Изобретение относится к сварке и касается состава порошковой проволоки для износостойкой наплавки деталей машин и механизмов, работающих в условиях ударных нагрузок и интенсивного изнашивания.
Цель изобретения - повышение сопротивляемости наплавленного металла ударным нагрузкам при высокой его стойкости против абразивного изнашивания.
Указанная цель достигается за счет того, что оболочка порошковой проволоки выполняется из малоуглеродистой стальной ленты, а порошкообразная шихта сердечника содержат карбид титана, полученный методом самораспространяющегося
высокотемпературного синтеза (СВС) али- тированный железом, алюминиевый порошок, а калий и натрий введены в виде натрийкалиевой силикатной глыбы, при следующем соотношении компонентов, мас.%: Хром25-35 Карбид титана СВС, ......
алитированный железом35-44 Феррованадий 7-15 Графит 8-15 Ферросилиций 2-5 Ферромарганец 2-5 Алюминиевый порошок 2-4 Натрийкалиевая силикатная глыба 1-2,
00
о
со ел ю го
при этом графит (Г), феррованадий (В) и карбид титана СВС, алитированный железом (К) должны быть взяты в соотношении (Г):(В):(К) 1:(0,,6):(2,7-5,5), причем коэффициент заполнения порошковой проволоки должен составлять 22-27%.
При наличии в составе порошковой проволоки карбида титана СВС, сильного кар- бидообразующего элемента ванадия и регламентации соотношения содержания графита, ванадия и карбида-титана СВС, хром расходуется на легирование матрицы сплава, способствуя образованию аустенит- но-мартенситной структуры основы наплавленного металла.
Прочная и вязкая аустенитно-мартен- ситная матрица хорошо удерживает еысоко- твердые карбиды, предотвращает их выкрашивание при абразивном изнашивании. Повышенная твердость матрицы сплава также способствует повышению износостойкости наплавленного металла в условиях интенсивного абразивного изнашивания. При содержании хрома в порошковой проволоке менее 25%, матрица сплава охрупчивается из-за повышения количества маотенситнпй составляющей. Увеличение содержания хрома в порошковой проволоке свыше 35% приводит к повышению ферритной составляющей в структуре наплавленного металла и снижению его твердости. Износостойкость наплавленного металла в общих случаях снижается.
Введение в состав порошковой прово-. локи карбида титана СВС способствует повышению стойкости наплавленного металла против абразивного износа за счет увеличения количества и твердости образующих карбидов.
При введении в состав порошковой проволоки менее 35% алитированного железом зерен карбида титана размером 0,07-0,05 мкм эффективность его воздействия снижается, а при увеличении содержания карбида титана свыше 44% происходит резкое ухуд.- шение сварочно-технологичесшх свойств порошковой проволоки. Из-за повышенного содержания карбидов титана СВС наплавленный металл теряет жидкотекучесть, резко ухудшается формирование наплавленного слоя, отделимость шлака. При этом не наблюдается повышения износостойкости наплавленного металла из-за хрупкости.
Замена алитированного железом карбида титана, получаемого методом самораспространяющегося высокотемпературного синтеза, карбидом титана, полученного традиционным методом, не позволяет добиться высокой износостойкости наплавленного металла из-за отсутствия эффекта взрывного распределения карбидов в наплавленном металле и снижения коэффициента перехода карбидов из проволоки в наплавленный металл.
Феррованадий в порошковой проволоке легирует карбидную фазу сплава. При совместном введении в состав порошковой проволоки карбида титана СВС и феррованадия с графитом в наплавленном металле
образуется комплексные титанованадиевые карбиды. По данным рентгенострукторного анализа при содержании в покрытии карбида титана СВС, феррованадия и графита в указанных пределах карбидная фаза состоит из комплексных карбидов (TiV)C, твердость которых превышает твердость монокэ рБидов титана и ванадия; Повышение твердости карбидной фазы способствует повышению износостойкости
наплавленного металла при абразивном изнашивании.
При содержании феррованадия в порошковой проволоке менее 7% ухудшается структура карбидной фазы сплава, появляются менее твердые карбиды цементитного типа. Увеличение феррованадия свыше 15% приводит к снижению твердости наплавленного металла из-за появления феррита в матрице сплава. Износостойкость наплавленного металла в обоих случаях снижается. Графит в порошковой проволоке содержится в количествах, обеспечивающих опти- мал ьное легирование наплавленного металла углеродом,-необходимым-как для
образования карбидной фазы, так сформирования структуры матрицы сплава,При содержании графита в порошковой проволоке меньше 8% снижается количество карбидов в наплавленном металле, про
исходит нежелательное легирование
основы сплава карбидообразующими элементами, являющимися ферритизаторами, что приводит к снижению его твердости. При увеличении содержания графита в
порошковой проволоке более 15% происходит увеличение содержания карбида в наплавленном металле и ухудшается их строение. Вместо высокотвердых специальных карбидов (Ti.VJC появляются менее летированные и износостойкие карбиды цементитного типа, повышается хрупкость сплава. Износостойкость наплавленного металла при запредельном содержании графита падает.
Алюминий в порошковой проволоке играет роль активного раскислителя и введен в количествах, обеспечивающих максимальный переход легирующих элементов из покрытия в наплавленный металл.
При введении в порошковую проволоку алюминия менее 2% резко снижается переход титана в наплавленный металл. Повышение содержания алюминия в порошковой проволоке более 4% приводит к ухудшению сварочно-технологических свойств (снижается стабильность горения дуги, повышается разбрызгивание капель металла).
Ферросилиций и ферромарганец в порошковой проволоке вводятся в качестве раскислителей. В отличие от более активного алюминия, защищающего расплавленный металл на стадии капли,- кремний и марганец раскисляют жидкий металл вне зоны горения дуги,.в кристаллизирующейся (хвостовой) части сварочной ванны.
При введении в состав порошковой проволоки ферросилиция и ферромарганца ме- .нее 2% наплавленный металл раскислен недостаточно, снижается перед титана и ванадия в наплавку. Повышение содержания ферросилиция и ферромарганца в порошковой проволоке более 5% приводит к чрезмерному легированию наплавленного металла этими элементами, что вызывает его охрупчивание.
Натриево-калиевая глыба в составе порошковой проволоки является технологической добавкой и вводится с целью улучшения реологических свойств шихты сердечника при волочении по рошковой проволоки, а также в качестве стабилизатора дуги и компонента шлаковой защиты при наплавке.
При введении натриево-калиевой глыбы в порошковую проволоку менее 1% эффект ее воздействия не проявляется, а при увеличении ее содержания более 2% повышается гигроскопичность сердечника порошковой проволоки, что вызывает водородную пористость наплавленного металла.
Регламентированные пределы- содержания компонентов в порошковой проволоке позволяют обеспечить необходимый уровень легирования наплавленного металла, а регламентирование отношения сум- марного содержания карбида титана СВС и феррованадия к графиту - уточнить условия наиболее эффективного использования потенциальных возможностей указанного легирования.
Состав компонентов, их соотношение-, а также регламентированное соотношение карбидообразующих компонентов в шихте позволяют получить наплавленный металл с высокой стойкостью против ударных нагрузок и абразивного износа. Структура такого Металла состоит из высокотвердых компактных комплексных карбидов (Tl, V)C, закрепленных в вязкой аустенитно-мартенситной матрице с помощью эксперимента было подобрано соотношение, содержания в шихте 5 порошковой проволоки графита (Г), ванадия (В) и карбида титана СВС (К) равное (Г)- (В):(К) 1:(0,,6):(2,7-5.5)в которое позволило при высокой износостойкости получить ударную вязкость.
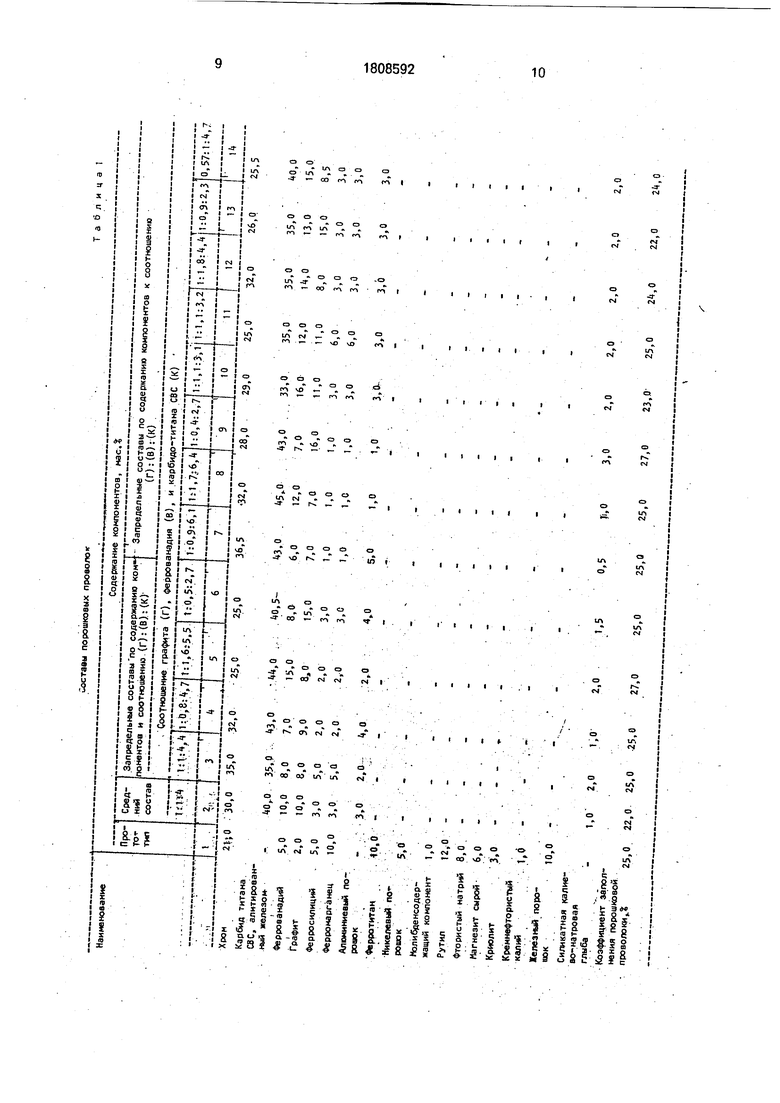
0 Содержание компонентов в порошковой проволоке, а также результаты испытаний наплавленного металла на удар и изнашивание при трений о закрепленный абразив на машине X-4Б приведены в таб5 лице 1 и таблице 2.
Изготовление порошковой проволоки опытных составов производили на линии, состоящей из двух установок: устройства для изготовления порошковой проволоки
0 ОБ 1252М.ОО.ООО-02 и прямоточной волочильной машины ВМЭП-6/350. Для изготовления использовалась лента размером 0,5 х 12 мм из стали 08КП по ГОСТ 19851 -74 и порошкообразные компоненты, Коэффи5 циент заполнения проволоки составил 22-27%, а диаметр 2,8±0,1 мм. Всего было изготовлено 14 вариантов проволоки; приведенных в таблице 1.
Результаты испытаний, приведенные в
0 таблице 2 показывают, что составы порошковой проволоки №№ являются оптимальными и при наплавке обеспечивают свойства наплавленного слоя с высокой износостойкостью, ударной вязкостью и не склоя5 ных к пористости-, за счеттого, что эти составы имеют соотношение компонентов в пределах заявленных в формуле изобретения и отношения (Г):(В):(К) 1 :(0,5-1,6):(2,).
В составах Nsfsfe 7,8 и 9 износостойкость
0 и ударная вязкость, а также склонность к пористости ниже, чем в оптимальных составах, 3d счет того, что не выполняется опти- мальное содержание компонентов е составах порошковых проволок и оптимальность соотношения (Г):(В):(К).
5 В составах №№ 10 и 11 при оптимальном соотношении (Г):(В):(К) износостойкость и ударная вязкость недостаточны за счет тогог что в этих составах не соблюдено содержание основных компонентов, указан0 ное в формуле изобретения.
В составах Ns№ 12,13, 14 при оптимальном содержании всех основных компонентов высокая износостойкость и ударная вязкость не достигаются за счет невыполне5 ния оптимального соотношения (Г):(В):(К),
Образцы для испытаний на ударный из-; гиб и изнашивание получали методом вакуумной вытяжки жидкого металла в
кварцевой трубки с внутренним диаметром 3,0 мм.
Результаты испытаний на изнашивание выражались в виде коэффициентов относительной износостойкости:
-
ЪР-Н
где Ј- коэффициент относительной износостойкости;
А Рэ - весовой износ эталона, г ДРН - весовой износ испытываемого образца, г.
Условия испытания: Диаметр образца, мм3 Длина образца, мм 10-20 Номинальная
ударная нагрузка10 Абразивная по- . верхность . Шлифовальная электрокорундовая шкурка 14А5НМ803 (ГОСТ 6456-82). Длина пути
трения,м85 Эталон Сталь 45
отожженная.
Испытания на ударный изгиб проводили с помощью маятникового копра МК-0.0- 1, который был оборудован специально изготовленными державкой для крепления образцов диаметром 3 мм и маятником с плоским бойком. Запас энергии .маятника в крайнем верхнем положении составлял 0,25 кг.м. Ударную вязкость определяли путем деления работы разрушения (кг, м) на площадь поперечного сечения образца (см2) в месте излома.
Для определения склонности к пористости при наплавке валиков на пластины из стали ВСтЗсп размером 100 х 150 х 40 мм использовали экспертные оценки группы
экспертов в количестве трех человек и пятибалльную шкалу оценок. Режим наплавки: сила тока 380-400 А; напряжение на дуге 28-30 В; скорость перемещения сварочной головки 20 м/час
Наплавку производили с помощью сварочного автомата АДС-1000.
Формул а изобретения Порошковая проволока для износостойкой наплавки, состоящая из малоуглеродистой стальной оболочки и порошкообразной шихты, содержащей хром, ферросилиций феррованадий, ферромарганец, графит и ка- лийнатриевосодержащиекомпоненты,отличающаяся тем, что, с целью повышения сопротивляемости наплавленного металла ударным нагрузкам при высокой его стойкости против абразивного изнашивания, ших- та дополнительно содержит карбид титана, полученный методом самораспространяющегося высокотемпературного синтеза (СВС), алитированный железом, алюминиевый порошок, а калий и натрий введены в виде натрийкалиевойсиликатной глыбыпри следующем соотношении компонентов, мас.%: ... Хром 25-35
Карбид титана СВС, алитированный
железом35-44 Феррованадий. 7-15 Графит . 8-15 Ферросилиций 2-5 Ферромарганец . 2-5 Алюминиевый
порошок.-... 2-4 Натрий-калиевая. - силикатная глыба, 1-2 при этом графит (Г), феррованадий (В) и карбид титана СВС, алитированный железом (К), должны быть взяты в соотношении (Г):(В):(К} 1:(0,,6):(2,7-5,5), причем коэффициент заполнения порошковой проволо- ки должен составлять 22-27%.
Карбид титана. СВС, алитирован- ный железомФеррованадийГрафит Ферросилиций Ферромарганец
Алюминиевый по-: рошок
Ферротитан
Никелевый порошок
Молибденсодер- жащий компонент
Рутил
Фтористый натрий Магнезит сырой Криолит
Кремнвфтористый калий
Железный порошок
Силикатная калиево-нзтровая
глыба
Коэффициент заполнения порошковой проволоки,.
40,0.35,0 -43,0
5,0 10,08,07,0
2,0 10,08,09.0
5,0 3,05,02,0
0,0 3,05,02,0
- .; . 3,0 40,0 5,0 - .
1,012,08,0.6,0.3.0 - .
.ПО
10,0 2,0..
М:44,о
15,0
м
2,0 2,0
2,0
.40,5- 8,0 15,0 3,0 3,0
4.0
43,0
6,0
7,0
1,0 1,0
5,0
12,0
7,0
1,0
,0
1,0
«3,0
7,0
16,0
1,0
1,0
1,0
33,0.
16,0
11,0
з,о
3,0 3,0.-,
35,0
12,0
11,0
6,0
6,0
3,0
35,0
14,0
8,0
3,0
3,0
3,0
35,0
13,0
15,0
3,0
3,0
3,0
40,0
15,0
8.5
3,0
3,0
3,0
1,0 2,01,0 2,0 1,5 0,5 i,0 3,0 2,0 2,0 2,0 2,0 2,0 25,0. 22,0. 25,0 .25,0 27,0 25,0 25,0 25,0 27,0 23,0 25,0 24,0 22,0 24,0
43,0
7,0
9.0
2,0
2,0
М:44,о
15,0
м
2,0 2,0
2,0
.40,5- 8,0 15,0 3,0 3,0
4.0
43,0
6,0
7,0
1,0 1,0
5,0
12,0
7,0
1,0
,0
1,0
«3,0
7,0
16,0
1,0
1,0
1,0
33,0.
16,0
11,0
з,о
3,0 3,0.-,
35,0
12,0
11,0
6,0
6,0
3,0
35,0
14,0
8,0
3,0
3,0
3,0
35,0
13,0
15,0
3,0
3,0
3,0
40,0
15,0
8.5
3,0
3,0
3,0
СО О со
U1 СО
ю
Таблица



| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ САМОЗАЩИТНОЙ ПОРОШКОВОЙ ПРОВОЛОКИ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 2015 |
|
RU2645828C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| Порошковая проволока для наплавки | 2024 |
|
RU2839406C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ ДЕТАЛЕЙ МЕТАЛЛУРГИЧЕСКОГО ОБОРУДОВАНИЯ | 2003 |
|
RU2257988C2 |
| ЭЛЕКТРОДНОЕ ПОКРЫТИЕ ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ | 1992 |
|
RU2028900C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| Порошковая проволока | 1974 |
|
SU513821A1 |
Использование: механизированная и автоматическая наплавка деталей механизмов, подвергающихся абразивному изнашиванию в сочетании с ударными нагрузками. Сущность изобретения: порошковая проволока состоит из малоуглеродистой стальной оболочки и порошкообразной шихты. Шихта содержит следующие компоненты, мас.%; хром 25-35; ферросилиций 2-5; ферромарганец 2-5; феррованадий 7- 15; графит 8-15; карбид титана, полученный методом самораспространяющегося высокотемпературного синтеза (СВС).алитиро- ванный железом 35-44; алюминиевый порошок 2-4 и натрийкалиевую силикатную глыбу 1-2..При этом графит (Г), феррованадий (В) и карбид титана СВС,-алитирован- ный железом (К) должны быть взяты в соотношении (Г):(В):(К} 1 :(0,5-1 ,(2,7-5,5). Коэффициент заполнения порошковой проволоки должен составлять 22-27%. Соче та- ние в порошковой проволоке карбидообразующих элементов и графита в оптимальном соотношении при содержании остальных компонентов в предлагаемом диапазоне позволяет получить наплавленный металл с высокой сопротивляемостью ударным нагрузкам при хорошей стойкости про- тив абразивного изнашивания. 2 табл. $
Коэффициент относительной износостойкости2,2
Ударная вязкость наплавленного ; металла, Дж/смг 5,0
Склонность к пористости (пятибаль- ная система оценок)5,0
7,5 7,3 8,0 7,3 7,5 6,0 8,0 8,0 6,5 7,0 7,0 6,5 6,5
6,0 7,0 7,0 6,5 6,5 4,5 4,5 4,0 6,0 5, Ov 4,5 4,0 6,0
4,5 45 5,0 5,0 5,0 4,0-. 3,0 3,0 .4,5 t,5 4,5 4,5- 4,5
Составы порошковых проволок
| Авторское свидетельство СССР № 1462619, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Авторское свидетельство СССР Мз 1401774, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
