Фиг. 2
Изобретение относится к станкостроению, а именно к устройствам для подачи смазоч- но-охлаждающих средств к стайку с системой программного управления.
Цель изобретения - упрощение конструкции.
На фиг. 1 приведено устройство, общий вид; на фиг. 2 - клапан, продольный разрез.
Устройство содержит закрепленное на инструментальном диске 1 суппорта 2 станка сопло 3 с трубопроводом 4, распределительный клапан 5, выход 6 которого связан с трубопроводом 4 сопла 3, системы подачи смазочно-охлаждагощей жидкости (СОЖ) и подачи воздуха с блоками управления (не показаны) и трубопроводами 7 и 8, связанными с соответствующими входами 9 и 0 распределительного клапана 5. При этом системы подачи СОЖ и воздуха связаны с системой программного управления станка, а клапан 5 выполнен в виде тройника 1 с соосио расположенными входами 9 и 10, двух запирающих входы элементов 12 и 3, например шариков, и расположенного между ними упругого элемента 14, например, в 1зиде цилиндрической пружины.
Устройство работает следующим образом.. ,
Обрабатываемая деталь 15 устанавли- йаетсп на базовые поверхности 16 кулачков 17 патрона. Начинается обработка детали по программе станка. По сигналу системы программного управления станка включается система подачи СОЖ, которая по трубопроводу 7 подается к клапану 5, где отжимает элемент 13, сжимая элемент 14 и донол
нительно запирая вход 10. СОЖ из клепай 5 но трубопроводу 4 попадает в сопло 3 и оттуда в зону обработки. После окончания обработки подача СОЖ прекращается и
элемент 13 под действием элемента 14 возвращается на место, запирая вход. Система программного управления станка подает сигнал на включение системы подачи воздуха. Воздух по трубопроводу 8 подается к входу 10, где отжимает элемент 12, сжимая элемент 14, и попадает в сопло 3. В это время деталь 15 снята с патрона. Воздух из сопла 3 попадает на базовые поверхности 16 кулачков 17 и удаляет с них стружку и посторонние частицы. Полный обдув
происходит за счет перемещения инструментального диска 1 с соплом 3 относительно кулачков 17.
Формула изобретения
Устройство для подачи смазочно-охлаж- дающих средств к станку с системой программного управления, содержащее системы подачи смазочно-охлаждающей жидкости (СОЖ) и подачи воздуха со связанными с системой программного управления блоками управления и трубопроводами, и сопло, отличающееся тем, что, с целью упрощения конструкции, устройство снабжено распределительным клапаном, связывающим с соплом трубопроводы каждой из
систем подачи СОЖ и воздуха и выполненным в виде тройника с соосно расположенными входами, двух запирающих вход элементов и расположенного между ними .упругого элемента.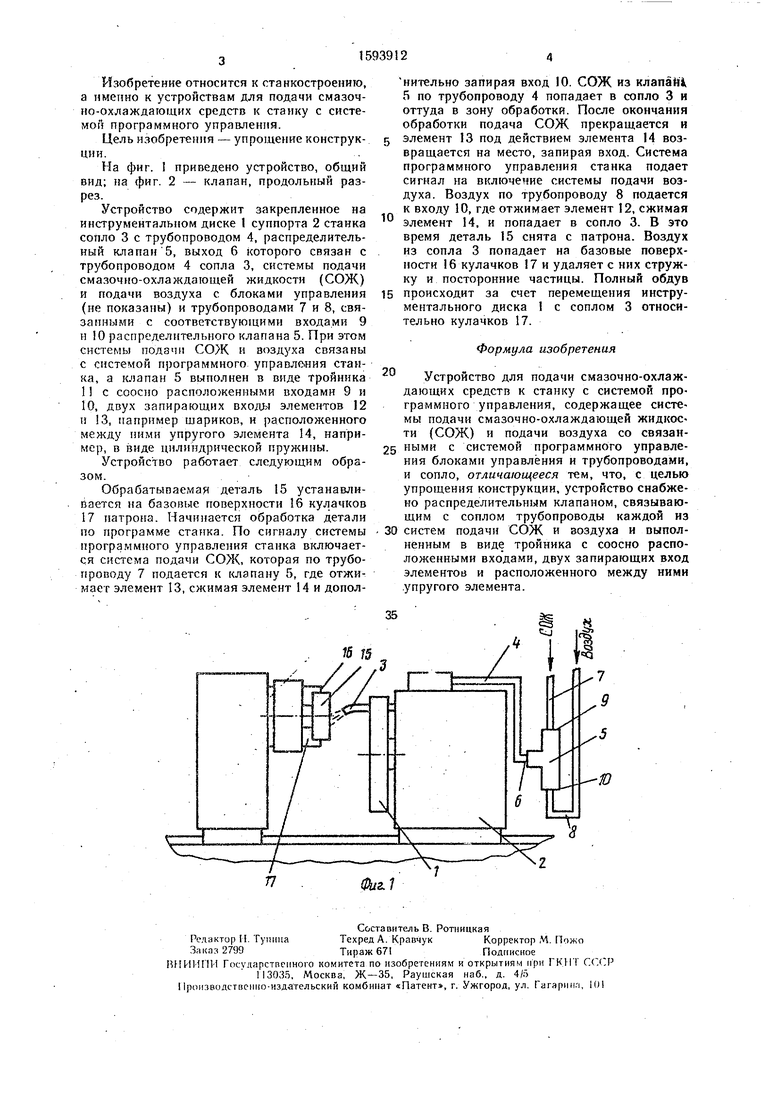
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационный станок | 1986 |
|
SU1393579A1 |
| Многооперационный станок | 1984 |
|
SU1202788A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ШЛИФОВАНИЕМ И УПРОЧНЕНИЕМ ВОДОЛЕДЯНЫМ ИНСТРУМЕНТОМ | 2008 |
|
RU2416506C2 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ | 1997 |
|
RU2163862C2 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1985 |
|
SU1283047A1 |
| Устройство для подачи смазывающей технологической среды | 2021 |
|
RU2772476C1 |
| Устройство для автоматической подачиСМАзОчНО-ОХлАждАющЕй жидКОСТи | 1977 |
|
SU810440A1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1986 |
|
SU1360970A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2359807C1 |
| СИСТЕМА АВТОМАТИЧЕСКОЙ СМАЗКИ МЕТАЛЛУРГИЧЕСКОГО СТАНКА | 1992 |
|
RU2043902C1 |
Изобретение относится к станкостроению, а именно к устройствам для подачи смазочно-охлаждающих средств к станку с системой программного управления. Целью изобретения является упрощение конструкции. При обработке детали от системы программного управления станка к блоку управления системы подачи смазочно-охлаждающей жидкости (СОЖ) подается сигнал на подачу СОЖ, которая по трубопроводам системы подачи подается на вход 9 распределительного клапана, выполненного в виде тройника 11, выход 6 которого связан с соплом, а входы 9 и 10 - соосны, двух запирающих входы 9 и 10 элементов 13 и 12 и размещенного между ними упругого элемента 14. Давление СОЖ отжимает элемент 13 и открывает вход 9, при этом СОЖ проходит через выход 6 к соплу и в зону обработки. После окончания обработки система программного управления станка подает сигнал на остановку подачи СОЖ, снятие детали с базовых поверхностей кулачков патрона и подачу воздуха. Воздух по сигналу блока управления системы подачи воздуха подается на вход 10 клапана, отжимает элемент 12 и попадает в сопло, откуда происходит обдув базовых поверхностей. 2 ил.
Фиг.1
| Модули производственные гибкие мод | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Руководство по эксплуатацнн | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| РЭ, раздел 92 | |||
| М., 1984. | |||
| лист | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
