Изобретение относится к системам охлаждения металлорежущих станков и может быть иснользовано в универсальных ИЛИ сиециальных станках, а также в станках с ЧИСЛОВЫМ программным управлением.
Известно устройство для автоматической подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания металлорежущего станка, содержащее рабочий орган, несущий инструмент, привод гидронасоса и привод подачи трубопровода для СОЖ со следящей системой управления 1.
Использование данного устройства возможно ТОЛЬКО в стайках типа револьверных и с инструментальным магазином, так как эти станки имеют позицию вне шиинделя ДЛЯ предварительного измерения длины инструмента, необходимого для последующей обработки, т. е. это устройство лишено универсальности.
Цель изобретения - расширение технологических возможностей устройства.
Для этого следящая система выполнена в виде связанного с рабочим органом сельсии-датчика и установленного иа приводе подачи трубопровода для СОЖ сельсинприемника с усилителем.
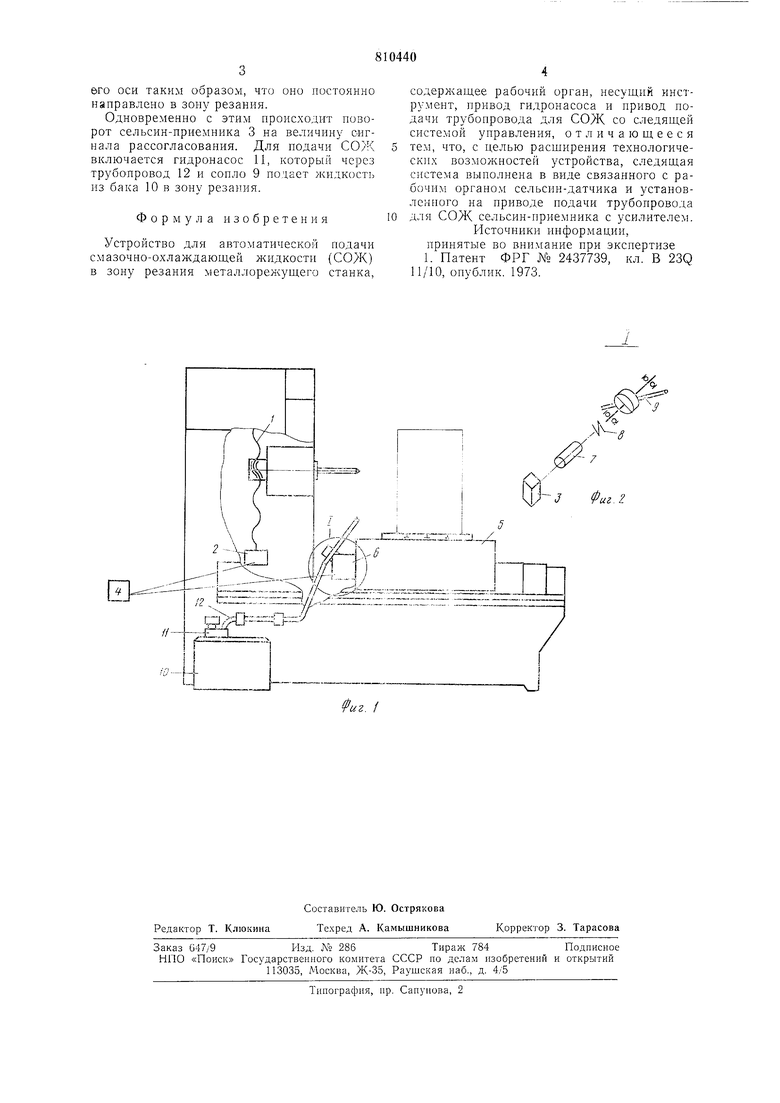
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг 2 - узел 1 фиг. 1.
На ходовом винте 1 рабочего органа (шпинделя) станка установлен сельсиндатчик 2, который электрически связан с сельсин-приемником 3 и усилителем сигнала 4.
На салазках 5 станка по оси резания установлен привод подачи 6 трубопровода, на котором размещен сельсин-приемник 3. Привод нодачи 6 трубопровода содержит двигатель 7, связанный через муфту 8 с СОПЛОМ 9. Соило 9 соединено с баком 10 СОЖ и гидронасосом 11 посредством трубопровода 12.
Устройство ДЛЯ подачи СОЖ работает следующим образом.
При крайнем положении рабочего органа (шпинделя) станка сопло 9 устанавливают в соответствующее крайнее положение зоны обработки детали. Одновременно с вращением ходового винта 1 вращается сельсин-датчик 2. Выработанный при этом сигиал рассогласования, соответствующий перемещению рабочего органа, несущего инструмент, попадает иа сельсин-приемиик 3 и усилитель 4.
Усиленный сигиал усилителя 4 поступает иа исполнительный двигатель 7 привода подачи 6 трубопровода, и исиолнительный двигатель 7 поворачивает сопло 9 вокруг
его оси таким образом, что оно постоянно направлено в зону резания.
Одновременно с этим происходит поворот сельсин-приемника 3 на величину сигнала рассогласования. Для подачи СО/К включается гидронасос 11, который через трубопровод 12 и сопло 9 подает жидкость из бака 10 в зону резания.
Формула изобретения
Устройство для автоматической подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания металлорежущего станка.
содержащее рабочий орган, несущий инструмент, привод гидронасоса и привод подачи трубопровода для СОЖ со следящей системой управления, отличающееся тем, что, с целью расщирения технологических возможностей устройства, следящая система выполнена в виде связанного с рабочим органо.м сельсин-датчика и установленного на приводе подачи трубопровода для СОЖ сельсин-приемника с усилителем.
Источники информации, принятые во внимание при экспертизе 1. Патент ФРГ № 2437739, кл. В 23Q 11/10, опублик. 1973.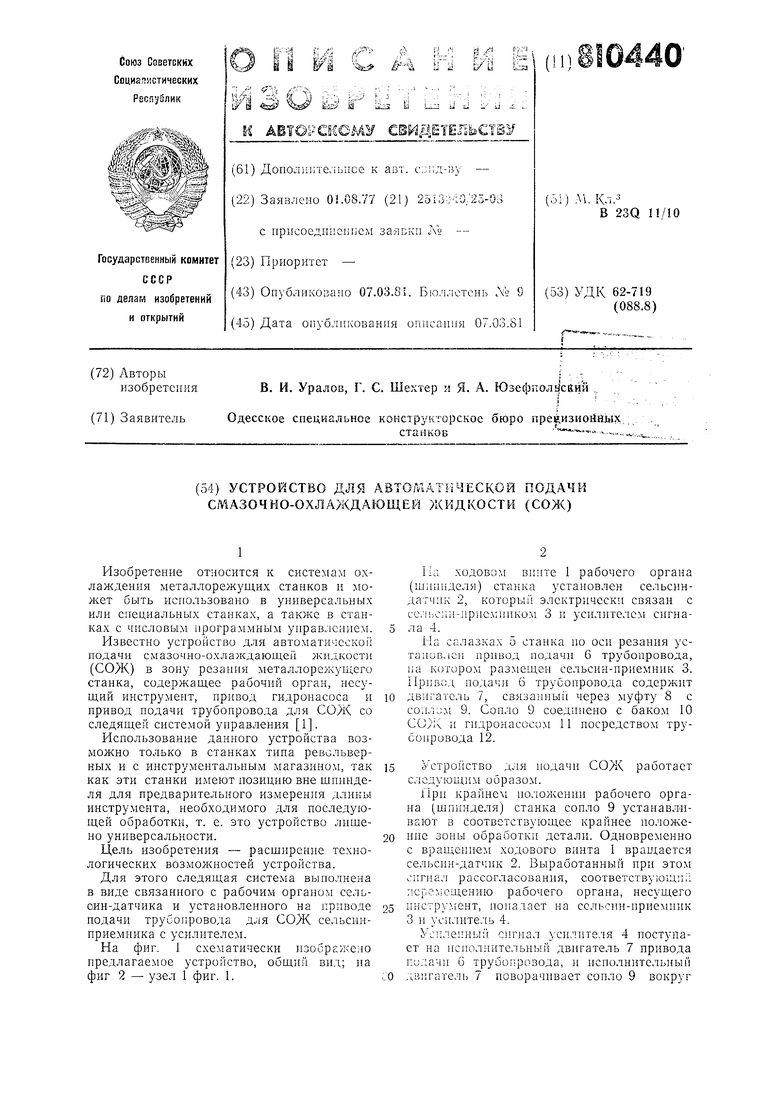
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подачи смазочно-охлаждающей жидкости | 1984 |
|
SU1220728A1 |
| Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону резания | 1990 |
|
SU1764948A1 |
| Стенд для испытания интеллектуальной системы адаптивного управления процессом резания на металлорежущих станках со шпиндельным узлом с активными магнитными подшипниками | 2015 |
|
RU2690625C2 |
| Станок для двусторонней бескопирной чистовой обработки лопастей | 1983 |
|
SU1150050A1 |
| Устройство для автоматической подачи смазочно-охлаждающей жидкости | 1987 |
|
SU1484590A1 |
| ВЫСОКОСКОРОСТНОЙ МОТОР-ШПИНДЕЛЬ ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 2015 |
|
RU2587371C1 |
| СПОСОБ УПРАВЛЕНИЯ ВЫСОКОСКОРОСТНЫМ МОТОР-ШПИНДЕЛЕМ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2012 |
|
RU2509627C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| Полуавтоматический электрокопировальный фрезерный станок для обработки фасонных контуров больших размеров, в частности самолетных шаблонов | 1948 |
|
SU86730A1 |
| Ограждение рабочей зоны металлорежущих станков | 1979 |
|
SU882725A1 |
.1.
