(54) УСТРОЙСТВО ДЛЯ СВОРКИ И ДУГОВОЙ СВАРКИ Изобретение относится к сварке, а именно устройствам для сборки и дуговой сварки металлоконструкции, преимущественно автомобильных колодок, состоящих из двух ребер и обода. Известны гибочно-сварочные машин для формовки и рельефной сварки авт мобильных тормозных колодок, содержащие станину, вращатель с зажимным устройством, состоящий из передней и. задней бабок, между которыми зажимается подданое из магазина-питателя одно ребро, магазин-питатель ребер и магазин-питатель ободов, ко торые подаются в виде плоской полос между верхним нажимным роликом, вы полняющим функции катящегося электрода и гибочного валка. Нажимной р лик изгибает (вальцует) обод и прижимает его к ребру свариваемой колодки. Усилие прижатия верхнего ролика, а следовательно и сварочное давление на электроды создается пневмоцилиндром, которое достигает 3 т при толщине обода 5-6 мм. Пита ние машины заготовками из магазино питателеп осущест.зляется автоматически 1 . МЕТАЛЛОКОНСТРУКЦИЙ Тормозные колодки грузовых автомобилей (толщина обода более 6 Lм) состоят из двух ребер и одного обода. Собираются они вручную в приспособлениях и варятся полуавтоматической сваркой по всему периметру соприкосновения деталей, чем обеспечивается более прочное сварное соединение , Использовать известные машины, для дуговой сварки двух ребер с ободом, имеющим конечную изогнутую форму толщиной 8-10 мм и выше, невозможно по следующим причинам: вращатель с зажимным устройством, состоящим из передней и задней бабок, предусмотрен для зажима одного ребра колодки } магазин-питатель ободьев предусмотрен для подачи плоских заготовок; магазин-питатель ребер предусмотрен для подачи во вращатель одного ребра; такое взаимное распо.по- жение магазинов-питателей и вращателя с передней и задней бабами не позволяет расположить мундштук для дуговой сварки. Кроме того, обогнуть по ребрам толстый обод контактным роликом сложно, а рельефно-профнльг)ая сварка больших толщин требует иатрат больших мощностеи гишктроэ кгргии
например от 350 до 600 кВт и выше,и не обеспечивает при -этих толщинах н необходимой прочности сварного соединения, так как сварка ребрас ободом происходит.не по всему периметру соприкосновения деталей, а по специально выштампованным выступам.
При наличии на заготовках задиров и заусенцев нарушается четкость работы магазинов-питателей, так как подать заготовку во вращатель из сжатого пакета трудно. Поэтому пере загрузкой заготовки проходят технологическую обработку (применяют различные устройства для зачистки заусенцев, снятия острых кромок, контроля толщины ребер и зачистки рельефо-в под сварку) . Ручная сборка в приспособлениях двух ребер и обода и их полуавтоматическая сварка малопроизводительна, требует болыиих физических усилий человека и вредна для его здоровья.
Известно устройство для сборки и дуговой сварки металлоконструкций, преимущественно автомобильных тормозных колодок, состоящих из двух ребер и обода, содержащее смонтированные на основании вращатель, выполненный в виде поворотного вокруг оси корпуса, сварочные головки, транспортные средства для подвода заготовок к вращателю, пе.регружатели заготовок с транспортеров к вращателю и съемник готовой металлоконструкции с вращателем 2
Недостатком устройства является то, что оно не обеспечивает высоког качества тормозных колодок, так как недостаточно качественна их сборка.
Цель изобретения. - повышение качества тормозных колодок, путем улучшения качества сборки.
Поставленная цель достигается тем, что вращатель снабжен поджимными опорными роликами для поджима обода к ребрам; транспортные средства для подачи ребер и ободов выполнены в виде грейферных шаговых транспортеров, в состав каждого из которых входит приводная штанга, .при этом штанга транспортера для подачи ребер расположена вдоль оси вращения вращателя, а штанга транспртера для подачи ободов расположена перпендикулярно оси вращения вращателя, причем каждый перегружатель выполнен в виде псдаоротного от индивидуального привода рычага, на свободном конце которого размещен захват заготовки, а Яоворотный рычаг для перегородки ободов смонтирован с возможностью перемещения от дополнительного привода вдоль своей оси поворота.
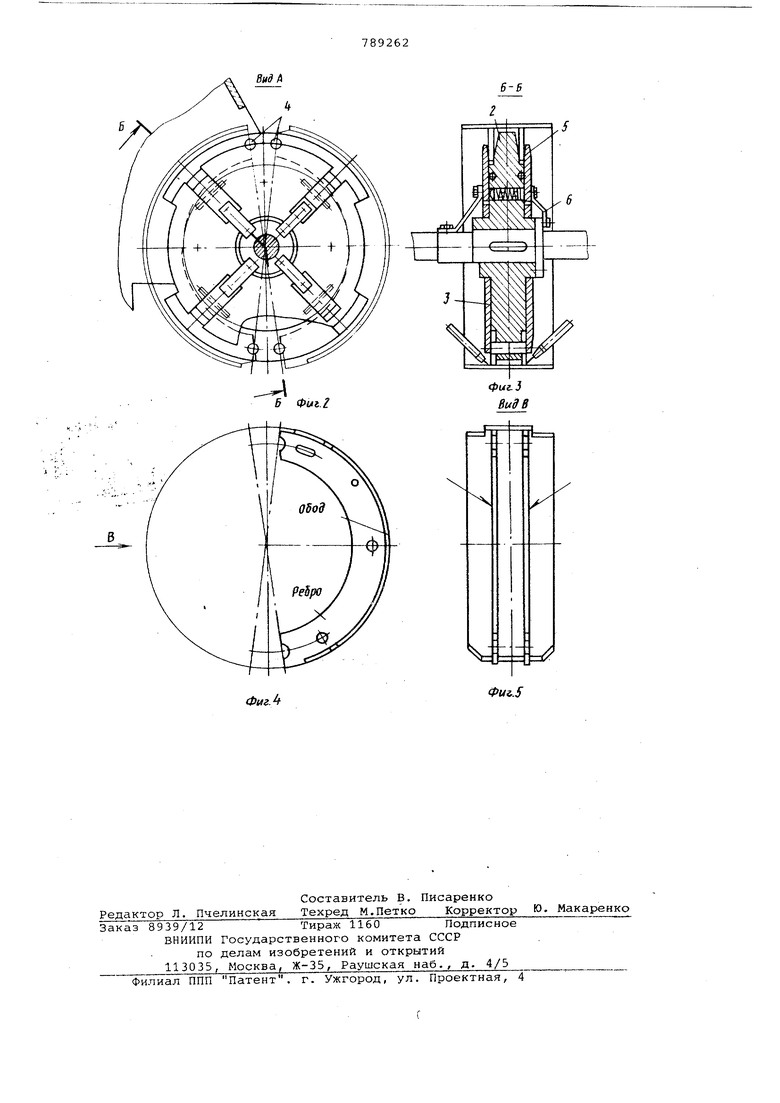
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 то же, вид А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 2; на фиг. 4 тормозная колодка, вид сбоку; на фиг. 5 - вид В на фиг. 4;
На основании устройства в подшипниках закреплен вращатель 1, выполненный в виде корпуса 2- с накладками 3, обр1азуюшими два паза, и центрирующими пальцами 4. Пазы во вращателе устанавливают расстояние между ребрами, а пальцы 4 центрируют их по диаметру. Вращатель 1 снабжен подпружиненными планками 5, соединенными токоотводящими шинами 6 с валом, на котором закреплен токосъемник 7. Вал соединен с приводом вращения. На выходном валу привода закреплено кольцо 8 с двумя выступами под фиксатор 9 исходного положения вращателя и червячное колесо 10, соединенное с электромагнитной муфтой 11, жестко укрепленной на валу. Для выгрузки сваренной тормозной колодки из вращателя -предусмотрен съемник в виде вилки 12 с приводом 13 в виде цилиндра. На основании в горизонтальной плоскости расположены два грейферных шаговых транспортера, в торце каждого из которых размещены перегружатели, выполненные в виде поворотного рычага, на свободном конце которого размещен захват заготовки. Грейферный шаговый транспортер содержит ..неподвижную опорную раму 14 с направляющими 15 под заготовки и неподвижную несущую раму 16, а также цилиндр 17 для вертикального и цилиндр 18 для горизонтального перемещения несущей рамы. Несущая рама 16 состоит из основания, во втулках 19 которого размещены штоки 20 штанги, несущие направляющие 21. Штанги грейферного шагового транспортера для подачи ребер расположена вдоль оси вращении вращателя 1.
Шток цилиндра 18 -горизонтального перемещения шарнирно соединен с ползуном 22, несущим продолжение штанги с подвижными направляющими 21, с пазом 23 под одну заготовку, В начале штоков имеются регулируемые упоры 24, а концы штоков через пружины 25 упираются в основание. С ос.нованием соединен шток цилиндра 17 вертикального перемещения, а колонки 26 основания входят во втулки 27 неподвижной опорной рамы.
Аналогично выполнен и грейферный шаговый транспортер, предназначенный для питания устройства ободами.
Штанга грейферного шагового транспортера дляподачи ободов расположена перпендикулярно оси вращения 1.
Перегружатели представляют собой рычаги 28 и 29 с захватами 30 и 31. Конец 28 ребер закреплен на валу шестерни 32, входящей в зацепление с зубчатой рейкой, закрепленной на штоке цилиндра 33. Перегружатель обода выполнен аналогично
перегружателю ребер. Отличие в том, что на оси 34 поворота рычага 19, выполненного в виде шлицевого вала, расположенавтулка рычага 29, которая через поводок 35 соединена с допол нитeльны.1 приводом, выполненным в виде штока цилиндра 36.
В месте сварки и под углом к нему расположены прижимные ролики 37 и 38, обеспечивающие прижим обода к ребрам и соединенные с цилиндрами. С двух сторон вращателя, на станине размещены подающие механизмы 39 с мундштуками и катушками 40 со сварочной проволокой. Позиция 41 обозначены неподвижны направляющи-е, а позиция 42 - силовой цилиндр поворота рычага 29 перегружателя ободьев .
Предлагаемое устройство работает следущим образом.
Из-под штампа в пазы неподвижных направляющих 15 первого питателя укладываются ребра, а на неподвижные направляющие 41 второго - ободь В начале работы установки все неподвижные пазы заполнены заготовками. При пуске установки фиксатором 9 вращатель 1 установлен в исходное положение. Подвижная рама 16 со своими направляющими 21 находится в опщенном положении «иже неподвижной рамы со своими направляющими 15. Для перемещения заготовок включается цилиндр 17, который своим штоком поднимает подвижные направляющие 21 выше неподвижных 15. Таким образом подвижные направляющие 21 при своем подъеме снимают все заготовки с направляющих 15 неподвижной рамы. Включается цилиндр 18, который перемещает ползун 22, в пазах 23 которого расположена первая заготовка, при этом штоки 20 штанги с направляющими 21 остаются на месте. Движение ползуна 22, взаимодействующего с упорами 24, передается штокам 20 штанги, а с ними и заготовкам, уложенным в пазах на направляющих 21. Таким образом все заготовки перемещаются на шаг а первая от второй - на увеличеннный шаг соответствующий пазам в захва- те 30 и во вращателе 1. Совершив полный ход, несущая рама останавливается и опускается в нижнее положение. Все заготовки снимаются неподвижными направляющими 15, а перв два - пазами 23 захвата 30, Затем начинается обратный ход nojJ3yHa 22 до упора его в штоки 20 штанги и совместно с ними в исходное положение.
Аналогично работает транспортер, предназначенный для ободьев, который укладывает один обод в захват 31, в котором он зажимается. От действия цилиндра 33 захват 30 с двумя зажатьоми ребрами поворачивается и
ребра входят в пазы вращателя 1. Во вращателе они удерживаются подпружиненными планками 5 и фиксируются пальцами 4. Захват 30 растфывается и рычаг 28 возвращается в исходное горизонтальное положение, где он загружается следующей парой рёбер. Одновременно происходят загрузка захвата 31 ободом. Цилиндр 42 повора- чивает рычаг 29 в вертикальное положение, а горизонтальный цилиндр 36
0 прижима через поводок 35 перемещает ее по шлицевым направляющим 34 до соприкосновения обода с ребрами во вращателе 1. Обод поджимается к ребрам прижимным роликом 38. Раскрывает5ся захва 31 и рыпаг возвращается в горизонтальное положение, а затем смещается в исходное. Происходит загрузка перегружателя очередным способом.
После прижима роликом обода к
0 ребрам во вращателе и возврата рычага в исходное положение фиксатор 9 освобождает выходной-вал привода, а электромагнитная муфта 11 соединяет червячное колесо 10с валом и
5 происходит вращение. При подходе обода к мундштукам срабатывает нижний прижимной ролик 37, включается подача защитного газа, электродной проволоки и начинается сварка. Во
D время вращения происходит сварка двух ребер с двух сторон. При вращении корпуса вращателя приваривае- . мый обод своими краями заходит за вилку 12. По окончании сварки и фик5сации вращателя висходном положении колодка выгружается из пазов вращателя вилкой 12. В это время вторая позиция вращателя загружается ребрами и ободом. Цикл повторяется. Транспортеры догружаются за-
0 готовками без остановки работы машины.
Формула изобретения
45
Устройство для сборки и дуговой сварки Металлоконструкций, преимущественно автомобильных тормозных колодок, состоящих из двух ребер и обода, содержащее смонтированные на основании вращатель, выполненный в виде поворотного вокруг оси корпуса, сварочные головки, транспортные средства для подвода заготовок к вращателю, перегружатели
заготовок с транспортеров, к вращателю и съемник готовой металлоконструкции с вращателя, отличающеес я тем, что, с целью повышения
качества автомобильных тормозных колодок путем улучшения качества сборки, вращатель снабжен поджимными опорными роликами для поджима обода к ребрам, транспортные сре ства для подачи ребер и ободов, выполнены в виде грейферных шаговых транспортеров, в состав каждого из которых входит приводная штанга, при этом штанга транспортера, для подачи ребер расположена вдоль оси вращения вращателя, а штанга транспортера для подачи ободов расположена перпендикулярно оси вращения вращателя, причем каждый перегружатель выполнен в виде поворотного от индивидуального рычага, на свободном конце которого размещен захват заготовки, а поворотный рычаг для перегрузки ободов смонтирован с возможностью перемещения от дополнительного привода вдоль своей оси поворота.
Источники информации, принятые во внимание при экспертизе
1. Севбо П.И. Комбинированные машины для сварочного производства. Киев, Наукова.думка, 1975, 187-190.
2. Авторское свидетельство СССР 526479, кл. В 23 К 37/04, 1973.
Budf
6-6


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Устройство для сборки и дуговой сварки металлоконструкции | 1985 |
|
SU1258671A2 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| Технологический комплекс для обработки цилиндрических деталей | 1989 |
|
SU1761436A2 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| Устройство для сборки и рельефной сварки тела вращения с шипами | 1985 |
|
SU1294550A1 |
| Загрузочное устройство | 1977 |
|
SU740437A1 |