (фиг. 1) находятся на каретке 10, то элек трод 4 смещается на ту же величину, что и ловитель 7. Кулачок 12 через рычаг 14 обеспечивает перемещение электрода 4 до контакта с концом заготовки, загнутой на экранную сторону (фиг. 3). Усилие
прижима электрода 4 к заготовке обеспечивается пружиной 17 (фиг. 1). На электрод 4 подается сварочный импульс, и образовывается соединение между заготовкой и экранной стороной платы 44. Далее на пневмоцилиндр подается сжатый воздух, и пневмоцилиндр поворачивает качающийся рычаг 27, заготовка (фиг. 4) отрезается кромками каналов кронштейна , в полость 28 подается разрежение и заготовка прижима- еТся к стенке канала. На электромагнит (фиг. 1) подается напряжение, якорь 39 поворачивается и посредством гибкой связи 38 поворачивает губку 35, и заготовка освобождается от захвата губками. Кулачок 32 через рычаг 31 поворачивает рычаг 30, перемещая губки 35 и 36 вверх вдоль заготовки в исходное положение, где электромагнит 34 отключается, и заготовка опять захватывается губками 35 и 36.
Электрод 4 и ловитель 7 отводятся от платы 44 в исходное положение кулачками 12 и 16. За счет перемещения координатным столом 2 предметного столика 1 с платой 44 обеспечивается формирование заготовки. Плата 44, перемещаясь, протягивает перемычку 43 под кромкой канала кронштейн 24 (фиг. 5), который загибает свободный конец перемычки на контактную площадку платы 44. Привод 13 кулачком 23 досылает электрод 3 до контакта с перемычкой 43. Необходимое усилие давления электрода 3 на загнутый конец перемычки 43 обеспечивается пружиной 19 (фиг. 1). На электрод 3 подается импульс сварочного то- ка, образуется соединение, и привод 13 кулачком 23 через рычаг 22 возвращает кронштейны 5 и 24 вместе с элементами, установленными на кронштейнах, в исходное положение. Координатный стол 2 пози- ционирует следующее отверстое на плате 44 в зону монтажа, и цикл повторяется.
В случае необходимости монтажа перемычек по торцу платы используется предметный столик, у которого свободен торец платы, и монтаж перемычек производится аналогично монтажу перемычек через отверстия с разницей лишь в том, что перемычка протягивается вдоль торца платы.
Устройство обеспечивает монтаж пере- мычек между экранной и лицевой сторонами платы через отверстия и по торцу при сборке гибридных интегральных схем и микросборок. За счет расширения технологических возможностей установки отпадает
необходимость в оснащении производст- венных учйстков двумя установками (установками монтажа перемь1чек чзрез отверстия и установками монтажа перемычек по торцу платы), сокращаются эксплуа- тационные расходы и количество обслуживающего персонала, что важно при мелкосерийном производстве, когда установки данного класса не догружены.
Благодаря применению вибрации и потока воздуха а направлении протягивания заготовки удалось обеспечить повышение надежности монтажа пэремычек на 15- 20%г,
Формула изобретения
1.Устройство для микросварки перемычек, содержащее рабочий столик, верхний и нижний сварочные электроды, установленные соответственно на кронштейнах верхнего и нижнего электродов с каретками вертикальных перемещений, механизмы нагружения сварочных электродов, привод, г|невмосистему и механизм формирования перемычек, выполненный в зиде каретки горизонтальных перемещений с установленными на ней кронштейном с кассетой, качающимся рычагом с каналом для заготовок перемычек и захватом, состоящим из двух губок и электромагнита, отличающееся тем, что, с целью расширения технологических возможностей vi повышения надежности работы, оно снабжено ловителем, связанным с пневмосистемой, дополнительным кронштейном с вертикальной направляющей, связанной с приводом, на котором размещен ловитель, вторым качающимся рычагом, смонтированным на кронштейне с кассетой и связанным с Ириводом, на котором размещены губки с электромагнитом, дополнительным электромагнитом, также размещенным на втором рычаге и связанным гибкой связью с одной из губок, плоскопараллельными пружинами, на которых установлена другая губка и установленных с возможностью взаимодействия с электромагнитом, причем кронштейн верхнего электрода кинематически связан с кронштейном с кассетой, а кронштейн нижнего электрода - с дополнительным кронштейном.
2.Устройство по п. 1, о тл и ч а ю щее- с я тем, что на качающемся рычаге рядом с каналом выполнена полость, связанная с пневмосистемой, а канал связан с полостью наклонными отверстиями.
2/7 21
25
ffO
23
J2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Установка для монтажа ленточных перемычек сваркой по торцу плат | 1988 |
|
SU1622108A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка для монтажа ленточных перемычек | 1988 |
|
SU1540988A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ РАМОЧНЫХ СЕТОК | 1969 |
|
SU234531A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| УСТАНОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1971 |
|
SU290651A1 |
| АВТОМАТ ДЛЯ СВАРКИ | 1972 |
|
SU418298A1 |
Изобретение относится к производству изделий микроэлектроники и может быть использовано для сборки гибридных схем при соединении перемычками листовой и экранной сторон плат. Цель изобретения - расширение технологических возможностей и повышение надежности. Устройство содержит рабочий столик, верхний и нижний сварочные электроды, механизм их нагружений, привод, пневмосистему, механизм формирования перемычек. Механизм выполнен в виде каретки горизонтальных перемещений с установленным на ней кронштейном и кассетой. Устройство снабжено ловителем, связанным с пневмосистемой. На кронштейне с кассетой смонтирован второй качающийся рычаг, на котором установлены губки с электромагнитом. Другая губка установлена на плоскопараллельных пружинах, которые взаимодействуют с первым электромагнитом. Расширение технологических возможностей устройства и повышение надежности работы обеспечивается за счет соединения между лицевой и экранной сторонами платы как через отверстия, так и по торцу при сборке гибридных интегральных схем и микросборок. 5 ил.
.1
56
Ф1Л.4
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
