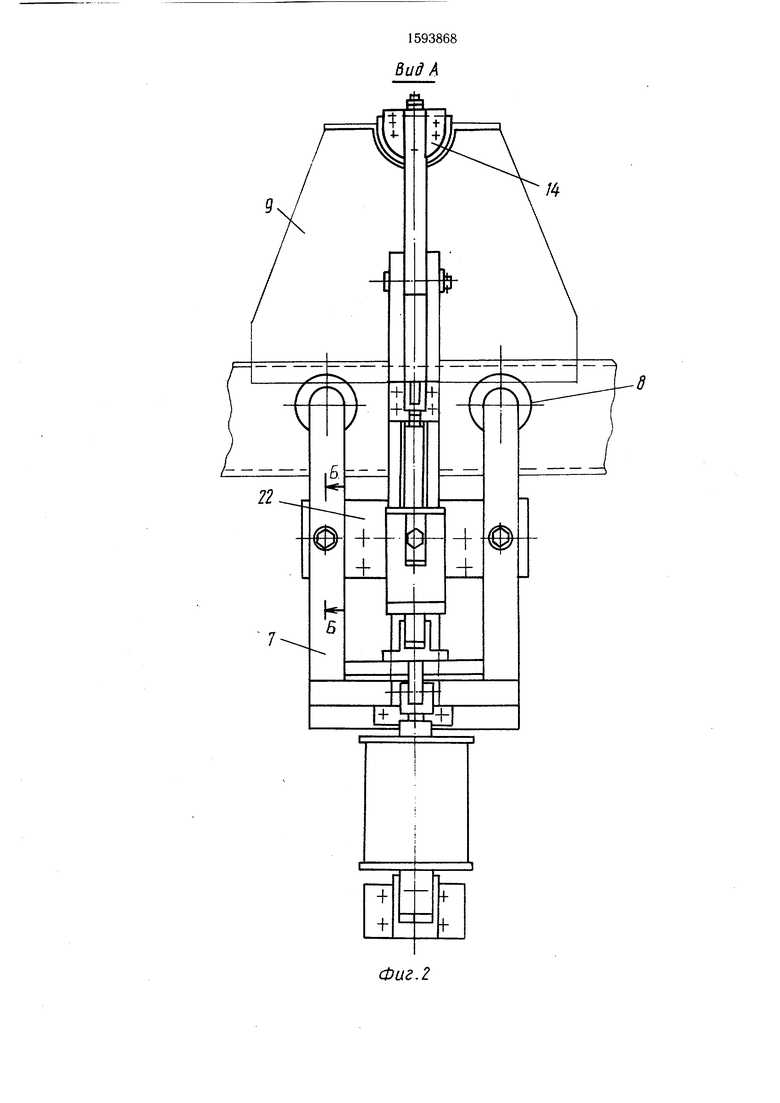
Фиг. 2
Б-Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Автомат для наплавки клапанов двигателей внутреннего сгорания | 1987 |
|
SU1454629A1 |
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1985 |
|
SU1368146A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ НА БОРТОВОЕ КОЛЬЦО ШИНЫ И СПОСОБ НАНЕСЕНИЯ ШНУРА-НАПОЛНИТЕЛЯ | 1997 |
|
RU2177879C2 |
| БЫСТРОХОДНОЕ СУДНО | 2009 |
|
RU2396180C1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| УСТРОЙСТВО ДЛЯ ТОЧЕЧНОЙ СВАРКИ КОНСТРУКЦИЙ ИЗ ШТАМПОВАННЫХ ЭЛЕМЕНТОВ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1994 |
|
RU2090331C1 |
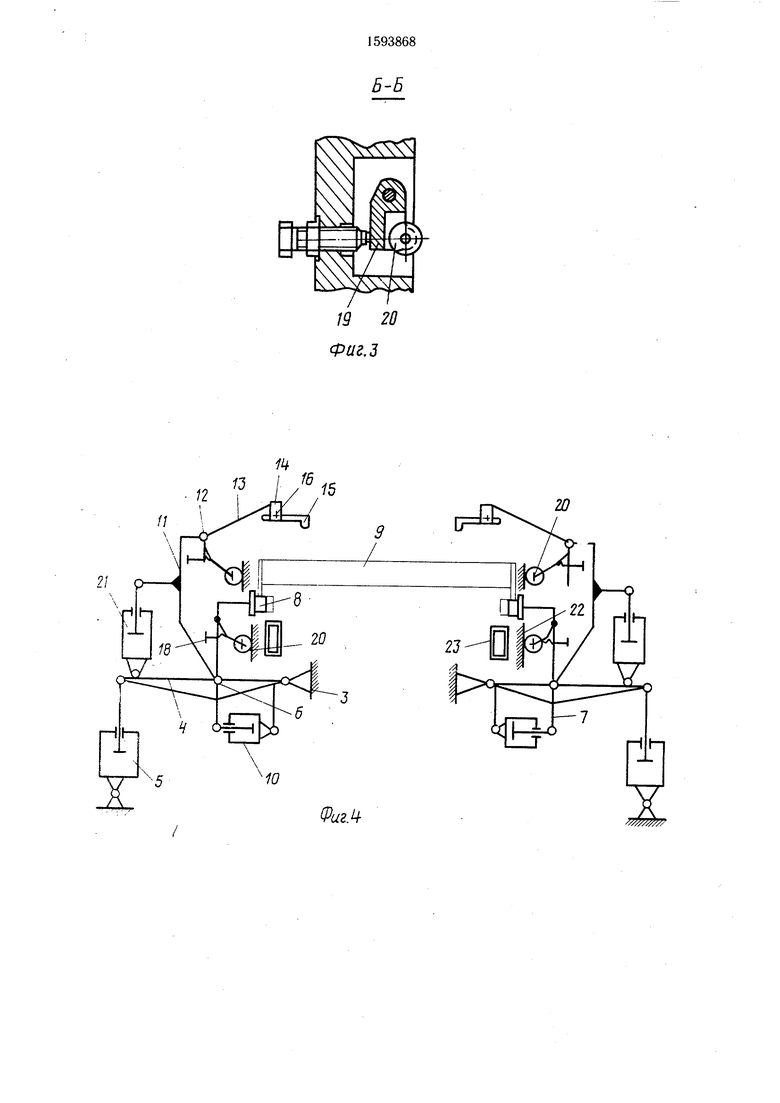

Изобретение относится к сварке, в частности к вспомогательному оборудованию для сборочно-сварочных работ. Цель изобретения - расширение технологических возможностей путем обеспечения установки опоры на раму с минимальным зазором. Рама 23 устанавливается и закрепляется в ложементе основания 1. При этом все элементы устройства: вилка, стойка 11 и зажимной рычаг 13 находятся в исходном положении. Коромысло 4 находится в верхнем положении. Вилка при помощи силового цилиндра 10 поворачивается в рабочее положение. При этом установочные ролики находятся в верхнем положении, а контактные ролики касаются базовой плоскости 22. Опора 9 устанавливается произвольно на установочные ролики. После этого включается силовой цилиндр 21, стойка 11 поворачивается относительно оси 6 с последующим поворотом зажимного рычага 13 вокруг оси 12. Одновременно опора 9 прижимается к установочным роликам, контактный ролик касается базовой плоскости 22. Включением силового цилиндра 5 произволят поворот коромысла 4 вокруг оси 3. В результате опора 9, зажатая между установочными роликами и фиксатором, опускается и происходит сборка опоры 9 и рамы 23. После сварки осуществляется разжим за счет срабатывания силовых цилиндров 5, 10 и 21. При этом коромысло 4 поднимается, установочные ролики, контактные ролики, фиксатор и защелка 15 возвращаются в исходное положение. Такая конструкция устройства обеспечивает более точную установку одной части изделия на другую. 7 ил.
12
Фиг.
Фи.6
15
Фиг. 7
| Устройство для базирования изделий | 1982 |
|
SU1186445A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
