ю
StS2
/у
СО
X)
|i Эд
0uSf
рабочее положение, ориентируя их относительно ЛО 3. Копирнйё ролики манипулятора 8 вводят в контакт с копирами 42, и при вращении копиров 22 и 42 производится приварка боковых стенок к ЛО 3 в автоматическом
режиме. Благодаря вьшолнению тяг 16 .и 17 регулируемыми и перенастройке положения роликов 6, 12 и 30 обеспечивается изготовление кожухов вентиляторов различных типоразмеров.18 ил.



| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат Петрова для сборки и сварки кожухов вентиляторов | 1987 |
|
SU1502240A1 |
| Устройство Петрова для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1291344A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Установка для изготовления кожухов вентиляторов | 1989 |
|
SU1680476A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1968 |
|
SU211707A1 |
| Устройство для сборки кожухов вентиляторов | 1981 |
|
SU1030070A1 |
| Устройство для сборки кожухов вентиляторов | 1975 |
|
SU564055A1 |
| Автомат для изготовления обручей бондарной бочко-тары | 1975 |
|
SU553030A1 |





Изобретение относится к сварке в частности к устройствам для сборки и сварки изделий с криволинейной образующей типа кожухов вентиляторов в широком диапазоне размеров, и может быть использовано в мелкосерийном производстве. Цель изобретения - повьшение производительности и расширение технологичес- ких возможностей. Автомат содержит рольганг 2 для подачи листа-обшивки . (ЛО) 3, командоаппарат 7 с кулачко- вьми копирами 22 и 42, а также правильно-подающий механизм 4 и манипулятор 8, соединенные с командоап- паратом. На планшайбах 51 манипулятора 8 закрепляются боковые стенки .9 и 10. ЛО 3 подается рольгангом 2 и вальцуется роликами 30 в случае необходимости, образуя профиль с отогнутыми кромками. Далее ЛО 3 проходит между установочными 6, приводными 18 и прижимными 12 роликами.При прохождении ЛО 3 между роликами 12, 18 и 6 обеспечивается дальнейшее вальцевание ЛО 3 с переменным радиусом. Затем зажимное устройство 14 фиксирует ЛО 3. Планшайбы 51 уста- 1 навливают боковые стенки 9 и 10 в с S (Л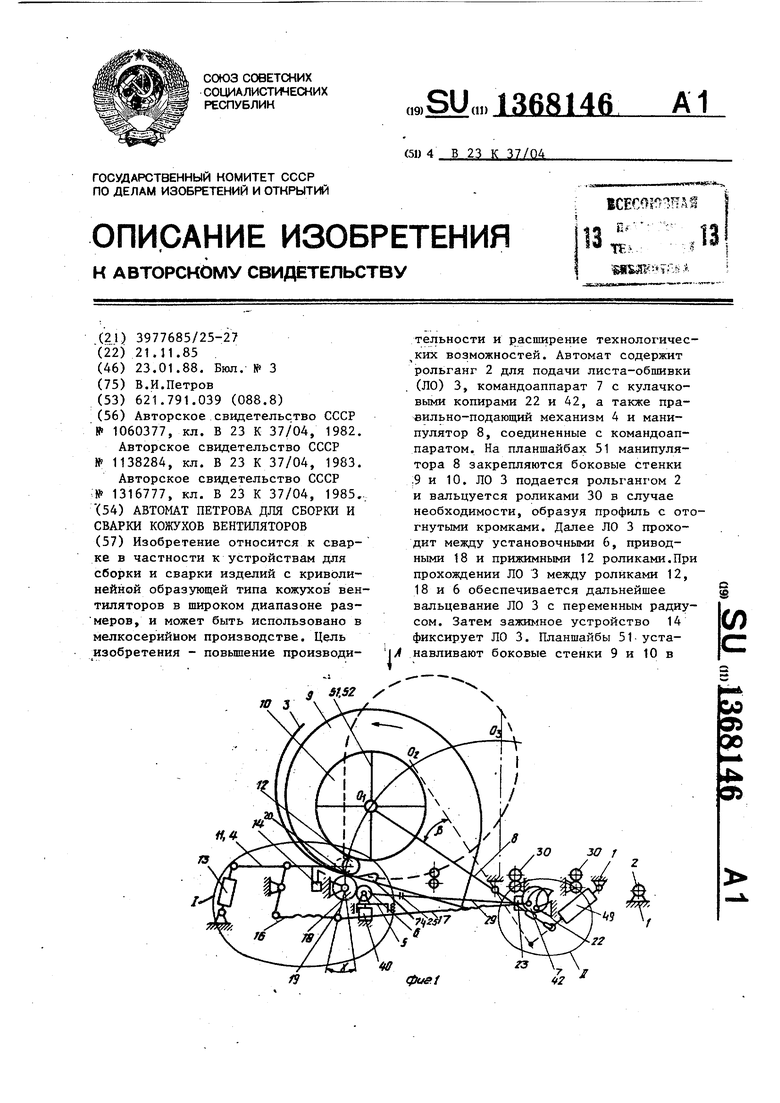
1
Изобретение относится к сварке, в частности к устройствам для сборки и сварки изделий с криволинейной образующей типа кожухов вентиляторов в широком диапазоне размеров, и может .быть использовано в мелкосерийном производстве.
Целью изобретения является повышение производительности и расширение
технологических возможностей путем
обеспечения автоматического изготовления кожухов вентиляторов различных типоразмеров.
На фиг. 1 изображен автомат, положение обжима и сварки кромок К листа-обшивки с боковыми стенками корпуса вентилятора с фальцевым соединением; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - узел II на фиг. 1, на фиг. 4 - вид А на фиг. 1i на фиг. 5 - вид Б на фиг. 3j на фиг.6 - узел III на фиг. 4 при различных по- .ложениях планшайб; на фиг. 7 - вид В на фиг.. 4, положение приводных и прижимных роликов и роликов для обжи ма кромок К листа-обшивки при сварке их с боковыми стенками при вальцевании листа-обшивки на участке 1 (фиг. 3); на фиг. 8 - автомат, положение для вальцевания листа-обшивки и свар- ки горизонтальных кольцевых швов на боковых стенках; на фиг. 9 - вид Г на фиг. 8; на фиг. 10 - вид Дна фиг. 9; на фиг. 11 - конструкция кожуха вентилятора с фальцевым соедине нием листа-обшивки с боковыми стенками (штампо-сварной корпус); на фиг. 12 - вид Е на фиг. 11 i на фиг .13 сечение листа-обшивки с отжимом кромок на фиг. 14 - разрез Ж-Ж на фиг. 12 при использовании листа-обшивки с отжимом кромок; на фиг.15 - то же, без отжима кромок листа-обшивки; на фиг. 16 - то же, при сварке кожухов; на фиг. 17 - кинематичес кая- схема соединения планшайбы с ко5
0
5 0 5 0 g
мандоаппаратом; на фиг. 18 - то же, включения вальцующих роликов.
Автомат для сборки и, сварки кожухов вентиляторов содержит смонтированные на основании 1 рольганг 2 для подачи листа-обшивки 3, правильно-; подающий механизм 4 со столом 5 для установочных роликов 6, командоаппа- рат 7 и манипулятор 8 (фиг. 1) для боковых стенок 9 и 10.
Правильно-подающий механизм 4 содержит двуплечий рычаг 11 с прижимными роликами 12 и приводом 13 для прижима и зажимное устройство 14 для листа-обшивки (фиг. 1 и 2). Двуплечий рычаг 11 шарнирно установлен на коромыслах 15, соединенных тягами 16 и 17, с установленными на оси приводных роликов 18, качающимися рычагами 19. Механизм 4 оснащен направляющими роликами 20 для боковых стенок 9 и 10 и приводами 21 (фиг. 7) для их прижима. Ролики 20 посредством рычагов 19 соединены с тяг ами 16 и 17. Тяги 17, в свою очередь, соединены с кулачковыми копирами 22 командоаппарата 7. Командо- аппарат 7 оснащен редуктором 23, выходной вал которого соединен,с приводом 24 приводных роликов 18 посредством муфты 25, шестерен 26 и 27 и валов 28 и 29 (фиг. 3 и 4).
Правильно-подающий механизм 4 содержит вальцующие ролики 30 для листа-обшивки, установленные с возможностью соединения с приводом 24 роликов 18 посредством муфты 31, валов 32 и шестерен 33. Одна из пар роликов 30 постоянно соединена с шестернями 34 и 35.
Приводные ролики 18 установлены с возможностью раздельного или одновременного вращения с роликами 30 и с редуктором 23. Ролики 18 и 30 смонтированы на опорах 36 с возможностью осевого перемещения и фиксирования
(фиг. 7 и 8). Тяги 16 и 17 выполнены регулируемой длины.
Зажимное устройство 14 для листа- обшивки 3 состоит из подушки 37, нажимного башмака 38 и привода 39,смонтированных на рычаге 11 (фиг-. 6).
Профиль кулачковых копиров 22 выполнен с учетом поворота рычагов 19 в пределах угла, что обеспечивает снижение за положением прижимных роликов 12 и роликов 20 при вальцевании листа-обшивки переменным радиусом и при сварке и обжиме его с боковыми стенками.
Стол 5 с роликами 6 снабжен приводом 40, обеспечивающим совместно с роликами 12 и 18 проведение вальцевания листа-обшивки переменным радиусом. На столе 5 монтируют сварочные головки 41 (фиг. 14),
Командоаппарат 7 выполнен в виде кулачкового копира 22 и 42, смонтированных на общем валу.
Профиль копиров 42 выполнен с уче- 25 роликн 30 отключаются. Передаточное
том копирования кривизны корпуса вентилятора и поворота манипулятора 8 в процессе обжима и сварки кромок листа-обшивки с боковыми стенками на угол
и соответствуют изготавливаемому кожуху вентилятора.
Манипулятор 8 выполнен в виде вилки 43 с кронштейнами 44, на которых смонтированы копирные ролики 45 с приводами 46 и силовые цилиндры 47 для кронштейнов 48, шарнирно установленных на вилке 43, при этом вилка постоянно соединена с приводом 49, выполненным в виде регулируемого цилиндра. На кронштейнах 48 смонтированы обоймы 50 с планшайбами 51, выполненными в виде крестовины 52 или плиты 53. Планшайбы снабжены элект - ротормозами 54, приводами 55 для осевого перемещения планшайб и передачами для вращения планшайб, состоящими из валов 56 и 57 и шестерен 58-64 и муфты 65 (фиг. 2, 4 и 5).
Вальцующие ролики 30 выполнены в виде набора профильных роликов 66 и цилиндрических роликов 67, смонтиро ванных на опорах 36 (фиг. 8),.
Для автоматизации работы узлов автомат снабжен концевыми выключателями 68-71.
Прижимные ролики 12 -установочные ролики 6, а также планшайбы 51 и рольганг 2 выполнены регулируемыми по ширине.
отношение планшайб 51 но 1:1.
и вала 76 рав35
40
Для этой цели на шлицах вала 76 устанавливают подвижную шестерню 77
Копиры 42 выполнены сменными зо приводом 78 для ее перемещения, редуктор 23 оснащают шестерней 79,шестерню 34 -выполняют подвижной с пОг мощью привода 80 и тяги 81, а на ее ступице устанавливают свободно вра- щаклцуюся шестерню 82.
Устройство так же снабжено блоком шестерен 83, взаимодействукнцим с шестернями 34 и 82 и шестерней 77 (фиг. 11).
Автомат работает следующим образом.
Для изготовления кожуха (корпуса) вентилятора основной конструкции (фиг. 9 и 10) автомат налаживают на .ширину свариваемого типоразмера кор- 5 пуса и комплектуют соответствующими планшайбами 51 и копирами 42.
В исходном положении планшайбы 51 приводами 46 и 49 устанавливают в горизонтальное положение (фиг. 2 50 и 4), При этом шестерня 58 вала 57 входит в зацепление с шестерней 35 вальцующих роликов 30, соединяемых муфтой 31 с приводом 24 через шестерню 34, и планшайбы подготовлены 55 к вращению и укладке на них боковых стенок 9 и 10. Уложенные на планшайбы боковые стенки комплектуют болтами-шпильками 72 (и входными фланцами 73 конструкций корпуса с.при-
Автомат также содержит сменные, сварочные головки и направляющие ролики для внутренних поверхностей боковых стенок и для сварки внутренних сплошных или монтажных швов (не показаны) . Кожух вентиляторов включает лист-обшивку 3, боковые стенки 9 и 10, болты .72, входной фланец 73, отражатель 74 и фланец 75.
Для расширения технологических возможностей вал 76 командоаппарата 7 установлен как с возможностью вращения его путем соединения с. приво- 5 дом 24 приводных роликов, так и при отключении от привода под действием самого свариваемого кожуха вентилятора.
При этом соосно установленные :Ш1аншайбы 51 с боковыми стенками соединяют передачами (шестерни 59-63 и валы 56 и 57) с блоком шестерни 35 и 64, свободно вращающихся на оси вилки манипулятора 8, а вальцукяцие
0
отношение планшайб 51 но 1:1.
и вала 76 рав5
вариваемым фланцем) для сварки их кольцевыми прерывистыми швами (фиг. 5). .
Лист-обшивка 3, как правило предварительно сваренная на контактной машине из нескольких частей, укладывается на рольганг 2, а коман- доаппарат устанавливают в исходное положение для вальцевания. Для этого, при отключенных муфтой 31. роликах 30, вращают приводом 2А копиры 22, соединенные с приводными роликами валами 28 , шестернями 26 и 27 и муфтой 25 до положения прижимных роликов 12, перемещаемых тягами 16 и 17 и коромыслами 15, в положение, соответствующее перпендикулярному положению прямой линии, проходящей через оси роликов 12 и 18 к горизонтальной плоскости, проходящей через линию контакта этих роликов (угол V-cL). Затем производят вальцевание листа-обшивки 3 на участке 1 при отключенных копирах 22 муфтой 25, а также одновременную приварку болтов 72 с боковыми стенками 9 и 10 (фиг. 3 и 5). Для этого включают муфтой 31 вращение роликов 30, вальцующих лист-обшивку под профиль с отогнутыми кромками (фиг. 11 и 12). Участок 1 перемещается между приводными 18 и прижимными 12 роликами, а также над роликами 6, установленными приводом 40 на уровне роликрв 18. При взаимодействии конца листа обшивки, отвальцованного на длину 1, с концевьгм переключателем 68 включается муфта 25 и копиры 22, вращаемые редуктором 23, производят перемещение роликов 12 относительно роли ков 18 и 6, обеспечивая совместное с роликами 6, управляемыми приводом 40, дальнейшее вальцевание листа-об - шивки переменным радиусом. Регулиров кой длины тяг 16 возможно корректирование вальцования переменным радиу сом, а также проведение наладки авто мата на изготовление соответствзтоще- го типоразмера корпуса вентилятора.
Отвальцованный лист-обшивка 3, ко нец которого взаимодействует с переключателем 69, останавливается и фик сируется в зажимном устройстве 14. При этом переключатель 69 включ:ает привод 13 для прижимных роликов 12 и привод 39, башмак которого 38 прижимает конец листа-обшивки к подушке 37 (фиг. 3, 4 и 6) и ролики 12 отводятся от вращающихся приводных ро5
681466
ликов 18. Копиры 22 при этом отключают муфтой 25 от роликов 18.
Сварку болтов 72 с боковыми стенками 9 и 10 производят одновременно . с вальцеванием листа-обшивки и после вальцевания. Установленные горизонтально планшайбы 51 с боковыми стенками поворачивают на позицию привар- 10 ки очередного болта 72 путем включения муфты 65, соединяющей блок шестерен 62 с шестерней 63, смонтированной на тормозном барабане планшайбы 51.
Муфта 65 одновременно растормажи- 15 вает электротормоз 54 и планшайбу передачей, состоящей из шестерен 58 и 61 и вала 57, соединенных шестерней 35 с роликами 30. Поворот планшайбы прекращается при взаимодейст- 20 ВИИ первого приваренного болта с переключателем 70, отключающим муфту 65 и включающим электротормоз 54 (фиг. 5). После сварки болтов 72 планшайбы 51 устанавливают привода- ми 46 в вертикальное соосное положение, при этом шестерня 58 выводит ся из зацепления с шестерней 35, а шестерни 59 и 64 входят в зацепление для вращения планшайб в вертикальном положении, в данном случае для ориентирования боковых стенок 9 и 10 и фиксирования их в положении для сварки с листом-обшивкой 3. Вращение планшайб производится шестер- 35 |нями 59-64 и валами 56 и 57, включаемыми муфтой 65.
Ориентирование боковых стенок заканчивается при взаимодейс твии прямоугольного участка вращаемой бо40 ковой стенки с переключателем 71,
отключающим муфту 65 и включающим при этом злектротормоз 54 планшайбы ,51 (фиг. 5 и 9) . Ориентирование боковых стенок возможно проводить и 45 при горизонтальном положении планшайб . Перед ориентированием боковых стенок, установленных соосно, производят, если это необходимо, приварку входного фланца 73 прерывистыми
50 швами с круговым вращением планшайбы, на которой установлена боковая стенка 9. Ориентированные боковые стенки 9 и 10 сводят приводами 55 на ширину сварки их с листом-обшивкой 3. 55 Установленный .в зажимном устрой - стве 14 конец листа-обшивки 3 соединяют с отражателем 74, который выставляют между роликами 18 и листом- обшивкой и прижимают роликами 12 с
30
помощью привода 13. Стык листа-обшивки и отражателя 74 сваривают полуавтоматом.
Боковые стенки 9 и 10 состыковывают с листом-обшивкой и отражателем 74, для чего приводом 49 поворачивают манипулятор 8 до контакта торцов боковых стенок с отогнутыми кромками листа-обшивки 3 и с отражателем 74 (фиг. 1). Копирные ролики 45 приводами 46 вводят в контакт с копирами 42, при этом ролики 45 вместе с манипулятором прижимаются к копирам 42 некоторым усилием привода 49, установленным на регулируемый прижим (фиг. 2).
Копиры 22 следящего устройства находятся в положении их остановки после вальцевания листа-общивки переменным радиусом, которое соответствует их исходному положению для вращения в обратном направлении для обжима кромок листа-обшивки и сварки их с боковыми стенками. Боковые стенки 9 и 10 сваривают внутренними швами с отражателем 74 полуавтоматом, при этом ролики 20 для обжима кромок листа-обшивки установлены приводами 21 в рабочее положение (фиг. 12), вальцзтощие ролики 30 отключают муфтой 31, а копиры 22 соединяют муфтой 25 с приводными роликами 18.
Вращением приводных роликов 18 в обратном направлении производят обжим, а сварку кромок листа-обшивки с боковыми стенками прерывистыми швами производят сварочные головки 41 или полуавтоматы.
При этом командоаппарат с помощью копиров 22 обеспечивает положение роликов 12, прижимающих яист-обшивку 3 k роликам 18, соответствующее изменяемой кривизне кожуха и положение роликов 20 для обжима кромок листа- обшивки в единый непрерывный процесс связанный с одновременным сопряжением боковых стенок с листом-обшивкой с помощью копиров 42 в зоне сварки.
После сварки боковых стенок с листом-обшивкой производят установку свариваемого изделия в положение для стыковки и сварки выходного фланца 75. Для этого приводом 49 устанавливают манипулятор в положение 0 (фиг, 1) и вращают кожух одной.из передач для вращения планшайб 51 до
5
0
5
0
5
удобного положения, где монтируют фланец 75 и сваривают его с корпусом вентилятора. Изготовленный корпус снимают путем освобождения зажимов планшайб и их разводом приводами 55 и 46. Затем цикл повторяется.
Изготовление корпусов с толстыми боковыми стенками 9 и 10 (более 3 мм) можно производить с использованием . только привода 49. Предлагаемый автомат предназначается для изготовления кожухов с тонкими боковьшш стенками (2,5 и менее мм), снижающими-.металлоемкость конструкции корпуса.
При изготовлении кожухов конструкций (фиг. 13 и 14) лист-обшивка вальцуется только переменным радиусом вальцевания (без отгиба кромок, для чего используются только вальцующие ролики 67 цилиндрической формы и боковые ролики) (не показаны), а профильные ролики 66 отводят в стороны (фиг. В).
Для изготовления кожухов без отжима кромок листа-обшивки (фиг. 13) а втомат комплектуется тележкой и внутренними направляющими роликами для боковых поверхностей боковых стенок (не показана), а ролики 20 используют, как наружные направляющие ролики, а также снабжают внутренними сварочными головками.
Изготовление корпусов (фиг.. 14) производят путем опережающей мон0
5
тажной сварки боковых стенок 9 и 10 с листом-обшивкой 3 сварочными головками 41 и последующим наложением основных швов по монтажным прихватам (полуавтоматом или другим способом). При этом используются сварочные головки 41 с импульсной подачей электрода, а также привод 40 стола 5 (фиг. 7). Монтажная сварка боковых стенок с листом возможна также внутренними прерывистыми швами сварочными головками, установленными на тележке (не показаны). Ролики 20 для обжима исцользуют при этом как прижимные ролики для наружных поверхностей боковых стенок, прижимаемых при монтажных прихватах к торцам листа-обшивки 3.
При переналадке автомата на из- ,готовление другого типоразмера ко- жухов коробку передач 23 переключают на передаточное отношение, соответствующее отношению числа оборотов приводных роликов 18, перемещающих
50
за цикл сварки данную длину листа- обшивки, к одному обороту вала копиров 22 и 42.
Для большей гибкости автомата в качестве коробки передач 23 может быть использован вариатор с плавной регулировкой на различные скорости. I .При сварке кожуха вентилятора с использованием его для поворота копиров 22 и 42, устройство работает следующим образом.
Приводом 80 вводят шестерню 82 в зацепление с. блоком шестерен 35 и 64 и блоком шестерен 83. При этом ролики 30 отключаются (в том числе И муфтой 31). Установленньй в исходном положении вал 76 с копирами 22 и 42 соединяют приводом,78 с шестерней 83, а планшайбы 51 соединяют муф- 2о головками, и манипулятор, вьшолнен- той 65 с шестернями 59 - 64 и валами 56 и 57. Вращением роликов 18 производят поворот и сварку кожуха вентилятора, при этом копиры 22 и 42 управляют положением роликов 12 и 20 сопряжением свариваемых кромок листа-обшивки и боковых стенок в автоматическом, зависимом от поворота кожуха, режиме.
Предлагаемым способом изготавливают корпуса вентиляторов, прочность которых обеспечивает передачу вращающего момента валу 76 без пробуксовки и возможности деформаций боковых стенок. Значительная номенклатура нестандартной кривизны корпусов вентиляторов типа ЗЦС-17 и ЦС-34, применяемых в судостроительной промьшшен30
ный в виде рычагов с двумя планшайбами для боковых стенок и фланцев кожухов вентиляторов и с копирными роликами, установленными с возмож- 25 ностью взаимодействия с соответст- вующими копирами командоаппарата, отличающийся тем, что, с цепью повьш1ения производительности и расширения технологических возможностей путем обеспечения автоматического изготовления кожухов вентиляторов различных конструкций и типоразмеров, правильно-подакиций механизм оснащен закрепленным на рычагах прижимных роликов зажимным уст ройством для листа-обшивки, смонтиро ванным на основании подъемным столом с установочными роликами, вальцующие ролики для листа-обшивки выполнены в виде набора цилиндрических и профиль ных роликов, кинематически соединенных с приводом приводных роликов,при этом планшайбы манипулятора также ки нематически соединены с приводом при водных роликов.
35
ности, может изготавливаться на автомате таким способом. При этом ав- , томат комплектуют соответствующими копирами.
Формула изобретения Автомат для сборки и сварки кожухов вентиляторов, преимущественно в
36814610
мелкосерийном производстве, содержащий смонтированные на основании рольганги для подачи листа-обшивки, ко- мандоаппарат с кулачковыми копирами, правильно-подающий механизм, оснащенный закрепленными на основании приводными роликами, привод которых кинематически соединен с командоаппа10 ратом, шарнирно соединенными с осью приводных роликов тягами с копирными роликами, установленными с возможностью взаимодействия с копирами команд оаппарата, прижимными роликами
15 для листа-обшивки, смонтированными на рычагах, соединенных с тягами, вальцующими роликами для листа-обшивки, направляющими роликами для боковых стенок кожухов и сварочными
головками, и манипулятор, вьшолнен-
ный в виде рычагов с двумя планшайбами для боковых стенок и фланцев кожухов вентиляторов и с копирными роликами, установленными с возмож- ностью взаимодействия с соответст- , вующими копирами командоаппарата, отличающийся тем, что, с цепью повьш1ения производительности и расширения технологических возможностей путем обеспечения автоматического изготовления кожухов вентиляторов различных конструкций и типоразмеров, правильно-подакиций механизм оснащен закрепленным на рычагах прижимных роликов зажимным устройством для листа-обшивки, смонтированным на основании подъемным столом с установочными роликами, вальцующие ролики для листа-обшивки выполнены в виде набора цилиндрических и профильных роликов, кинематически соединенных с приводом приводных роликов,при этом планшайбы манипулятора также кинематически соединены с приводом при водных роликов.
/ J7 .12
BudA
3 ff 8 7
r yy
Л
10 /Z
-iQ.
z:A
« zf D,
, -tHiS D
эЛ a;.
:Ф
z
27 Z«
SS
;
cf3tte.2
W Ц7
z:A
29
HiS
D
z
ФигЛ
l
л
70 г
60 56 f5 IK .75
fiZ 57 77 65
S4
Ли± . Ч Л Bi5}L
w
K, SB tttt
J8.
,
IB 6
Ш j2 v /2 /I
./
.w
aip) «
фиг. 5
Л
V.jv|
r-tn J 11
w
K, SB tttt
.w
Ф
aip) «
Cf
7
43
2J
Фиг.8
Фиг. 9
J JJ
Фиг.Ю
ВидЕ J
W
ФигЛ
fpuz.16
W
78 IB Фиг.17
| Устройство для сборки и сварки кожухов вентиляторов | 1982 |
|
SU1060377A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сборки и сварки кожухов центробежных вентиляторов | 1985 |
|
SU1316777A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
