Изобретение относится к машиностроению, а именно к вспомогательному оборудованию для проведения сборочно-сварочных работ, и может быть использовано, например, для базирования изделий, преимущественно в виде рамы со скобой.
Цель изобретения - повышение производительности путем облегчения установки изделия в положение предварительного базирования.
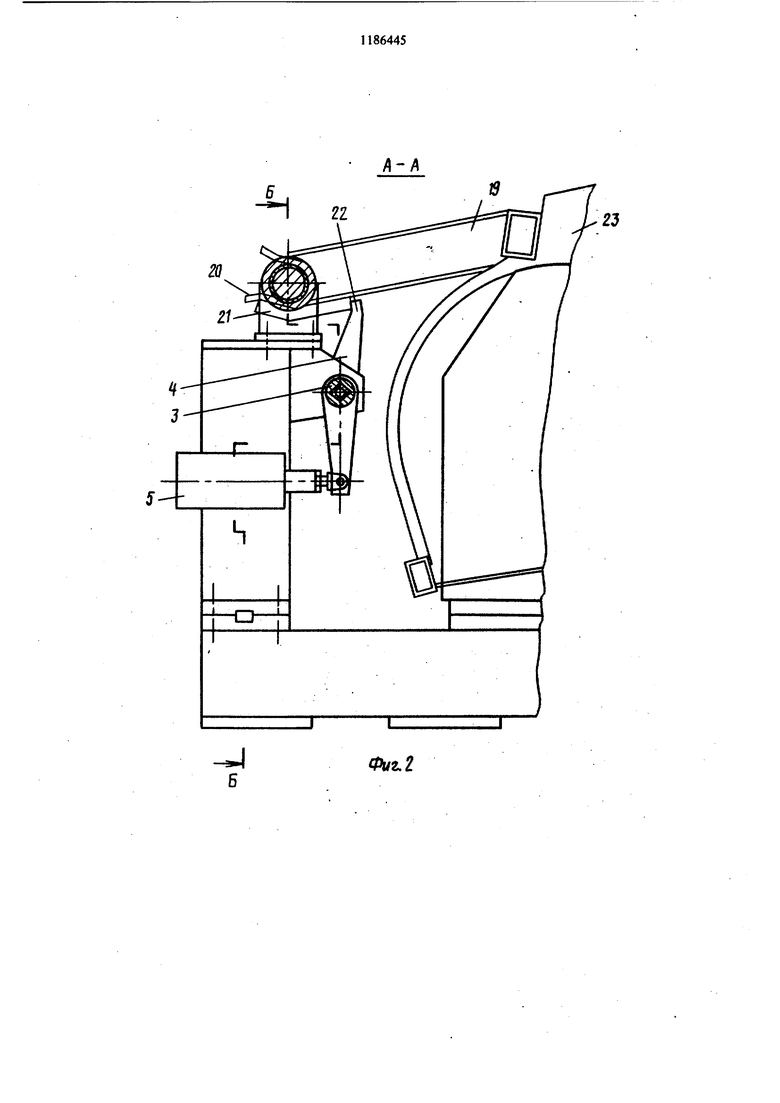
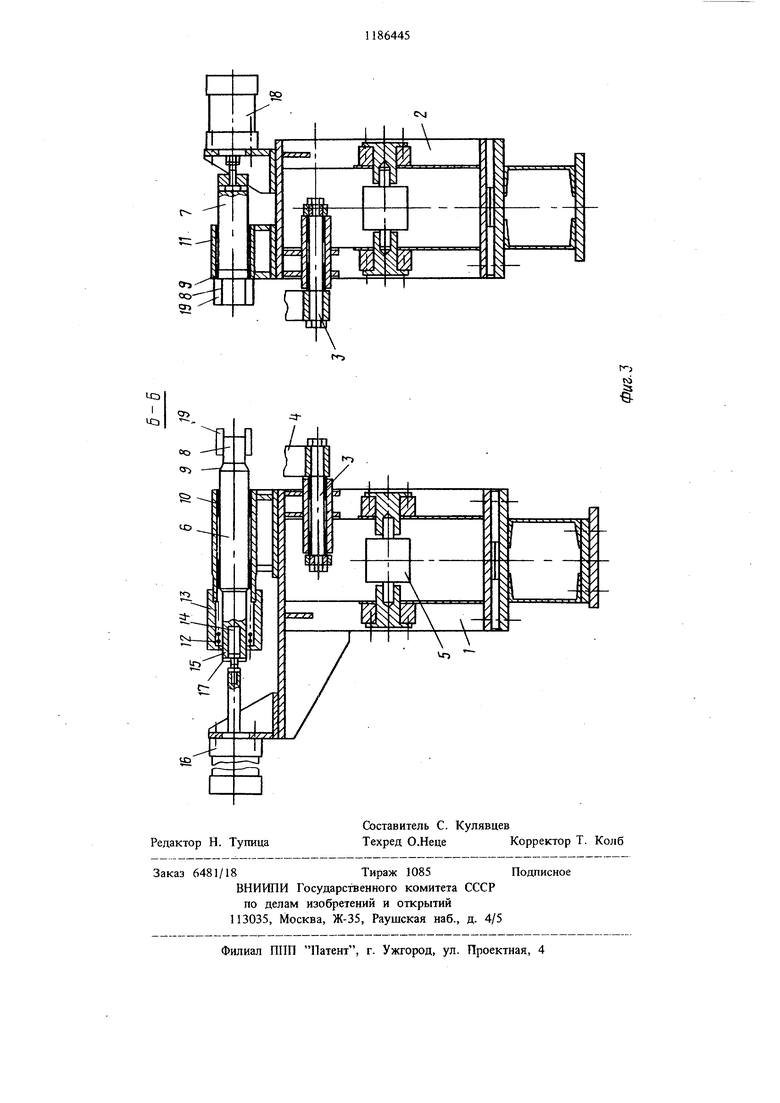
На фиг. 1 изображено устройство для .базирования изделий, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство для базирования изделий состоит из двух стоек 1 и 2 с осями 3, на которых установлены боковые прижимы 4, Знутри стоек 1 и 2 расположены силовые цилиндры 5 для привода прижимов 4.
Устройство снабжено центрирующими
пальцами, выполненными в виде штырей 6 и 7, которые имеют как цилиндрический участок 8 для предварительного, так и конический участок 9 для окончательного базирования и расположены в направляющих 10 и 11. Штырь 6 поджат пружиной 12, которая расположена внутри регулировочной гайки 13, Для обеспечеиия перемещения щтыря 6 влево на его левом торце выполнен продольный цилиндрический паз 14, в котором распо ложен упор 15 штока силового цилиндра 16. Паз закрыт крышкой 17. Штырь 7 соединен с силовым цилиндром 18. Базируемая деталь 19 представляет собой пространственную габаритную конструкцию сложной конфигурации, в которой на конце двух выступающих кронштейнов соосно установлены скобы 20. Деталь 19 имеет упор 21, а прижимы 4 - направляющие выступы 22, с помощью которых
обеспечивается поджим скоб 20 к штырям 6 и 7. Деталь 19 приваривается к раме 23.
Устройство работает следующим образом.
При базировании детали 19 она своими скобами 20 насаживается на цилиндрические участки 8 выдвинутьпс штырей 6 и 7 вплотную к правой направляющей 10. Центрируемые скобы своим замкнутым сечением прижимаются, к штырям 6 и 7 благодаря упору 21 в выступ прижимов 4, которые приводятся в действие силовыми цилиндрами 5. С включением силового цилиндра 18 передвигается влево штырь 7. При зтом обе скобы 201 насаживаются на конический участок 9 окончательного базирования штырей 6 и 7, преодолевается усилие пружины 12 и деталь 19 передвигается влево вдоль направляющих выступов 22 боковых прижимов 4 до упора в направляющую 10, чем обеспечивается точное центрирование изделия по оси и по размеру от края рамы 23. При зтом упор 15 силового цилиндра 16 за счет наличия паза 14, закрытого крьшпсой 17, остается неподвижным. Деталь 19 приваривается к раме 23. Для свободного съема изделия левый 6 и . правый 7 штыри убираются внутрь направляющих 10 и 11 соответственно силовыми цилиндрами 16 и 18.
Благодаря тому, что центрирующие пальцы вьшолнены в виде штырей с цилиндрическими участками для предварительного базирования скобы и коническими участками для окончательного базирования скобы, при зтом один из штырей подпружинен, а боковые прижимы выполнены с направляющими выступами, .предлагаемое устройство обеспечивает .. повышение производительности путем облегчения установки изделия по сравне гаю с известным устройством. 1
б
Фиг.2 22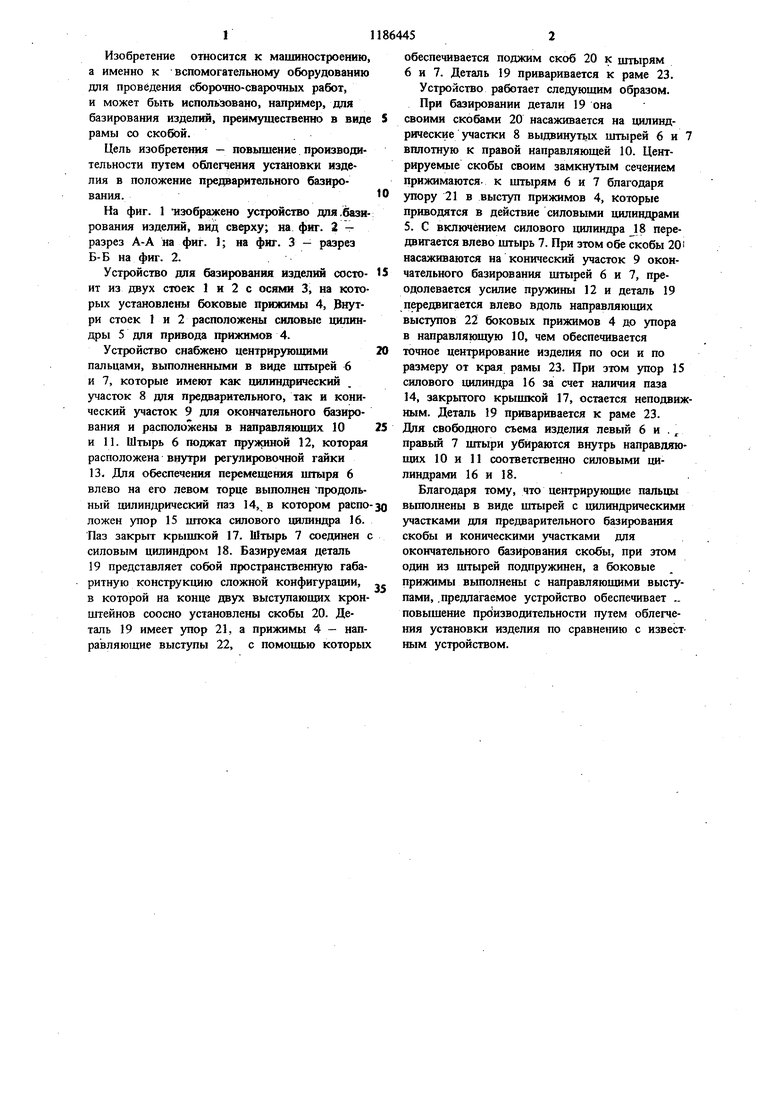
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки изделий | 1986 |
|
SU1395444A1 |
| Устройство для фиксации трубчатых конструкций | 1986 |
|
SU1393572A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Устройство к протяжным станкам для закрепления нежестких деталей | 1985 |
|
SU1329925A1 |
| Способ сборки редукторов и устройство для его осуществления | 1990 |
|
SU1754403A1 |
| Механизм электросоединителя | 2024 |
|
RU2840485C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для запрессовки деталей типа втулок в отверстия проушин изделий | 1986 |
|
SU1318383A1 |
| Устройство для зажима изделия при сварке | 1984 |
|
SU1212746A1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2258573C2 |
УСТЮЙСТВО ДЛЯ БАЗИЮВАНИЯ ИЗДЕЛИЙ, преимущественно рамы со скобой. содержащее основание, приводные центрирующие пальцы для предварительного базирования и приводные боковые прижимы для окончательного базирования изделия, отличающееся тем, что, с целью повышения производительности путем облегчения установки изделия в положение предварительного бази-. рования, центрирующие пальцы выполнены в виде шгьфей с шшинфическими участками для предварительного базирований скобы и коническими участками для окончательного базирования скоЫ, при этом один из штырей .поютружинен, а боковые прижимы выполйены с направляющими выступами для i ориентации рамы в плоскости, перпеидикулярной оси центрирующих пальцев. (Л 00 Од ел
| Оборудование для комплексной механизации сварочного производства, ч | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М.: НИИМАШ, 1967, с | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
