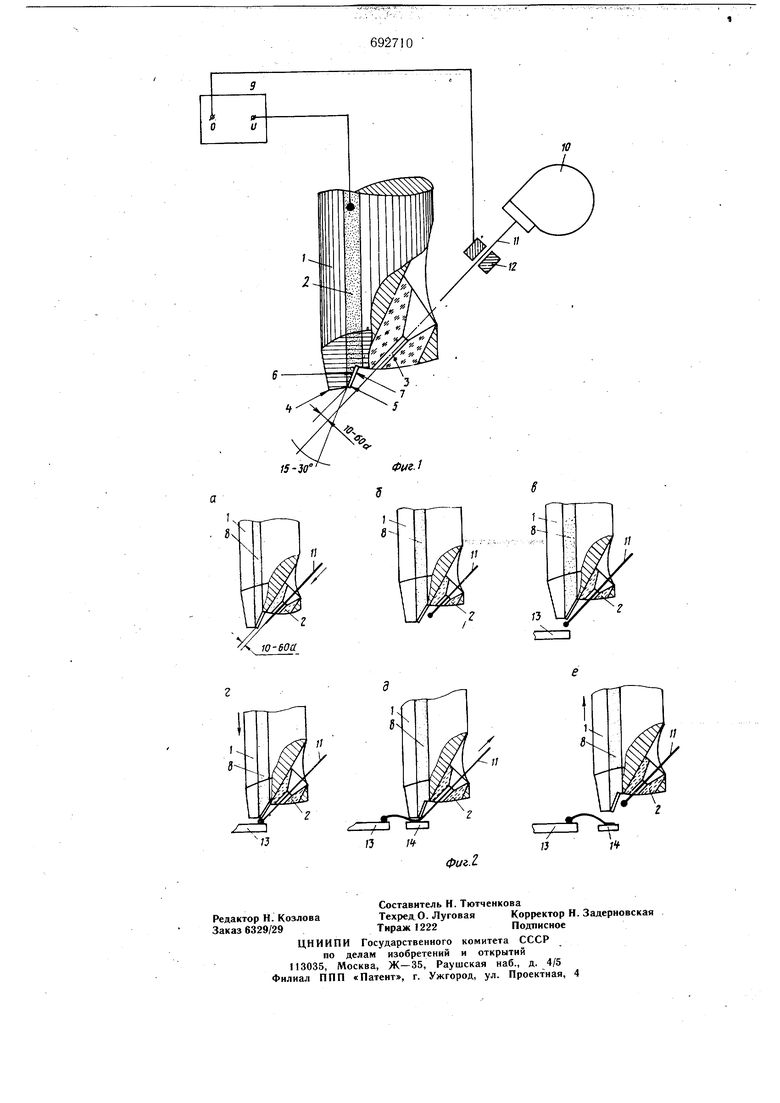
Изобрететение относится к оборудованию для микросварки при производстве полупроводниковых приборов и интегральных микросхем. Известно устройство для микросварки, содержащее корпус с капиллярным отверстием для проволоки, сварочную площадку и механизм для образования шарика 1. Недостатками этого устройства являются невысокая производительность, вызванная необходимостью затрат времени на подвод механизма образования щарика к концу привариваемой проволоки при оплавлении щарика, и сложность конструкции. Известен также инструмент для микросварки, содержащий корпус, в торце которого расположена сварочная площадка и режущая кромка, и втулку с капиллярным отверстием для привариваемой проволокиК Такая конструкция сварочного инструмента не позволяет производить образование шарика на конце развариваемой на микросхему монтажной проволоки. Целью изобретения является расширение технологических возможностей сварочного инструмента. Это достигается тем, что инструмент снабжен расположенной в корпусе электропроводящей контактной дорожкой и размещенной в торце ее между режущей кромкой и втулкой электроразрядной площадкой, при этом электроразрядная площадка установлена под углом 15-30° к оси капиллярного отверстия, а режущая кромка удалена от оси капиллярного отверстия на расстояние, равное .10-60 диаметрам привариваемой проволоки. На фиг. 1 показан инструмент для микросварки, разрез; на фиг. 2 - процесс приварки монтажной проволоки к элементам микросхемы полупроводникового прибора с использованием оплавленного щарика. Инструмент для микросварки содержит корпус 1, электроизоляционную втулку 2 с капиллярным отверстием 3 для проволоки, сварочную площадку 4 и режущую кромку 5, расположенные в торце корпуса. Электроразрядная площадка 6 расположена в торце корпуса 1 под углом 15-30° к оси капиллярного отверстия 3 на расстоянии от нее, равном 15-40 диаметрам развариваемой проволоки. Угол наклона 15-30° разрядной площадки относительно оси капиллярного отверстия выбран для получения максимальной стабильности диаметра оплавляемого шарика. Увеличение угла приводит к нестабильности диаметра н:арика из-за колебаний ве.тичины зазора между разрядной площадкой и концом проволоки, длина которого после обрезки не всегда одинакова. Ум-ё11(Ы1ГёТ1Неугл-а- ГЖ710на менее 15° приводит к ассеянию энергии искрового разряда по длине проволоки, т. е. концевтрация энергии на конце проволоки не обеспечивается, что приводит к нестабильности диаметра щарика. Расстояние от режущей кромки до оси капиллярного отверстия равно 10-60 диаметрам привариваемой проволоки и выбрано из условия обеспечения удовлетворительной стабиль.ности диаметра оплавляемых щариков при минимальных габаритах инструмента. Уменьщение указанного расстояния менее 10 диаметров приводит к нестабильности зазора между концом проволоки и разрядной площадкой Идгаметра щарика вследствие колебания длины конца проволоки после обрезки. Увеличение расстояния более 60 диаметров обеспечивает большую стабильность, но требует увеличения габаритов сварочного инструмента, что не всегда возможно. Площадка 6 имеет слой износостойкого электропроводящего,покрытия 7 (например, палладий) и соединена посредством электропроводящей контактной дорожки 8 с импульсным источником 9 высокого напряжения. Катущка 10 с привариваемой проволокой 11 (например, золотой) и зажим 12 соединены с нулевым проводом этого Источника. Процесс образования щарика на конце привариваемойпроволоки и сварка инструментом происходит следующим образом. Привариваемая проволока 11, заправленная в капиллярное отверстие 3 электроизоляционной втулки 2, подается из катущки 10 в зону образования щарика и распоЛагается так, что расстояние между ее и электроразрядной площадкой составляет 10-60 диаметров проволоки (фиг.2а). Установив конец привариваемой проволоки П, включают импульсный источник 9 высокого напряжения. В результате искро вого импульсного разряда на конце привариваемой проволоки 11 оплавляется шарик. Сое динение провоЛоки с нулем источника 9обеспечивается зажимом 12 (фиг. 26). Для оплавления щарика на золотой проволоке.диаметром 40 мкм расстояние от разрядной площадки до проволоки составляет около 25диаметров проволоки (1мм), длительность импульса УОмсек при амплитуде напряжения 4 кВ. После получения щарика на конце привариваемой проволоки 11 ее подают на рабочую сварочную площадку. Совмещают оплавленный щарик (фиг. 2в) с контактной площадкой кристалла микрос.хемы 13„ опускают сварочный инструмент и производят приварку на контактную площадку кристалла (фиг. 2 г). Затем инструмент поднимают и перемещают на траверсу 14 полупроводникового прибора. При этом привариваемая проволока II вытягивается из катушки 10, скользя по капиллярному отверстию 3. Инструмент опускают, на совмещенную с НИИ траверсу 14 (фиг. 2 д) и приваривают к ней проволоку 11. Одновременно режущая кромка 5 передавливает проволоку, после чего зажим 12 подтягивает проволоку 11 вверх, обрывая ее. Затем инструмент поднимают и переме1Дают на следующую контактную площадку, одновременно подавая Импульс высокого напряжения и оплавляя на проволоке щарик. Наличие электроразрядной площадки в торце корпуса инструмента расширяет технологически возможности конструкции, т. е. позволяет производить операции оплавления щарика на конце привариваемой проволоки и производить ее обрезку. Формула изобретения Инструмент для микросварки, содержащий корпус, в торце которого расположена сварочная площадка и режущая кромка, и втулку с капиллярным отверстием для привариваемой проволоки, отличающийся тем, что, с целью расщирения технологических возможностей путем обеспечения образованИя щариков на конце привариваемой проволоки, инструмент снабжен расположенной в корпусе продольной электропроводящей контактной дорожкой и размещенной., в торце ее между режущей кромкой и втулкой электроразрядной площадкой, при этом электроразрядная площадка установлена под углом 15---30° к оси капиллярного от1верстия, а режущая кромка удалена от оси капиллярного отверстия на расстояние, равное 10-60 диаметрам привариваемой проволоки. Источники информации, принятые во внимание при экспертизе 1.Назаров Г. В. и др. Сварка и пайка в микроэлектронике, М., 1969, стр. 89. 2.ГОСТ II ПО 409.002-72. стр. 21 черт 4. (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для микросварки проволочных выводов | 1980 |
|
SU948582A1 |
| Автоматизированная установка для присоединения объемных выводов полупроводниковых приборов и микросхем | 1988 |
|
SU1637984A1 |
| Инструмент для микросварки | 1980 |
|
SU899303A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ МИКРОПРОВОЛОКИ | 1990 |
|
RU2043892C1 |
| Инструмент для микросварки | 1990 |
|
SU1731541A1 |
| Устройство для ультразвуковой сварки | 1988 |
|
SU1569146A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ШАРИКА ПРИ МИКРОСВАРКЕ | 1988 |
|
RU1580692C |
| Установка для присоединения проволочных выводов | 1980 |
|
SU927450A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Двухэлектродное устройство,преимущественно для дуговой конденсаторной сварки | 1976 |
|
SU662295A1 |