Изобретение относится к сварочному производству и может быть использовано для дуговой сварки на переменном токе неплавящимся электродом в защитных газах деталей из алюминиевых сплавов.
Известен способ сварки, при котором для улучшения качества сварных соединений на сварочную дугу и металл сварочной ванны воздействуют знакопеременным продольным электромагнитным полем.
Однако известный способ не обеспечивает измельчения и разрушения окисных плен в сварных швах алюминиевых сплавов при сварке на переменном токе вследствие однонаправленности действия магнитного поля.
Известен способ дуговой сварки, при котором дугой управляют продольным магнитным полем, генерируемым переменным током, сварку ведут на переменном токе и
сварочный ток подают со сдвигом по фазе на 30...60° относительно тока, генерирующего магнитное поле.
Недостатком этого способа является низкая герметичность сварных соединений алюминиевых сплавов из-за наличия окисных плен.
Цель изобретения - повышения качества сварных соединений путем устранения окисных включений.
Поставленная цель достигается тем, что в способе дуговой сварки алюминиевых сплавов неплавящимся электродом на переменном токе, при котором на дугу и металл. сварочной ванны воздействуют продольным электромагнитным полем, создаваемым переменным током, который подают со сдвигом по фазе относительно сварочного тока, электромагнитное поле формируют импульсным со скважностью оН,5.,.5,0, при этом величиN СЛ Ь СЛ
ы
ну напряженности электромагнитного поля Н выбирают в соответствии с соотношением ,2 ICB (Э), где 0,2 - коэффициент пропорциональности, Э/А; Св - сварочный ток, А„ сдвиг по фазе токов устанавливают в пределах 160...200°.
Способ устраняет образование окисных включений и повышает качество сварных соединений.
На чертеже показана диаграмма изменений сварочного тока и напряженности магнитного поля во времени.
Способ состоит в воздействии на сварочную дугу переменного тока и металл сварочной ванны продольным электромагнитным полем напряженностью Н. Это поле создается переменным током, подаваемымимпульсносо скважностью еМ.5.,.5,0 и напряженностью ,2 ICB (Э), где 0.2 - коэффициент пропорциональности, Э/А; ICB - сварочный ток, А. При этом синусоиду переменного тока, создаваемого электромагнитное поле, сдвигают по фазе относительно синусоиды сварочного тока на 160...200°. Точка А на осциллограмме изменения ICB соответствует началу импульса переменного тока, создаваемого магнитное поле. Точка Б соответствует окончанию процесса воздействия. Для обеспечения отрыва и измельчения окисной плены значение напряженности электромагнитного поля устанавливали ,2 Св, Э. В выражении для Н коэффициент пропорциональности равен 0,2 и имеет размерность Э/А.
При ,2 ICB не происходит гарантированного отрыва окисных плен с торцов сва- риваемых кромок и в сварных швах наблюдаются участки несплошностей, вызванных наличием окисных плен на свариваемых торцах вследствие недостаточного перемешивания расплавленного металла.
При ,2 1св нарушается равномерность формирования усиления сварных швов, нарушается стабильность дугового разряда, наблюдаются срывы дуги.
Скважность импульсов определяли из соотношения cr Tn/Hi . Экспериментально установлено, что при длительности импульсов ти в пределах 0,3-0,5 с, а паузы ,1...0,2 с обеспечиваются эффективное измельчение окисных плен, вынос их на поверхность сварочной ванны и последующее разрушение термофизическим воздействием сварочной дуги. При длительности импульсов менее 0,3 с и паузы менее 0,1 с, а также при длительности импульсов более 0,5 с и паузы более 0,2 с не обеспечивается необходимое измельчение окисных плен. В сварных швах наблюдаются протяженные (длиной свыше 4,0 мм) окисные включения.
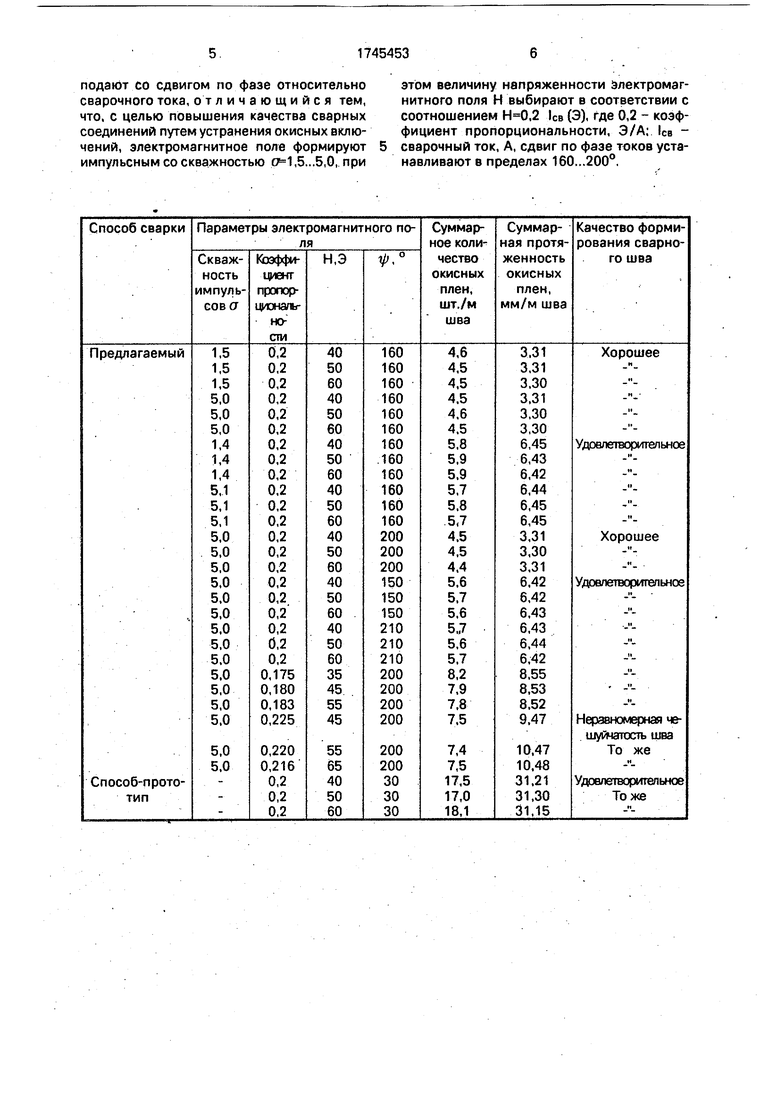
Для повышения эффективности измельчения окисных плен сдвиг по фазе сварочного тока и переменного тока для создания переменного электромагнитного поля устанавливают равным 160-200°. Как показали эксперименты, в случае, если 160° psi 200° эффективность измельчения окисных плен снижается (см. таблицу).
Пример. Осуществляли автоматическую аргонодуговую сварку вольфрамовым электродом пластин из алюминиевого сплава АМгб толщиной 4,0 мм с технологическим зазором в стыке 1,0 мм. Наличие технологического зазора величиной 1,0 мм способствует образованию окисных плен и несплавлений в швах.
Режим сварки: ток сварки 250 А; скорость сварки 18 м/ч.
Для осуществления способа использовали приспособление, состоящее из сопла- соленоида и тиристорного синхронного прерывателя тока. Магнитное поле подавали с частотой 1,3...2,5 Гц и скважностью оМ,5...5,0.
Для получения сравнительных данных
также проводили сварку по способу-прототипу. Влияние режимов на качество сварных соединений представлено в таблице.
Оценку способов сварки производили на
основании суммарной протяженности и количеству окисных плен на 1 погонный метр шва. Суммарную протяженность и количество окисных плен определяли с помощью рентгеновского контроля. Дисперсность окисных
плен определяли по изломам сварных швов с помощью лупы с десятикратным увеличением. Окисные плены не расплавляются в жидком металле сварочной ванны и могут служить естественным материалом-свидетелем для
оценки эффективности электромагнитного перемешивания расплава сварочной ванны. Как видно из таблицы, в швах, выполненных по предлагаемому способу, суммарное количество окисных плен в 6...7 раз
меньше, а дисперсность в 3,5...4,0 раза меньше, чем при сварке по способу-прототипу.
Предлагаемый способ обеспечивает более эффективное перемешивание расплава в сварочной ванне и качество сварных швов
повышается, Этот снижает трудозатраты на исправление дефектов в сварных швах на 50...100%.
Формула изобретения Способ дуговой сварки алюминиевых
сплавов, при котором сварку ведут неплавящимся электродом на переменном тока, а на дугу и металл сварочной ванны воздействуют продольным электромагнитным полем, создаваемым переменным током, который
подают со сдвигом по фазе относительно сварочного тока, отличающийся тем, что, с целью повышения качества сварных соединений путем устранения окисных включений, электромагнитное поле формируют импульсным со скважностью сМ ,5...5,0, при
этом величину напряженности электромагнитного поля Н выбирают в соответствии с соотношением ,2 1Св (Э), где 0,2 - коэффициент пропорциональности, Э/А; ICB - сварочный ток, А, сдвиг по фазе токов устанавливают в пределах 160...200°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки в защитных газах | 1991 |
|
SU1776516A1 |
| Способ дуговой сварки алюминиевых сплавов | 1989 |
|
SU1703325A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ НА ПЕРЕМЕННОМ ТОКЕ | 1990 |
|
RU2012461C1 |
| Способ дуговой сварки | 1983 |
|
SU1106612A1 |
| Способ дуговой точечной сварки | 1980 |
|
SU958053A1 |
| Способ автоматической сварки | 1988 |
|
SU1597254A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ | 1991 |
|
RU2014191C1 |
| СПОСОБ ИМПУЛЬСНОЙ ДУГОВОЙ СВАРКИ СТЫКОВЫХ СОЕДИНЕНИЙ АЛЮМИНИЕВЫХ СПЛАВОВ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В ИНЕРТНОМ ГАЗЕ | 2007 |
|
RU2373033C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1992 |
|
RU2008153C1 |
| Способ электромагнитного перемешивания расплавленного металла сварочной ванны | 1979 |
|
SU919818A1 |

Использование: в сварочном производстве, для дуговой сварки на переменном токе неплавящимся электродом в защитных газах. Сущность изобретения1 сварку ведут неплавящимся электродом на переменном токе, а на дугу воздействуют продольным импульсным продольным электромагнитным полем со скважностью (.5...5,0, величина напряженности которого равна ,2 ICB, Э. При этом сдвиг токов, сварочного и создающего электромагнитное поле, устанавливают в пределах 160-200°. Это повышает эффективность измельчения очистных плен. 1 табл. 1 ил.
Г,с
| Черныш В.П | |||
| и др | |||
| Сварка с электромагнитным перемешиванием Киев: Техника, 1983, с | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ сварки дугой,управляемойМАгНиТНыМ пОлЕМ | 1978 |
|
SU833388A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
