Фиа.д
Изобретение относится к микросварке и может быть использовано для производства полупроводниковых приборов, в частности гибридных интегральных функциональных устройств и микросборок, входящих в состав микроэлектронной аппаратуры.
Цель изобретения - повышение производительности и расширение технологических возможностей.
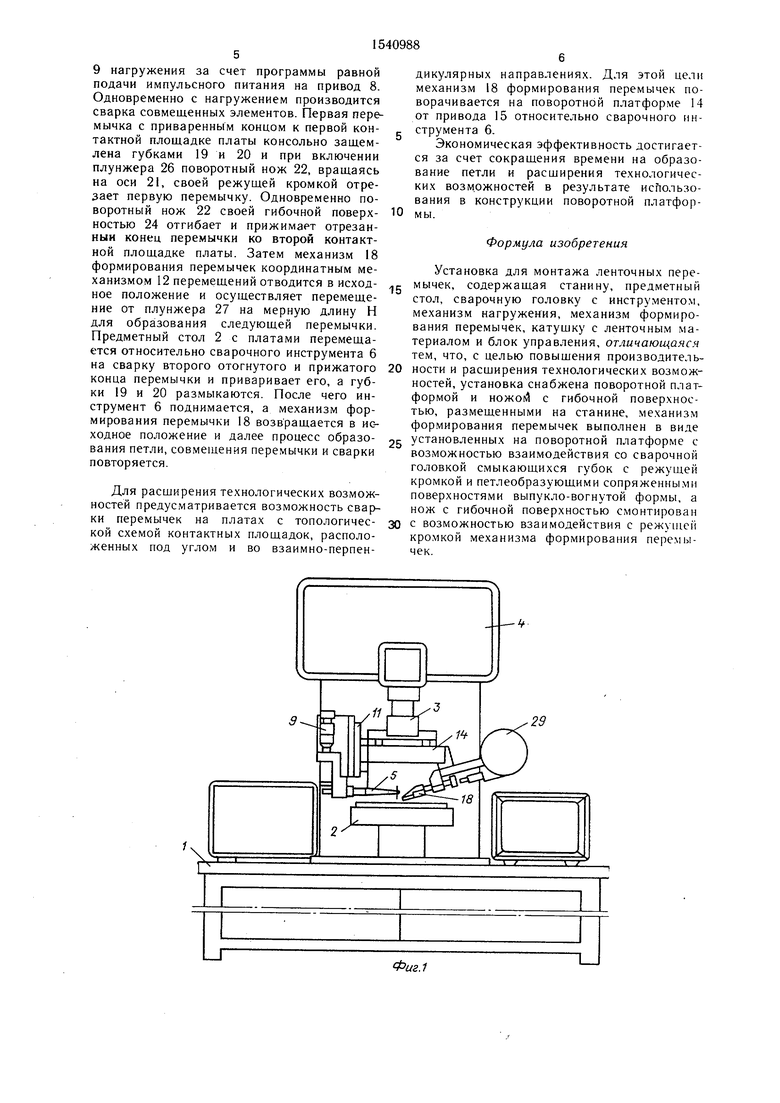
На фиг. 1 представлена установка, общий вид; на фиг. 2 - схема установки; на фиг. 3 - узел сварки и механизм формирования перемычек; на фиг. 4 - установка, общий вид, вид сверху; на фиг. 5 (а-б) - очередность выполнения формирования перемычек и операция сварки.
Установка для монтажа ленточных перемычек содержит станину 1, на которой установлены предметный стол 2 с платами, проектор 3, блок 4 управления, сварочную головку 5 с инструментом 6, установленную на салазках 7 с приводом 8 (фиг. 1-4).
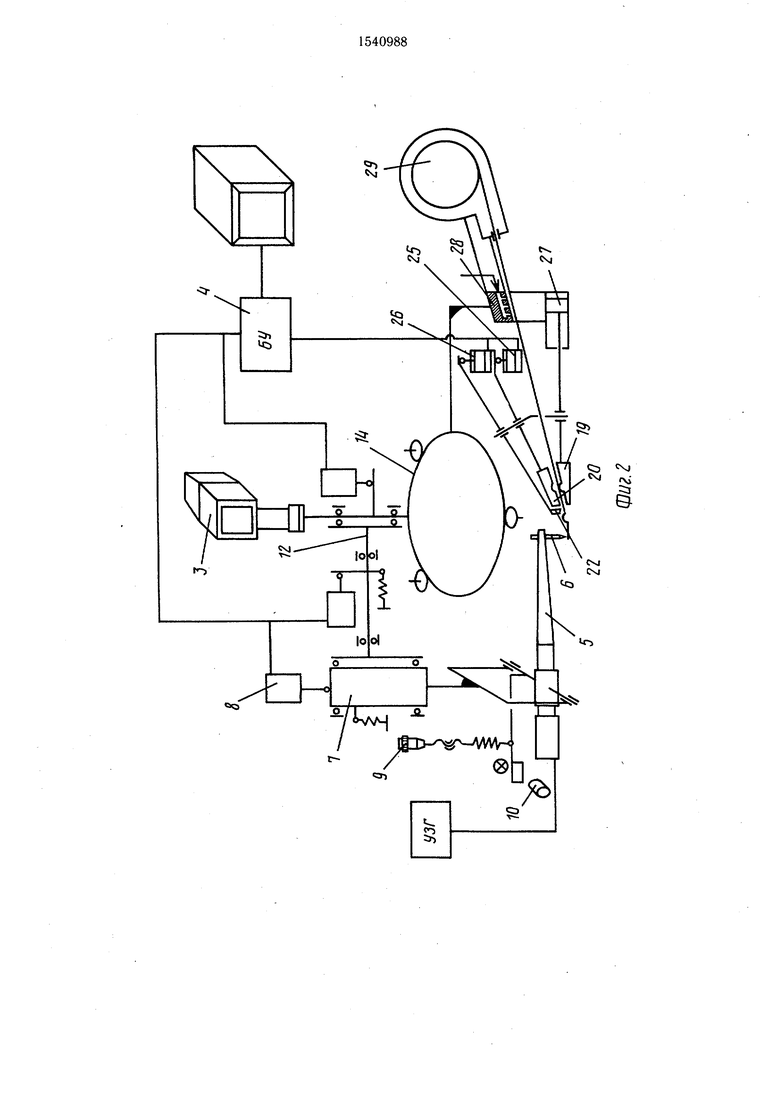
Сварочная головка 5 имеет механизм 9 нагружения и датчик 10 касания. Салазки 7 со сварочной головки 5 закреплены на стойке 11. На этой же стойке, установленной на станине 1, закреплен координатный механизм 12 перемещений с приводом 13. Координатный механизм J2 перемещений несет поворотную платформу 14 с приводом 15. На поворотной платформе 14 через промежуточный кронштейн 16 на направляющих 17 установлен механизм 18 формирования перемычек, выполненный в виде смыкающихся губок - нижней 19, закрепленной на направляющих 17, и верхней 20, установленной на оси 21. На оси 21 расположен поворотный нож 22. Губки 19 и 20 имеют в плоскости смыкания петлеоб- разующие сопряженные поверхности выпукло-вогнутой формы. Нижняя губка 19 содержит выступ, а верхняя губка - углубление. Причем высота выступа (углубления) равна ft(25-40);-S, где i - коэффициент сгиба, зависящий от марки и состояния поставки материала, S - толщина материала ленточных перемычек (определяется по ГОСТу 17040-80. Например, для ленты из алюминиевого сплава АО в отожженном состоянии (0,5; для ленты из медного сплава Ml мягкий ,3).
Высота выступа (углубления) определяет высоту образуемой петли, которая задается исходя из оптимальных размеров, определяющих компенсационные свойства материала перемычек и возможность течения материала при деформации в направлении плоскости контакта, возникающей в процессе приварки перемычек к контактным площадкам платы.
Губка 19 имеет режущую кромку, расположенную на пересечении плоскости смыкания губок 19 и 20 и периферийной поверхности, образуемой радиусом относительно оси 21, на которой установлен поворотный нож 22, содержащий режущую кромку 23, взаимодействующую с режущей кромкой губки 19. Поворотный нож 22 снабжен гибочной поверхностью 24, расположенной по касательной к окружности, описываемой
режущей кромкой, относительно оси 21.
Нижняя губка 19 снабжена плунжерами 25 и 26 (фиг. 2), которые соединяются воздушными каналами, проходящими внутри направляющих 17 (фиг. 3 и 4), и управ0 ляют работой верхней губки 20 и поворотного ножа 22. Направляющие 17 установлены на кронштейне 16 с возможностью перемещения от плунжера 27. На кроншотей- не 16 закреплен вакуумный зажим 28
ленточного материала. Рабочая поверхность зажима 28 расположена в одной плоскости с плоскостью смыкания глубок 19 и 20 и плоскостью подачи ленточгного материала из катушки 29, на которой намотана выводная лента.
0 Установка работает следующим образом. Предметный стол 2 с платами перемещается относительно проектора 3 и инструмента 6 сварочной головки 5. Инструмент 6 совмещается с первой контактной площадкой на плате. В исходном положении сварочная головка 5 и механизм 18 формирования перемычек находятся в верхнем положении. Монтажная лента для перемычек подается в разомкнутые губки 19 и 20 и прихватывается вакуумным зажимом 28.
о Плунжер 27 выдвигает механизм 18 формирования перемычек вперед. Затем подают сигнал с блока 4 управления на включение плунжера 25, который управляет работой верхней губки 20, имеющей петлеоб- разующее углубление. Верхняя губка 20смы5 кается с нижней губкой 19, имеющей пет- леобразующий выступ. В результате смыкания губок 19 и 20 формируется петля первой перемычки. Затем губка 20 под действием плунжера 25 отводится от нижней губки 19 и сформированная петля первой
( перемычки освобождается, после чего прекращается подача воздуха в плунжер 27 и механизм 18 формирования перемычек под действием пружин возвращается в исходное положение. Длина хода плунжера 27
5 равна длине перемычки (регулируется упором). После отскока головки в исходное положение на длину перемычки под действием плунжера 25 производится следующее смыкание губок 19 и 20 с образованием второй петли второй перемычки. Конец пер0 вой перемычки, выступающей за пределы головки, совмещают координатным механизмом 12 перемещений с контактной площадкой платы. На совмещенные элементы опускается инструмент 6 сварочной головки 5, размещенный на салазках 7, перемещаюшихся от привода 8. Опускание инструмента 6 осуществляется до момента срабатывания датчика 10 касания. Затем идет автоматический процесс нагружения механизмом
дикулярных направлениях. Для этой цели механизм 18 формирования перемычек поворачивается на поворотной платформе 14 от привода 15 относительно сварочного ин- ,. струмента б.
Экономическая эффективность достигается за счет сокращения времени на образование петли и расширения технологических возможностей в результате использования в конструкции поворотной платфорФормула изобретения Установка для монтажа ленточных пере9 нагружения за счет программы равной подачи импульсного питания на привод 8. Одновременно с нагружением производится сварка совмещенных элементов. Первая перемычка с приваренным концом к первой контактной площадке платы консольно защемлена губками 19 и 20 и при включении плунжера 26 поворотный нож 22, вращаясь на оси 21, своей режущей кромкой отрезает первую перемычку. Одновременно поворотный нож 22 своей гибочной поверх- 10 мы. ностью 24 отгибает и прижимает отрезанный конец перемычки ко второй контактной площадке платы. Затем механизм 18 формирования перемычек координатным механизмом 12 перемещений отводится в исход- ,. мычек, содержащая станину, предметный ное положение и осуществляет перемеще- стол, сварочную головку с инструментом, ние от плунжера 27 на мерную длину Нмеханизм нагружения, механизм формиродля образования следующей перемычки.вания перемычек, катушку с ленточным маПредметный стол 2 с платами перемеща- териалом и блок управления, отличающаяся ется относительно сварочного инструмента 6тем, что, с целью повышения производительна сварку второго отогнутого и прижатого 20 ности и расширения технологических возмож- конца перемычки и приваривает его, а губ-ностей, установка снабжена поворотной платки 19 и 20 размыкаются. После чего ин-формой и ножой с гибочной поверхносструмент 6 поднимается, а механизм фор-тью, размещенными на станине, механизм
мирования перемычки 18 возвращается в ис- формирования перемычек выполнен в виде ходное положение и далее процесс образо- -с установленных на поворотной платформе с вания петли, совмещения перемычки и сваркивозможностью взаимодействия со сварочной
головкой смыкающихся губок с режущей кромкой и петлеобразующими сопряженными поверхностями выпукло-вогнутой формы, а нож с гибочной поверхностью смонтирован
повторяется.
Для расширения технологических возможностей предусматривается возможность свардикулярных направлениях. Для этой цели механизм 18 формирования перемычек поворачивается на поворотной платформе 14 от привода 15 относительно сварочного ин- струмента б.
Экономическая эффективность достигается за счет сокращения времени на образование петли и расширения технологических возможностей в результате использования в конструкции поворотной платформы. мычек, содержащая станину, предметный стол, сварочную головку с инструментом, механизм нагружения, механизм формироФормула изобретения Установка для монтажа ленточных пере. чек, содержащая станину, предметный л, сварочную головку с инструментом, анизм нагружения, механизм формиро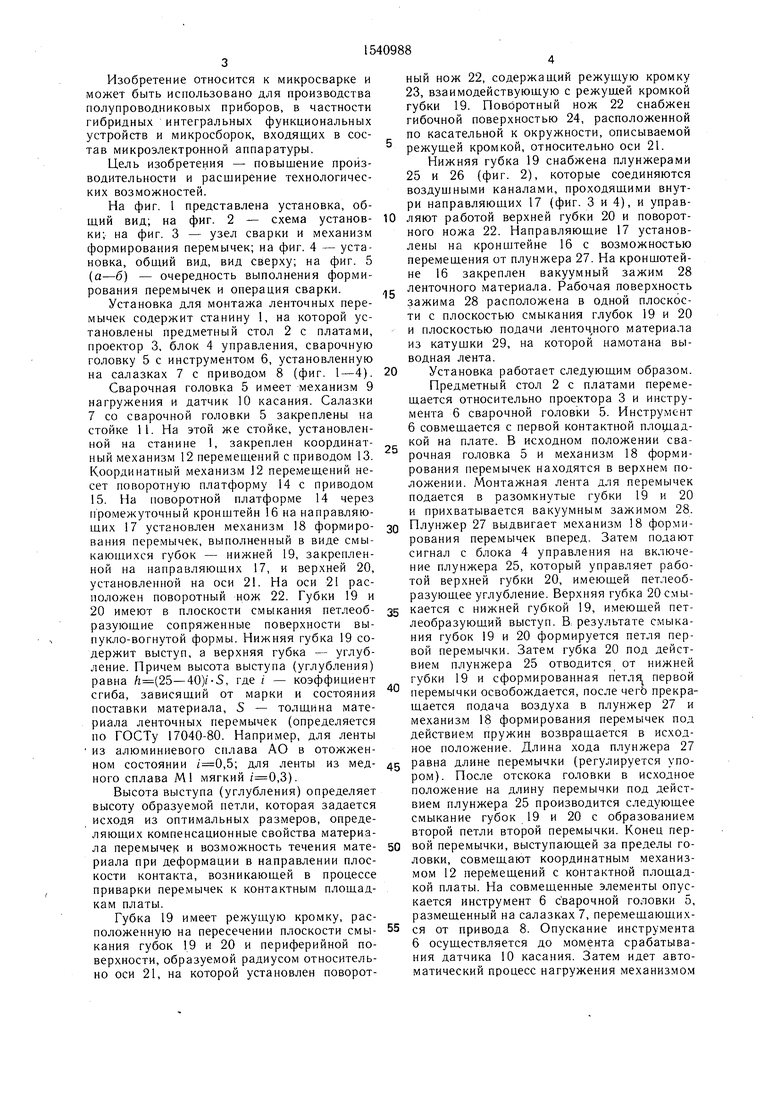
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для монтажа ленточных перемычек сваркой по торцу плат | 1988 |
|
SU1622108A1 |
| Устройство для микросварки перемычек | 1989 |
|
SU1611658A1 |
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Устройство для термокомпрессорной сварки проволочных выводов | 1977 |
|
SU707727A1 |
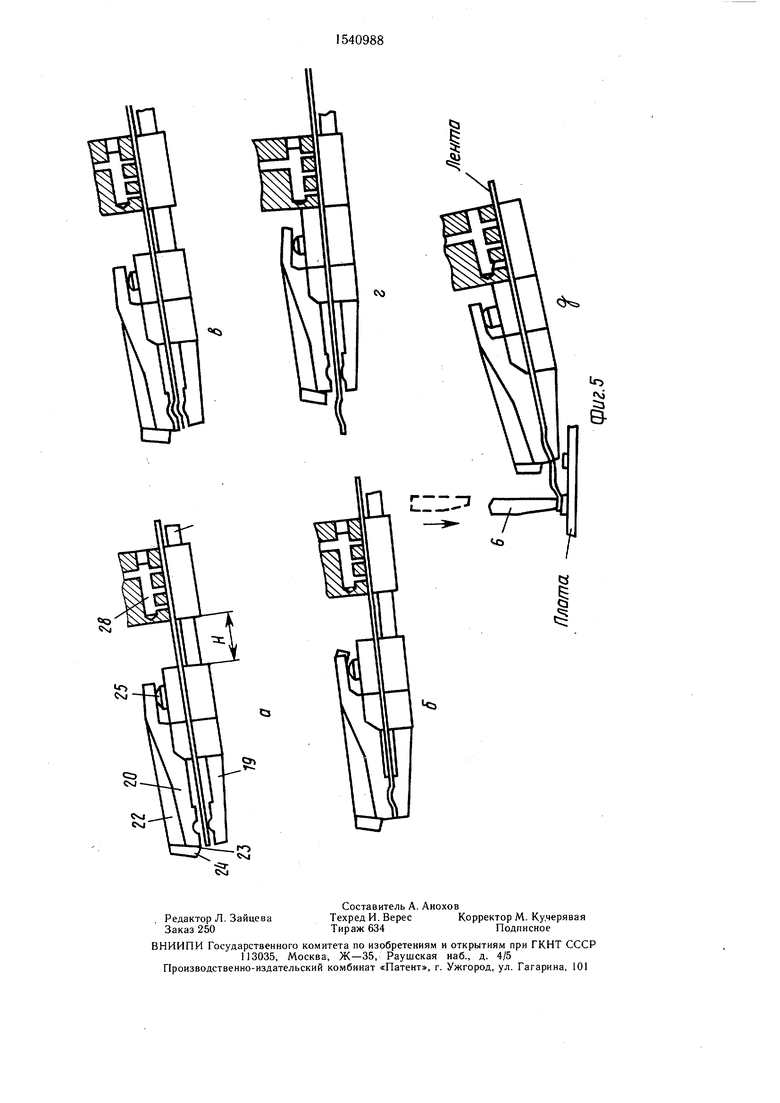
Изобретение относится к микросварке и может быть использовано для производства полупроводниковых приборов, в частности для монтажа ленточных перемычек. Цель изобретения - повышение производительности и расширение технологических возможностей. Монтажная лента для перемычек подается в разомкнутые губки 19 и 20 и прихватывается вакуумным зажимом 28. В результате смыкания губок формируется петля первой перемычки. Затем губка 20 под действием плунжера 25 отводится. Сформированная петля освобождается, а механизм формирования перемычек под действием пружин возвращается в исходное положение. Длина хода плунжера равна длине перемычки. Конец первой перемычки совмещают координатным механизмом перемещения с контактной площадкой платы. Опускается инструмент и одновременно с процессом нагружения производится сварка совмещенных элементов. Нож 22 своей гибочной поверхностью 24 отгибает и прижимает отрезанный конец перемычки к второй контактной площадке платы. Затем механизм формирования перемычек отводится в исходное положение. Предметный стол с платами перемещается относительно сварочного инструмента 6 на сварку второго отогнутого и прижатого конца перемычки и приваривает его. Сокращается время на формирование петли, обеспечивается монтаж ленточных перемычек, расположенных на плате во взаимно перпендикулярных направлениях и под углом, повышается точность монтажа. 5 ил.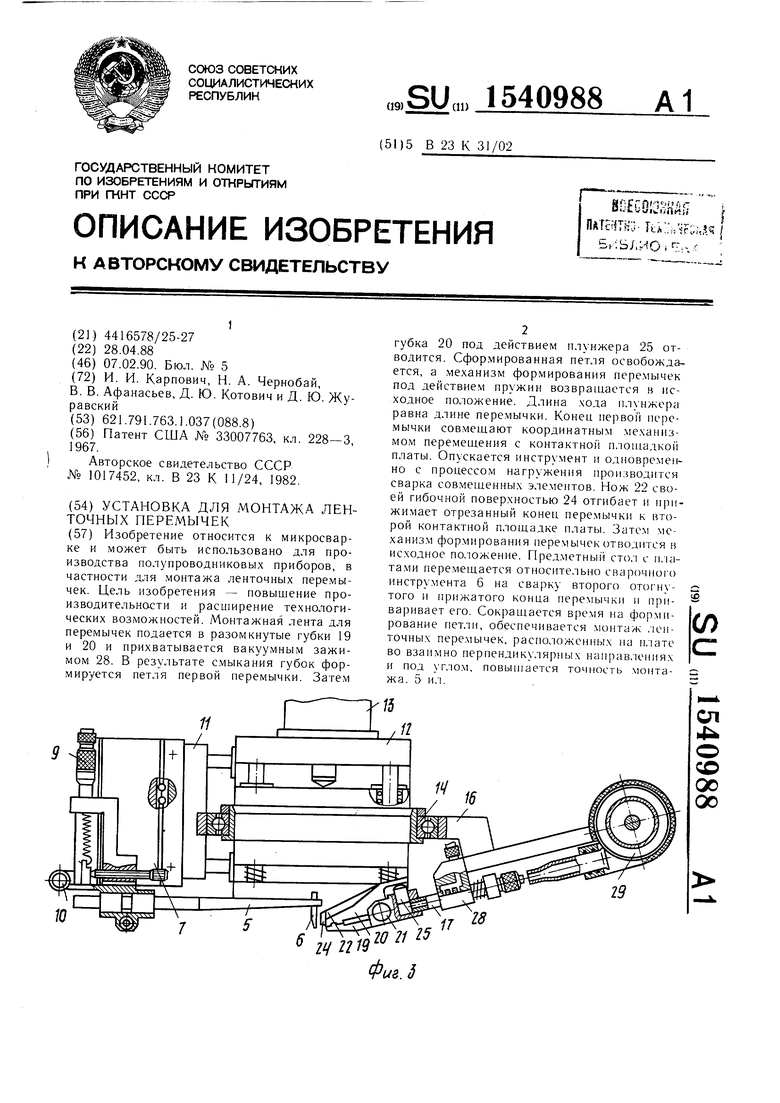
ки перемычек на платах с топологичес- 30 с возможностью взаимодействия с режицеи кой схемой контактных площадок, располо-кромкой механизма формирования перемыженных под углом и во взаимно-перпен-чек.
Фиг.1
э
т,
ШП - ёГ-ММ /ль
Э1
if
И
э
1
J
о
| Патент США № 33007763, кл | |||
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
