Настоящее изобретение относится к устройствам для точечной контактной сварки конструкций из штампованных элементов из листовой стали, в частности, кузовов автомобилей.
Сварочные системы, продаваемые под торговой маркой "РОБОГЕЙТ", свершили переворот в технике точечной контактной сварки кузовов автомобилей. Эти системы получили широкое применение на многих автомобильных заводах всего мира благодаря ряду преимуществ по сравнению с системами, которые использовали ранее. Во-первых, эти системы имеют высокую степень гибкости (приспособляемости), т.е. могут быть использованы для работы с кузовами, даже очень сильно отличающимися друг от друга, в результате чего одна и та же линия может быть использована для производства разных моделей.
Во-вторых, такая система может быть относительно просто и быстро, а, значит, с очень низкими затратами, переналажена на производство новой модели кузова. Другое преимущество состоит в обеспечении одинакового качества на всех моделях одного и того же типа, для которого использована система.
Известный уровень техники в соответствии с системой "Робогейт" предполагает, что каждый подлежащий сварке кузов поступает на позицию сварки в состоянии предварительной сборки с нежестким соединением составляющих элементов. До позиции сварки в системе "Робогейт" предусмотрены одна или несколько позиций соединения лапками (той-таббинг), на которых различные элементы, образующие кузов, нежестко собирают вместе путем загибания соединительных лапок. Такое предварительное соединение, конечно, является нежестким соединением, в котором каждый элемент имеет возможность небольшого перемещения относительно соседних элементов. Именно по этой причине установочные рамы, предусмотренные на позиции сварки, снабжены зажимными устройствами, которые сцепляют с различными частями кузова, чтобы зафиксировать их в надлежащем положении сборки, прежде чем работы на позиции сварки осуществят точечную сварку. После выполнения на кузове достаточного числа точек сварки для обеспечения кузову относительно устойчивой формы кузов направляют на другие позиции для завершения сварки, больше уже не требующей использования зажимных устройств.
Наиболее близким аналогом является устройство для сварки кузовов автомобилей по патенту [1] содержащее позицию сварки с программируемыми автоматическими сварочными средствами, конвейерную линию для подачи свариваемых конструкций на позицию сварки, установочные рамы с зажимными элементами для разных типов свариваемых конструкций.
Цель настоящего изобретения заключается в создании устройства, которое было бы более простым по конструкции, менее громоздким и более гибким (легко приспосабливаемым) по отношению к вышеупомянутым известным устройствам.
Для достижения указанной цели в соответствии с настоящим изобретением предлагается устройство для точечной сварки конструкций из штампованных элементов из листового металла, в частности, кузовов автомобилей, содержащее:
позицию сварки, оборудованную программируемыми автоматическими сварочными средствами,
конвейерную линию для последовательной подачи свариваемых конструкций на позицию сварки,
по крайней мере, две пары установочных рам, установленных на позиции сварки с возможностью быстрой смены одной на другую в рабочей зоне и несущих на себе устройства для зажима элементов, составляющих свариваемую конструкцию, в надлежащем положении сборки относительно друг друга, причем рамы каждой пары снабжены зажимными устройствами, предназначенными для соответствующего типа свариваемой конструкции,
причем упомянутые пары рам установлены с возможностью перемещения в продольном направлении позиции сварки с обеих ее сторон для быстрого перемещения между зоной ожидания и упомянутой рабочей зоной, а рамы каждой пары, когда они находятся в рабочей зоне, могут быть также перемещены в направлении поперек упомянутой линии между разведенными, нерабочими положениями и относительно сближенными положениями, в которых зажимные устройства могут быть введены в сцепление с конструкцией, находящейся на позиции сварки.
При этом установочные рамы установлены на механизированных тележках, направляемых по двум путям на обеих сторонах упомянутой линии.
Упомянутая линия содержит поддерживающее средство для поддерживания различных элементов, составляющих каждую свариваемую конструкцию, в положении, близком к конечному положению сборки, с отделенными друг от друга упомянутыми элементами.
Упомянутые направляющие пути имеют отдельно участки в рабочей зоне, подвижные в направлении поперек продольного направления упомянутой линии, для перемещения двух установочных рам, находящихся в рабочей зоне, между их нерабочими, разведенными положениями и рабочими, относительно сближенными положениями.
Упомянутое поддерживающее средство упомянутой линии содержит подвижные поддерживающие части для подвешивания соответственно двух боковых частей каждой свариваемой конструкции, причем упомянутые подвижные части могут быть перемещены между обеспечивающим возможность их движения вдоль упомянутой линии первым положением, при котором упомянутые боковые части конструкции сближены друг с другом, и вторым положением, при котором упомянутые боковые части разведены относительно друг друга и расположены вблизи двух установочных рам, находящихся в нерабочих положениях в рабочей зоне, с обеспечением возможности их захвата посредством упомянутых зажимных устройств и затем фиксации различных элементов, составляющих свариваемую конструкцию, в требуемом для сварки положении путем перемещения установочных рам в рабочие положения.
Благодаря указанным выше признакам устройство в соответствии с настоящим изобретением дает ряд преимуществ. Размещение установочных рам на механизированных тележках, направляемых по двум путям на обеих сторонах линии устраняет необходимость использования громоздких и сложных неподвижных поддерживающих конструкций, предусмотренных в традиционных установках "Робогейт" для поддержания и направления установочных рам. Следовательно, зона позиции сварки оказывается намного более свободной, что облегчает размещение и эксплуатацию сварочных роботов. Кроме того, поскольку каждая установочная рама может быть перемещена независимо от других рам, расстояние между каждой рамой и следующей по линии рамой можно свободно изменять, что обеспечивает большую гибкость в конструкции и монтаже установки.
В предпочтительном варианте упомянутой конвейерной линией является, например, подвесной конвейер, а упомянутое поддерживающее средство представляет собой связанный с подвесным конвейером крюк, который захватывает различные элементы, составляющие кузов автомобиля, на позициях подачи до позиции сварки, до тех пор пока не образуется комплект элементов, подвешенных или как-то иначе поддерживаемых посредством упомянутого крюка в положении, близком к конечному положению сборки, но не соединенных друг с другом. Когда упомянутый комплект элементов, соответствующий свариваемому кузову, поступает в рабочую зону, упомянутые подвижные части поддерживающего средства перемещаются в упомянутое второе положение, подводя боковые части кузова к установочным рамам, находящимся в рабочей зоне в нерабочих положениях. После этого установочные рамы могут быть перемещены в рабочие, относительно сближенные положения, в результате чего установленные на них зажимные устройства могут фиксировать боковые части и остальные элементы, составляющие кузов, в надлежащем положении сборки, чтобы позволить роботам образовать сварные точки в количестве, достаточном для обеспечения кузову относительно устойчивой формы. После выполнения этой операции конвейерная линия удаляет сваренный кузов с позиции сварки и переносит на эту позицию следующий комплект свариваемых элементов.
В соответствии с другим предпочтительным признаком упомянутое поддерживающее средство снабжено также поперечинами, устанавливаемыми посредством роботов в требуемом положении соединения концов поперечин с двумя установочными рамами, находящимися в рабочей зоне в рабочем положении для обеспечения жесткости и надлежащего позиционирования рам во время выполнения операции сварки.
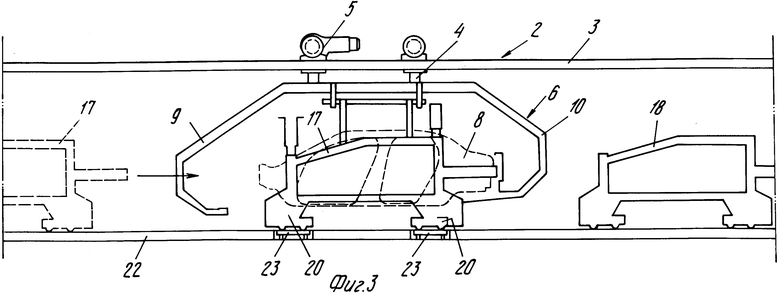
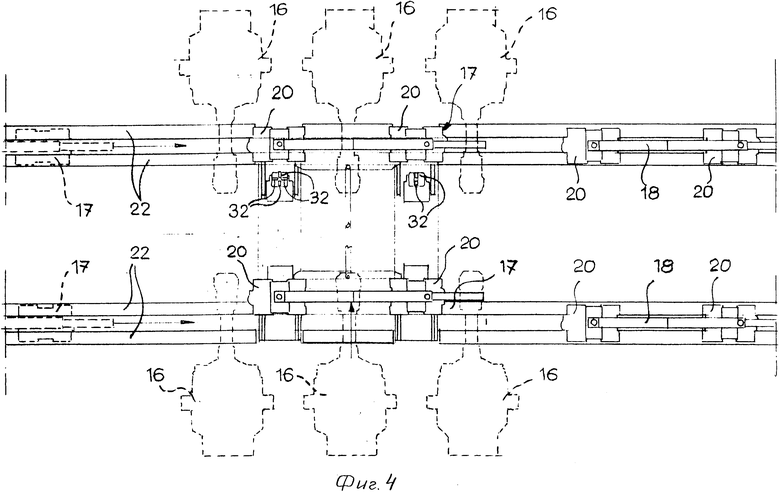
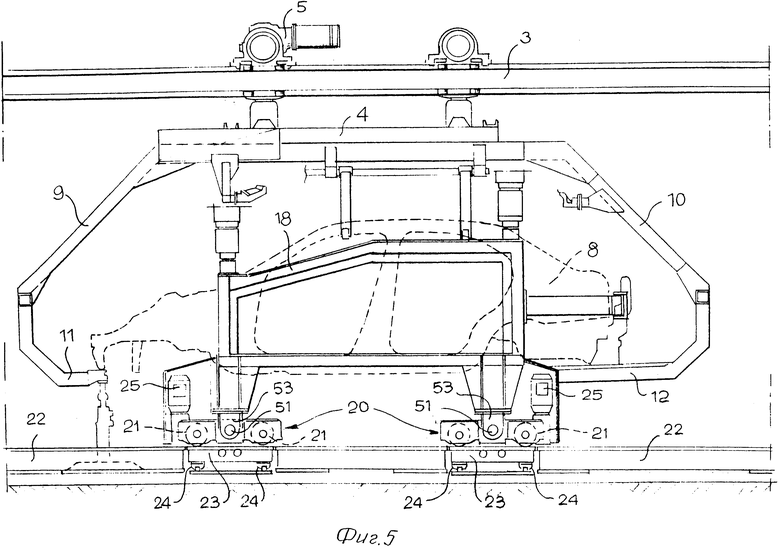
Другие признаки и преимущества настоящего изобретения очевидны из следующего ниже описания со ссылками на прилагаемые чертежи, которые даны лишь в качестве неограничивающего примера, где дано: на фиг. 1 схематический вид сверху сварочной установки в соответствии с настоящим изобретением; на фиг. 2 схематический перспективный вид сварочного устройства в соответствии с настоящим изобретением; на фиг. 3 вид сбоку в увеличенном масштабе устройства, показанного на фиг. 2; на фиг. 4 вид сверху устройства, показанного на фиг. 3; на фиг. 5 вид детали фиг. 2 в увеличенном масштабе; на фиг. 6 поперечный разрез позиции сварки в первом рабочем состоянии; на фиг. 7 поперечный разрез позиции сварки во втором рабочем состоянии; на фиг. 8 вид детали фигур 6, 7 в увеличенном масштабе; на фиг. 9 разрез по линии IX-IX на фиг. 8; на фиг. 10 разрез по линии X-X на фиг. 9; на фиг. 11 вид в увеличенном масштабе и в разрезе по линии XI-XI на фиг. 7; на фиг. 12 вид в частичном разрезе и в увеличенном масштабе детали фигур 6, 7; на фиг. 13 - вариант фиг. 5; и на фиг. 14 разрез по линии XIV-XIV на фиг. 13.
На фиг. 1 общей позицией 1 обозначена позиция сварки в соответствии с настоящим изобретением для прихватного скрепления автомобильных кузовов, составленных из штампованных элементов из листового металла, путем точечной сварки. Термин "прихватное скрепление" означает операцию создания сварных точек количестве, достаточном для обеспечения кузову устойчивой формы. Очевидно, что можно предусматривать более чем одну позицию 1 для выполнения прихватного скрепления. После выполнения такой операции кузова перемещают известным самим по себе образом на другие позиции для завершения сварки, которые имеют намного более простое устройство, поскольку они не требуют зажимных устройств для удерживания свариваемых элементов в требуемом положении сварки.
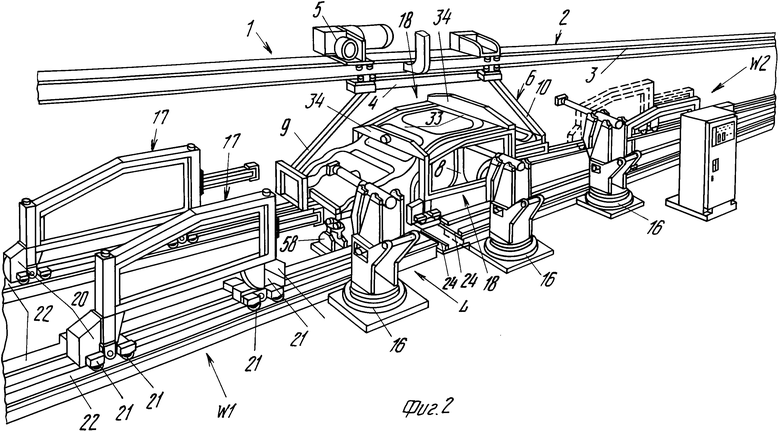
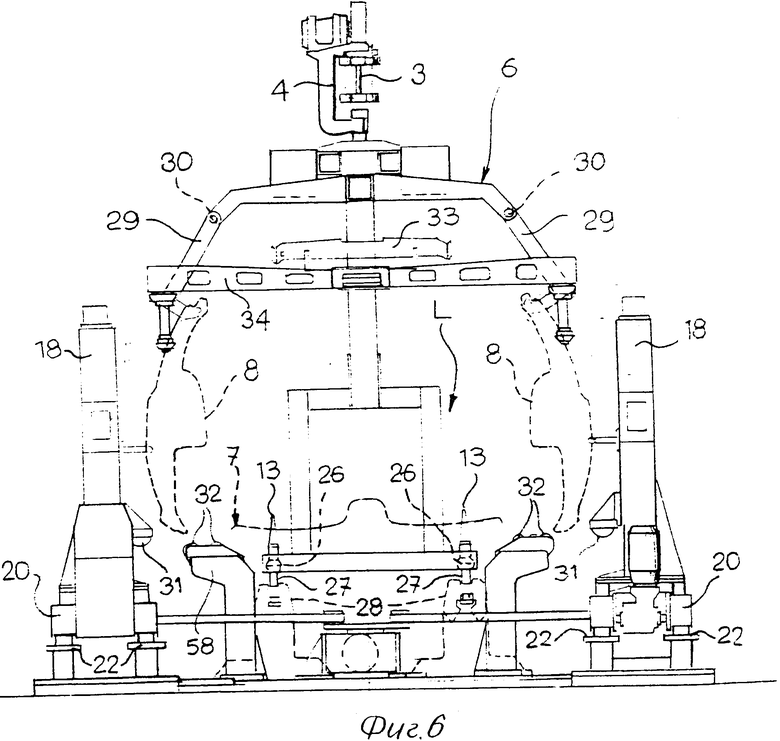
В иллюстрированном примере сварочная позиция 1 предназначена для работы с двумя разными моделями кузова. Позицией 2 схематически обозначена конвейерная линия для транспортировки комплектов элементов, составляющих различные свариваемые кузова, последовательно через сварочную позицию 1. В иллюстрируемом примере (см. фиг. 2) конвейерная линия 2 содержит подвесной конвейер, включающий в себя подвесной рельс 3, по которому перемещают тележку 4, снабженную приводящим ее в движение мотором-редуктором 5. Подвесная тележка 4 несет на себе поддерживающую конструкцию, или "крюк" 6, посредством которого подвешивают или как-нибудь иначе поддерживают основные элементы, образующие кузов, так, чтобы они были отделены друг от друга, но с удерживанием их так или иначе в положении, близком к положению окончательной сборки. Как показано на фиг. 6, упомянутые элементы в основном содержат панель 7 пола и две боковины 8. Как показано на фигурах 2 и 5, крюк 6 содержит передний брус 9 и задний брус 10, которые отходят вниз от верхнего продольного бруса, соединенного с подвесной тележкой 4. От брусьев 9, 10 также вниз отходят две поддерживающие части 11, 12, имеющие базовые конусы 13 (фиг. 6), входящие в соответствующие отверстия в панели 7 пола для поддерживания панели и одновременно надлежащего ее позиционирования, когда крюк 6 находится в зоне сварки, как это будет показано ниже.
Как показано на фиг. 1, различные элементы, составляющие комплект, переносятся каждый крюком 6, которые захватываются на позициях A, B, C, расположенных до позиции 1 сварки. В предпочтительном варианте на таких позициях устанавливают манипуляционные роботы, которые берут различные элементы из контейнеров 14 и размещают их на крюках 6. Разумеется, загрузку элементов можно осуществлять и другими автоматическими устройствами, отличными от роботов, или вручную. После загрузки всего комплекта каждый крюк 6 перемещают на позиции сварки по конвейерным линиям, которые сходятся в линию 2, образуя ряд комплектов, соответствующий любой возможной последовательности кузовов двух моделей, о которых идет речь.
Как также показано на фигурах 1, 2, на позиции 1 сварки установлены с обеих сторон конвейерной линии 2 сварочные роботы 16, которые могут делать необходимые сварные точки на каждом кузове на основе программы, соответствующей конкретной модели кузова.
Для фиксации различных элементов каждого комплекта в надлежащем для конечной сборки положении и обеспечения тем самым возможности осуществления сварки на позиции 1 предусмотрены две пары установочных рам 17, 18. Каждая пара рам 17, 18 снабжена несколькими зажимными устройствами, соответствующими свариваемой модели кузова. На приложенных чертежах зажимные устройства не показаны, поскольку они известны как таковые, а их отсутствие на чертежах облегчает понимание последних. Во всяком случае такие устройства содержат в соответствии с традиционным уровнем техники зажимы, каждый из которых имеет две губки, по крайней мере, одна из которых подвижна между разомкнутым и замкнутым положениями и имеет профиль, соответствующий профилю частей, сжимаемых друг с другом. Каждая из рам 17, 18 установлена на тележках 20 с колесами 21, направляемыми по продольным путям 22, расположенным на обеих сторонах конвейерной линии 2 и сварочной позиции 1. Таким образом, в устройстве в соответствии с настоящим изобретением полностью убрана громоздкая и сложная неподвижная поддерживающая конструкция, которая имеется в известных установках "Робогейт" для поддержания и направления установочных рам. Поэтому, как ясно показано на фиг. 2, габариты позиции сварки значительно уменьшены, и позиция полностью освобождена от конструкций, которые могут мешать работе сварочных роботов или их размещению. Благодаря этому значительно уменьшены также размеры каждой установочной рамы по отношению к традиционным размерам установочных рам, предусмотренных в известного типа системах "Робогейт".
Как также показано на фигурах 1, 2, благодаря установке установочных рам 17, 18 на тележках 20, направляемых по путям 22, рамы могут быть заменены одна на другую в рабочей зоне L сварочной позиции. В частности, каждая пара рам 17, 18 может быть перемещена между рабочим положением L и положением ожидания, которым для рам 17 является положение, обозначенное как W1 на фиг. 1, и для рам 18 положение, обозначенное на фиг. 1 как W2.
Как показано на фигурах 2-5, направляющие пути 22 на обеих сторонах позиции сварки имеют в рабочей зоне L отдельные участки 23, установленные с возможностью перемещения в направлении поперек продольного направления конвейерной линии 2 относительно неподвижных направляющих 24. Следовательно, когда пара установочных рам 17 и 18 находится в рабочей зоне L, такие рамы могут быть перемещены между разведенным, нерабочим положением (см. фиг. 6) и относительно сближенным, рабочим положением, в котором зажимные устройства, смонтированные на рамках, могут входить в сцепление с различными элементами, составляющими кузов, фиксируя их в требуемом для сборки положении относительно друг друга.
На фиг. 5 показаны двигатели 25 для привода тележек 20. Такими двигателями являются, например, электрические двигатели, питаемые любым образом, известным в области механизированных тележек. Что касается поперечного перемещения направляющих участков 23, то оно может быть обеспечено посредством любого передаточного устройства известного типа, например, посредством кривошипно-шатунного механизма (не показан). Как показано на фигурах 5, 6, 7, каждый крюк 6 поддерживает, как уже было сказано ранее, комплект основных элементов, составляющих кузов автомобиля, в частности панели 7 пола и боковин 8. Как уже было указано выше, панель 7 пола поддерживают посредством базовых конусов 13. Как показано на фиг. 6, также конусы 13 шарнирно установлены с помощью шарнирных устройств 26 на крюке 6. Конусы 13 имеют нижние стержни (хвостовики) 27, выступающие вниз от крюка 6 и удерживаемые в строго определенном положении посредством стопорных зажимов 28, установленных в рабочей зоне L позиции сварки, для обеспечения точного позиционирования панели 7 пола.
Как также показано на фигурах 6, 7, две боковины 8 подвешивают к поворотным рычагам 29, составляющим часть конструкции крюка 6, которые могут быть повернуты вокруг соответственных осей 30 шарнирного сочленения посредством любого приводного устройства, например моторредуктора и кривошипно-шатунного механизма (не показаны). Таким образом, рычаги 29 могут быть перемещены между первым, сведенным положением (фиг. 7) и вторым, разведенным положением (фиг. 6).
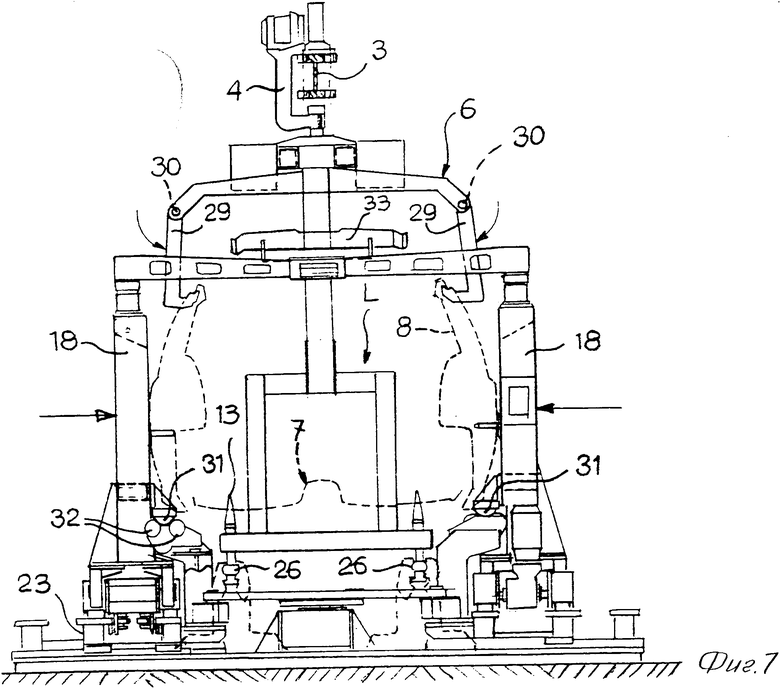
Когда крюк 6 приходит в рабочую зону L, рычаги 29 находятся в первом положении, показанном на фиг. 7. В это же самое время установочные рамы, находящиеся в рабочей зоне L (соответствующие свариваемой модели кузова), все еще занимают нерабочие, разведенные положения, показанные на фиг. 6.
В таком состоянии различные элементы еще не соединены друг с другом, а расположены отдельно один от другого в положении, близком к положению окончательной сборки (как показано на фиг. 7). Из такого состояния рычаги 29 разводят, до тех пор пока они не достигнут положения, показанного на фиг. 6, подведя при этом части 8 кузова к паре установочных рам (рамы 18 в случае, показанном на фиг. 6), которые находятся в рабочей зоне L. Когда будет достигнуто состояние, показанное на фиг. 6, зажимные устройства, установленные на установочных рамах 18, получат возможность сцепления с боковыми частями 8 кузова и поддержания их. При этом поворотные рычаги 29 прекратят выполнение функции поддержания боковин 8, а две установочные рамы 18 могут быть сближены друг с другом до достижения ими рабочих положений (фиг. 7) путем перемещения участков 23 путей в поперечном направлении.
Положение рам 18 в рабочем состоянии, показанном на фиг. 7, точно определяется вхождением базовых роликов или шариков 31, установленных в рамах, в соответствующие гнезда, образованные роликами 32, так, как показано более подробно ниже.
Когда установочные рамы приходят в положение, показанное на фиг. 7, зажимные устройства, установленные на этих рамах, фиксируют боковые части 8 кузова на панели 7 пола в надлежащем взаимном положении сборки. Одновременно используют один или более роботов 16 в качестве манипуляционных роботов для установки на двух боковых частях 8 верхних соединительных поперечин 33, находящихся, например, на стеллаже, установленном на крюке 6 с возможностью их захвата упомянутыми роботами. Для этого могут быть использованы роботы 16 любого типа, предназначенные как для манипулирования, так и для сварки, которые снабжены и манипуляционной, и сварочной головками, благодаря чему они могут работать как сварочные и как манипуляционные роботы.
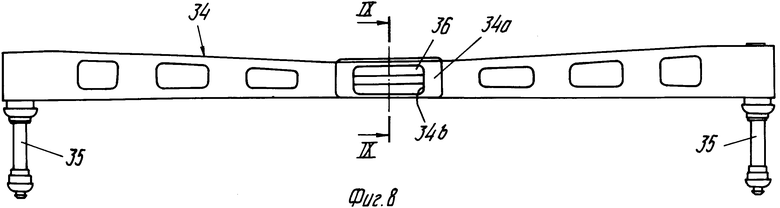
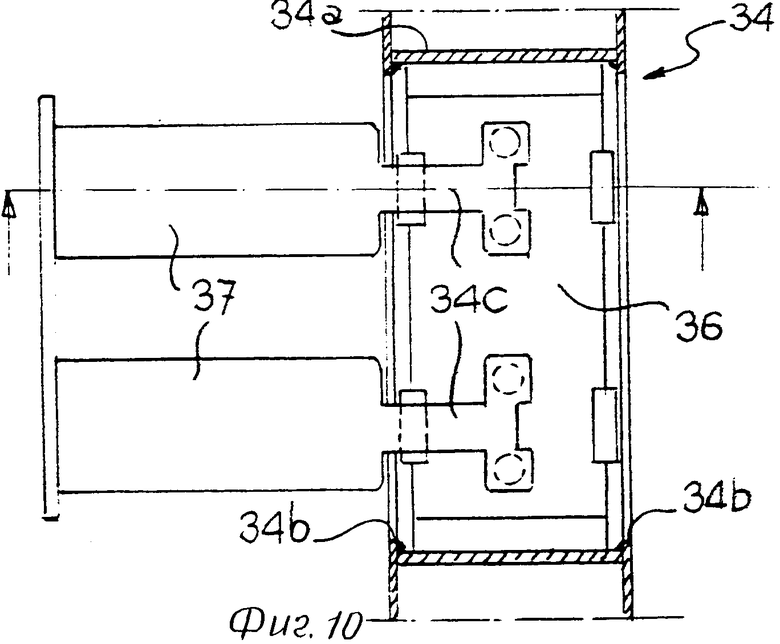
Кроме того, для обеспечения надлежащего позиционирования установочных рам 18 во время выполнения операции сварки рамы соединяют друг с другом на их верхних частях посредством поперечин 34, концы которых снабжены отходящими вниз штырями 35, которые входят в соответствующие гнезда в установочных рамах, как это будет более подробно показано ниже.
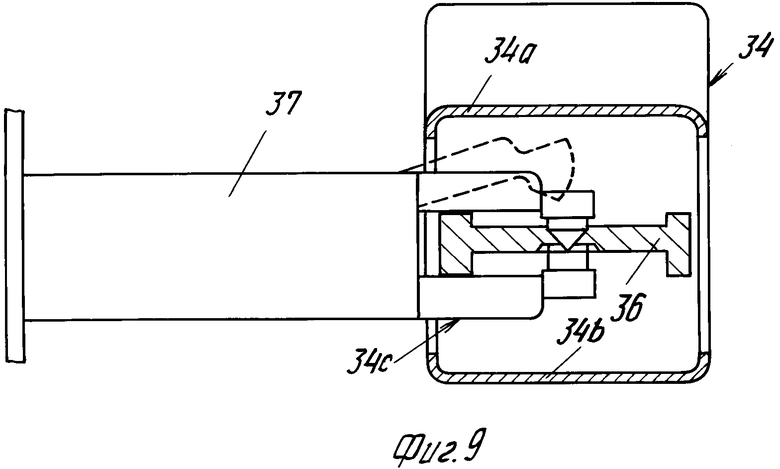
На фиг. 8 показана одна из поперечин 34. Эта поперечина имеет коробчатую конструкцию, выполненную из листового металла, и содержит центральную часть 34a с отверстием 34b, через которое два зажима 34c (фигуры 9, 10) могут входить во внутреннюю полость поперечины 34 и захватывать пластину 36, приваренную к конструкции поперечины 34. Два зажима 34c установлены на двух брусьях 37, которые должны быть присоединены к запястью одного из роботов 16.
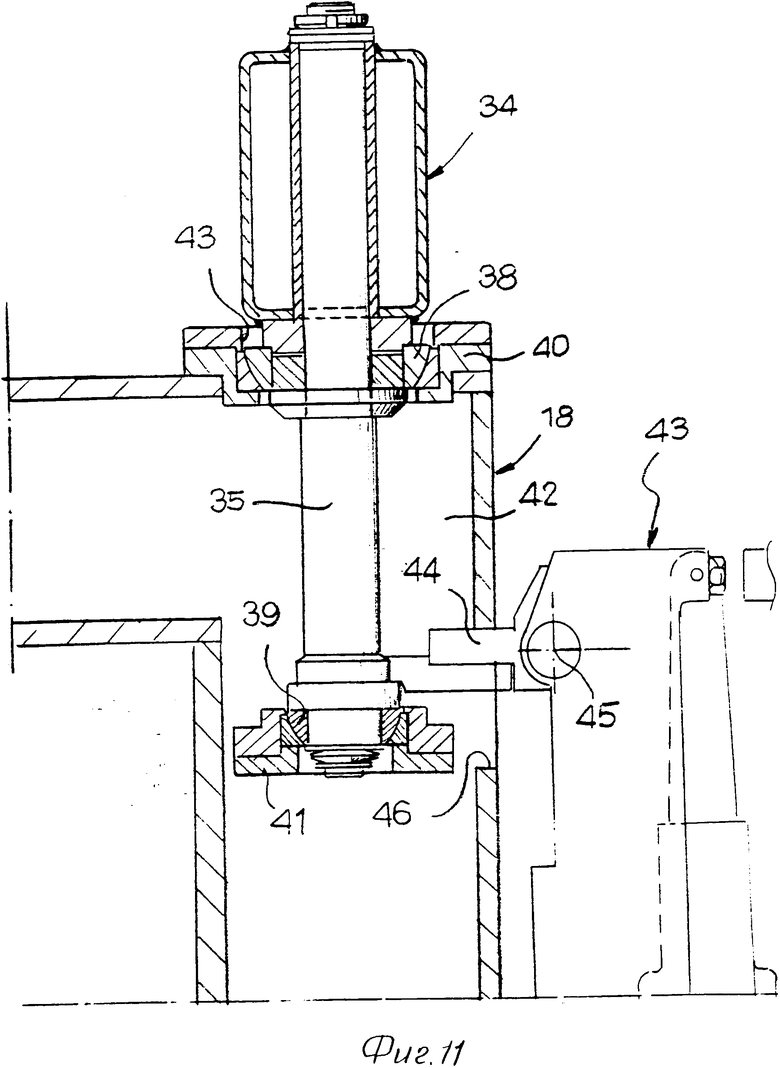
На фиг. 11 показан подробно один из концевых штырей 35, установленных на поперечине 34. Как показано, штырь 35 имеет два разнесенных в осевом направлении кольца 38, 39 со сферическими поверхностями, которые размещены в двух гнездах соответствующей формы, выполненных в двух элементах 40, 41, являющихся частью конструкции установочной рамы. Штырь 35 входит во внутреннюю полость 42 рамы через отверстие 43 на ее верхней поверхности и движется до тех пор, пока сферические кольца 38, 39 не войдут в соответствующие гнезда. В этом состоянии штырь 35 запирают на месте посредством стопорного (запорного) устройства 43, содержащего губку 44, шарнирно установленную с возможностью поворота вокруг оси 45, которую вводят через отверстие 46 рамы 18 до тех пор, пока она не войдет в сцепление с кольцевым уступом 47 на нижнем конце штыря 35. При этом два кольца 38, 39 оказываются прижатыми в осевом направлении к их гнездам, в результате чего поперечина 34 оказывается запертой на каждом конце в соответственной раме 18.
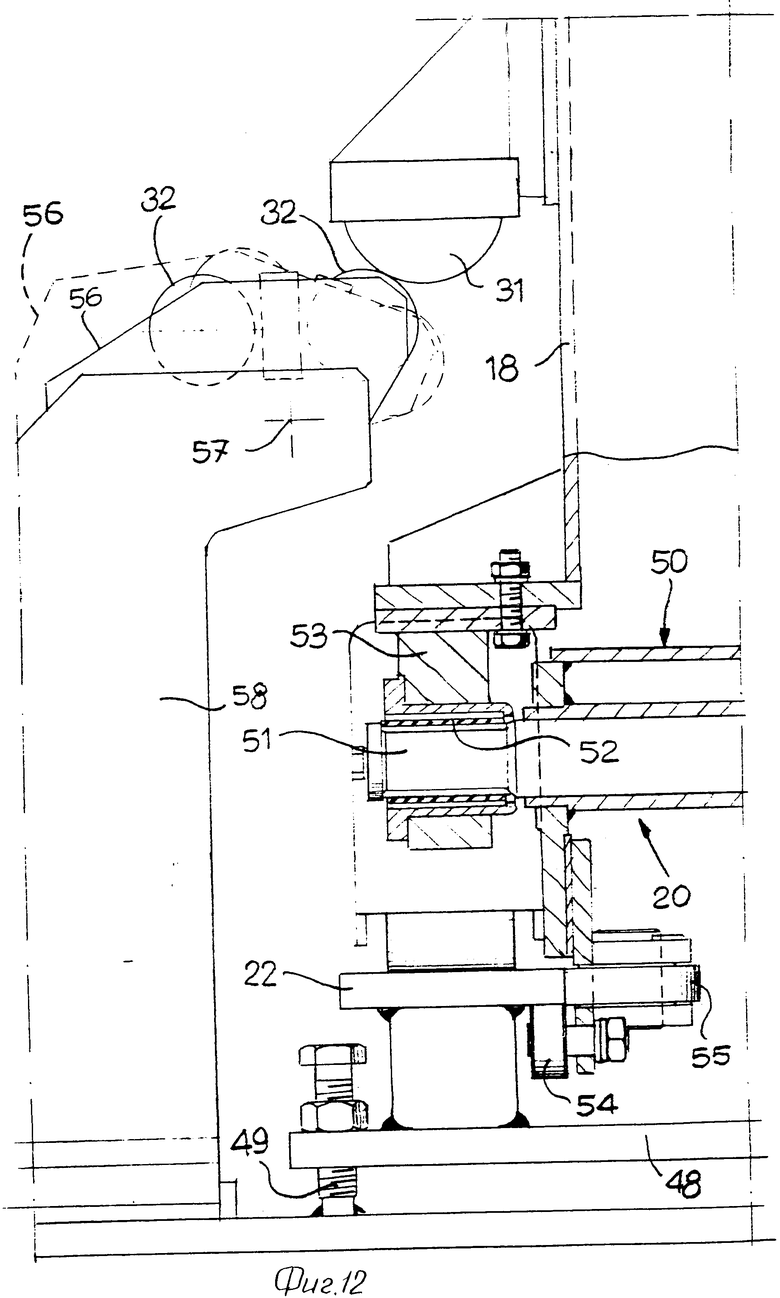
Как показано на фиг. 12, каждый путь 22 закреплен путем сварки на плоскости 48, которая может быть выравнена посредством винтов 49. Колеса 21 тележки 20 установлены с возможностью вращения на раме 50, которая имеет поперечный палец 51, поддерживающий конструкцию установочной рамы посредством промежуточного кольца 52 из высокоэластичного материала между указанным пальцем 31 и снабженной отверстием опорой 53, выступающей от конструкции рамы 18 (см. также фигуру 5). Таким образом, установочная рама имеет возможность небольшого перемещения в вертикальном направлении относительно рамы 50 тележки 20.
На фиг. 12 также подробно показано в увеличенном масштабе устройство, содержащее шар 31, входящий в гнездо, образованное между двумя роликами 32, когда рама 18 достигнет рабочего положения. Ролики 32 установлены в кронштейне 56, который шарнирно закреплен на неподвижной конструкции 58 с возможностью поворота вокруг оси 57, в результате чего, когда рама 18 перемещается в направлении к рабочему положению, кронштейн 56 находится в положении ожидания, показанном пунктирными линиями, до тех пор, пока шар 31 не войдет в контакт с роликами 32, заставляя кронштейн 56 поворачиваться, пока он не займет положение, показанное сплошными линиями, при котором рама 18, немного поднявшись (эта возможность обеспечена ей посредством резиновых втулок 52), устанавливается в требуемом для осуществления сварочных операций положении.
Как показано на фиг. 4, для каждой установочной рамы предусмотрены два устройства описанного выше типа. В одном случае используют два ролика 32, расположенные в плоскости, перпендикулярной к продольному направлению конвейерной линии, а для другой тележки рамы используют четыре ролика 32, расположенные крестообразно, при этом ролики 31 заменяют шаром.
Описанное выше устройство работает следующим образом.
На сварочную позицию 1 последовательно подают крюки 6, несущие комплекты элементов (панель пола и боковые части кузова), составляющих свариваемый кузов. Такие комплекты формируют на позициях A, B, C (фигура 1), расположенных до позиции сварки. В случае иллюстрируемого примера позиция 1 сварки выполнена для работы с двумя разными моделями кузова. Но, очевидно, что на этой позиции можно производить сварку более чем двух разных моделей при условии, что на ней будет предусмотрено соответствующее число пар установочных рам. После окончания операции сварки кузова на позиции сварки в рабочей зоне L приводят в действие конвейерную линию 2, чтобы передвинуть сваренный кузов в направлении к выходу и одновременно доставить в рабочую зону L новый комплект элементов, подлежащих сварке. Если новый комплект соответствует кузову модели, отличающейся от модели кузова, только что сваренной, то во время перемещения конвейерной линии 2 приводят в действие также механизированные тележки установочных рам 17, 18, чтобы сменить пару рам, находящихся в рабочей зоне L. Разумеется, это можно сделать лишь после перемещения двух установочных рам, находившихся до этого в рабочей зоне, в поперечном направлении в их разведенные, нерабочие положения. Пришедшие в рабочую зону две рамы оставляют в нерабочих, разведенных положениях. Затем разводят поворотные рычаги 29 крюка 6, только что прибывшего в рабочую зону L, чтобы подвести боковины 8 кузова в свариваемом комплекте к двум установочным рамам. Приводят в действие зажимные устройства рам, чтобы захватить и поддержать две боковины 8 кузова, после чего обе рамы перемещают в поперечном направлении в рабочие, сближенные положения, в которых различные зажимные устройства получают возможность фиксировать в требуемом положении боковые части 8 кузова относительно панели 7 пола. Одновременно эту панель пола фиксируют в точном положении путем зажатия нижних концов 27 базовых конусов 13 посредством стопорных зажимов 28. Кроме того, точное положение установочных рам обеспечивают путем сцепления роликов или шаров 31 с роликами 32, установленными в неподвижной конструкции 58, как было описано выше. Затем роботы 16, используемые как манипуляционные, захватывают верхние поперечины 33 и устанавливают их так, чтобы их концы соприкасались с двумя боковыми частями 8 кузова. Манипуляционные роботы берут также поперечины 34, имеющие штыри 35, и сцепляют их с двумя установочными рамами, чтобы образовать жесткую базовую клеткообразную конструкцию для фиксации различных свариваемых деталей.
Далее могут вступать в работу сварочные роботы, чтобы образовать на кузове такое количество точек сварки, которое достаточно для обеспечения кузову устойчивой формы. После выполнения этой операции сварки поперечины 34 снимают, выключают зажимные устройства установочных рам, а сами рамы отводят обратно в нерабочие, разведенные положения, оставляя сваренный кузов подвешенным к крюку 6. После этого цикл операций может быть повторен на вновь поданном комплекте элементов, подлежащих сварке.
Как ясно из предшествующего описания, устройство в соответствии с настоящим изобретением сохраняет все преимущества, типичные для системы "Робогейт", т. е. высокую гибкость (приспособляемость) работы, которая позволяет сваривать на позиции сварки кузова, даже очень отличающиеся друг от друга, возможность внедрения в производство новых моделей кузова при очень небольших затратах времени на переналадку и расходах и абсолютную однородность производимых кузовов одного и того же типа.
Устройство в соответствии с настоящим изобретением дает также и другие преимущества. Во-первых, совершенно исключается операция соединения лапками, которую традиционно выполняют до сварочной позиции системы "Робогейт" для предварительной сборки свариваемого кузова. Следовательно, производственное оборудование значительно упрощается и имеет более низкую стоимость. Кроме того, полностью исключены также громоздкие неподвижные конструкции, имеющиеся в традиционных сварочных постах системы "Робогейт", для поддержания и направления установочных рам. Как уже было описано, каждая рама может быть перемещена независимо от других рам, что оставляет большое пространство для размещения в требуемом положении сварочных роботов и обеспечивает большую гибкость в конструировании и монтаже, благодаря тому, что шаг между последовательными рамами на конвейерной линии не фиксирован.
И как уже было показано, устройство обеспечивает абсолютную точность требуемого позиционирования различных свариваемых частей и установочных рам, что обеспечивает очень высокое качество продукции.
Кроме того, установочные рамы значительно упрощаются по конструкции и имеют меньшие размеры по отношению к установочным рамам традиционных сварочных постов "Робогейт".
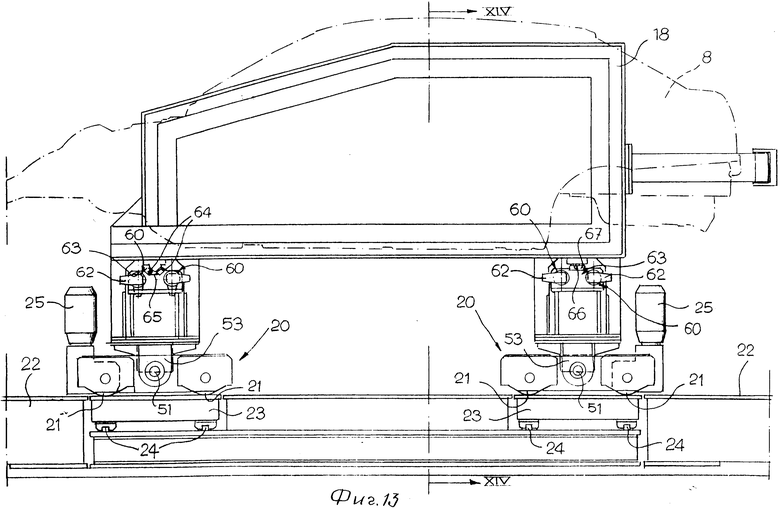
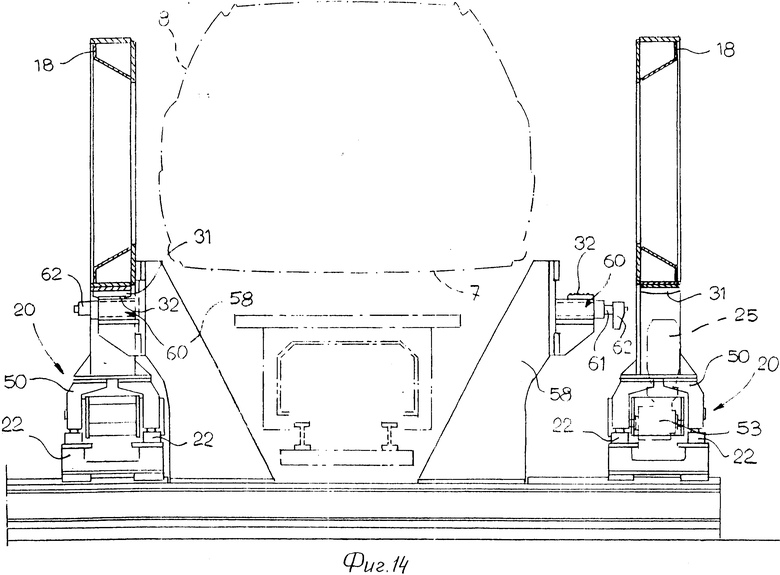
На фигурах 13 и 14 показан другой вариант устройства в соответствии с настоящим изобретением. На этих фигурах части, одинаковые или подобные тем, что уже были описаны выше, обозначены теми же самыми номерами позиций.
Фиг. 13 это вид, подобный показанному на фиг. 5, но в котором для простоты изображения убраны подвесной конвейер (рельс 3 и тележка 4) и крюк 6. На фиг. 14 показана также в упрощенном виде опорная конструкция для панели 7 пола.
Этот вариант отличается от описанного выше варианта в основном тем, что он устраняет необходимость использования верхних поперечин 34, что упрощает конструкцию и дает преимущество, состоящее в уменьшении габарита в поперечном направлении в верхней части сварочной позиции 1.
Это упрощение обеспечено тем, что установочные рамы 18 (или 17) не соединяют друг с другом вверху, а жестко соединяют (в местах, находящихся выше тележек 20) с соответственными неподвижно закрепленными конструкциями 58. Для этого на каждой конструкции 58 установлены соответственные фиксирующие силовые приводы 60 традиционного типа, например приводы, работающие от текучей среды, или эквивалентные приводы, каждый из которых имеет подвижную консоль 61 со сцепным концевым элементом 62, выполненным с возможностью прохождения через отверстие 63, образованное над соответствующей тележкой 20 установочной рамы 18. Сцепной концевой элемент 62 может быть повернут, например, на 90 градусов, между опущенным, исходным положением, показанным в правой части фигуры 14, и поднятым, рабочим положением, оказанным в левой части той же фигуры и на фигуре 13.
Кроме того, в зоне приводов 60 неподвижные конструкции 58, расположенные вблизи передней части каждой рамы 18, имеют пару противоположно расположенных роликов 64 с наклонными осями, предназначенных для взаимодействия с соответствующей поверхностью 65 конструкции передней тележки 20, а вблизи задней части каждой рамы 18 конструкции 58 имеют ролик 67 с вертикальной осью, предназначенный для взаимодействия с сопрягаемой с ним поверхностью 66 конструкции задней тележки 20.
Во время работы, когда две установочные рамы 18 передвигают в поперечном направлении из разведенных, нерабочих положений (показанных в правой части фигуры 14) в относительно сближенные, рабочие положения (показанные в левой части той же самой фигуры и на фиг. 13), приводят в действие силовые приводы 60, чтобы зажать и жестко зафиксировать (с наружных сторон соответствующих отверстий 63) установочные рамы 18 относительно неподвижных конструкций 58. На стадии сближения ролики 64 и 67, взаимодействуя с соответствующими поверхностями 65 и 66, убирают упругую деформацию под нагрузкой элементов 52 из высокоэластичного материала, в результате чего рамы 18 слегка поднимаются подобно тому, как уже было описано со ссылками на предыдущий вариант.
Таким образом, точное и устойчивое позиционирование установочных рам 18 обеспечивают без использования верхних поперечных элементов.
Разумеется, не меняя принципов настоящего изобретения, можно широко изменять детали и варианты конструкции относительно тех, что уже описаны и проиллюстрированы выше лишь в качестве примера, в пределах объема настоящего изобретения.
Использование: точечная контактная сварка конструкций из штампованных элементов из листовой стали, в частности, кузовов автомобилей. Сущность изобретения: устройство содержит позицию сварки (1) с автоматическими программируемыми сварочными средствами, конвейерную линию (2) для подачи свариваемых конструкций на позицию сварки. Устройство оснащено установочными рамами с зажимными элементами для фиксации свариваемых элементов. Число пар установочных рам соответствует числу типов свариваемых конструкций. Рамы установлены на механизированных тележках для перемещения по продольным направляющим. Конвейерная линия снабжена поддерживающим устройством для обеспечения одновременного перемещения и фиксации элементов конструкции. Элементы свариваемой конструкции поступают в рабочую зону подвешенными к крючку без предварительного соединения друг с другом. 6 з.п. ф-лы, 14 ил.
| Патент ФРГ N 3720175, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
