Изобретение относится к электрохимической очистке поверхности металлов, преимзтдественно сварочной проволоки, и может найти применение в строительстве и машиностроении.
Целью изобретения является повышение производительности очистки и улучшение сварочно-технологических свойств проволоки.
I
Предлагаемый способ включает анодную обработку проволоки в искровом режиме при плотности тока 1000- 1220 А/дм в электролите на основе ортофосЛорной кислоты с добавкой йода в виде 1.5%-ного раствора в этиловом спир те
При ведении процесса очистки в искровом режиме молекулярный йод
из раствора, попадая в парогазовую оболочку разряда, испаряется. Благодаря более низкому потенциалу ионизации паров йода по сравнению с кислородом (основным компонентом парогазовой оболочки при разряде на аноде в искровом режиме) улучшат- ются условия протекания разрядов, что снижает сопротивление системы металл - оксид - парогазовая оболочка - электролит - противоэлектрод. Вследствие этого повьшгается эффективная плотность тока очистки и произ- водительность процесса. Кроме того, в процессе анодной обработки происходит интенсивное удаление водорода из проволоки, что способствует повышению ее сварочно-технапогических свойств.
ел
X)
со
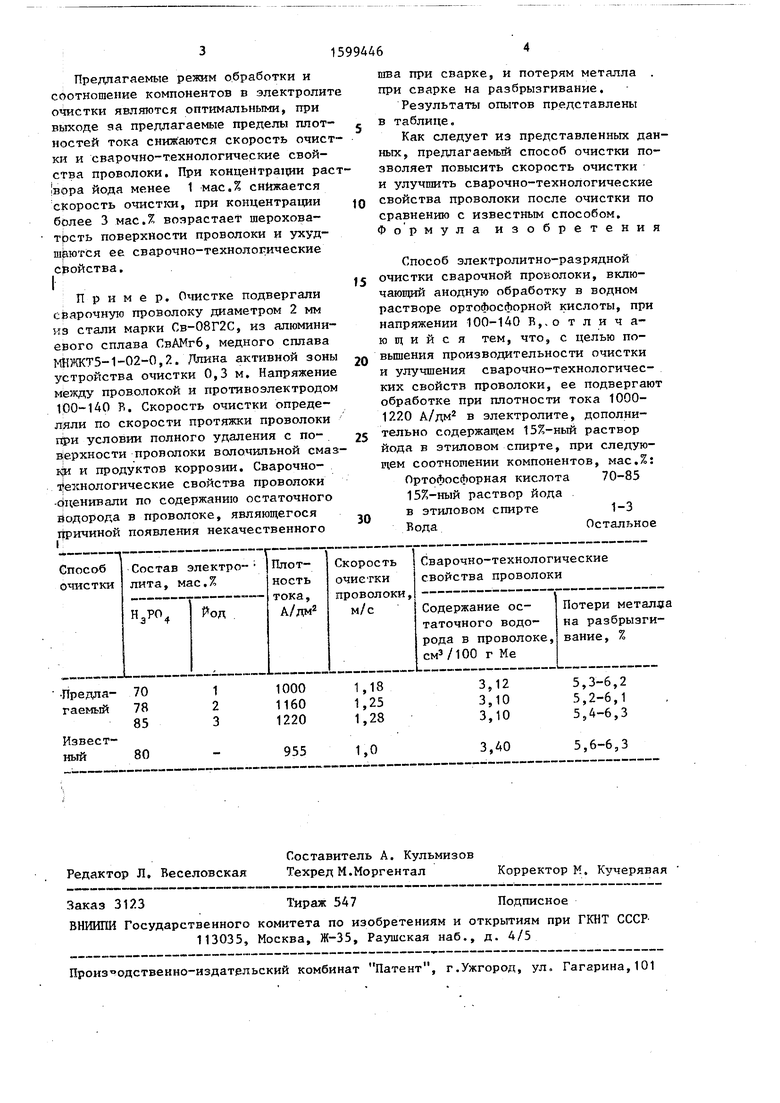
Предлагаемые режим обработки и соотношение компонентов в электролите очистки явл5потся оптимальными, при вьгеоде за предлагаемые пределы плотностей тока снижаются скорость очистки и сварочно-технологические свойства проволоки. При концентратщи раст |вора йода менее 1 мас.% снижается скорость очистки, при концентрации более 3 мас.% возрастает шерохова- тЬсть поверхности проволоки и ухуд- шЬются ее сварочно-технологические свойства.
I
Пример. Очистке подвергали
(Варочную проволоку диаметром 2 мм из стали марки Св-08Г2С, из алюминиевого сплава СвАМгб, медного сплава ШЖКТ5-1-02-0,2. Длина активной зоны устройства очистки 0,3 м. Напряжение между проволокой и противоэлектродом 100-140 В. Скорость очистки определяли по скорости протяжки проволоки гфи условии полного удаления с по- в|ерхности проволоки волочильной смаз к|и и продуктов коррозии. Сварочно- т ехнологические свойства проволоки -оценивали по содержанию остаточного водорода в проволоке, являющегося гричиной появления некачественного
шва при сварке, и потерям металла . при сварке на разбрызгивание.
Результаты опытов представлены в таблице,
Как следует из представленных данных, предлагаемый способ очистки позволяет повысить скорость очистки и улучшить сварочно-технологические свойства проволоки после очистки по сравнению с известным способом. Ф о р мула изобретения
Способ электролитно-разрядной очистки сварочной проволоки, включающий анодную обработку в водном растворе ортофосЛорной кислоты, при напряжении 100-140 В,,о т л и ч а- ю щ и и с я тем, что, с целью по- вьш1ения производительности очистки и улучшения сварочно-технологичес- ких свойств проволоки, ее подвергают обработке при плотности тока 1000- 1220 А/дм в электролите, дополни- тельно содержащем 15%-ный раствор йода в этиловом спирте, при следующем соотношении компонентов, мас.%: ОртоЛосфорная кислота 70-85 15%-ный раствор йода в этиловом спирте 1-3 ВодаОстальное
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2068038C1 |
| Способ получения модифицированного биопокрытия на имплантате из титана (варианты) | 2019 |
|
RU2693468C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-РАЗРЯДНОЙ ОЧИСТКИ СВАРОЧНОЙ ПРОВОЛОКИ | 2001 |
|
RU2215832C2 |
| СПОСОБ ОБРАБОТКИ ЗУБНЫХ ПРОТЕЗОВ | 2000 |
|
RU2159596C1 |
| Способ получения модифицированного биопокрытия с наночастицами Fe-Cu на имплантате из титана | 2021 |
|
RU2771813C1 |
| Способ обработки металлических каркасов зубных протезов из кобальтхромового сплава | 1982 |
|
SU1165394A1 |
| Раствор для электрохимического полирования сталей | 1987 |
|
SU1406220A1 |
| Способ алюминидирования ванадия | 1975 |
|
SU591532A1 |
| Способ нанесения электропроводного защитного покрытия на алюминиевые сплавы | 2023 |
|
RU2817277C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ТРАВЛЕНИЯ УГЛЕГРАФИТОВЫХ МАТЕРИАЛОВ | 1972 |
|
SU426692A1 |
Изобретение относится к электрохимической очистке поверхности металлов, преимущественно сварочной проволоки, и может найти применение в строительстве и машиностроении. Цель изобретения - повышение производительности очистки и улучшение сварочно-технологических свойств проволоки. Способ осуществляют под током в электролите на основе ортофосфорной кислоты. Повышение производительности очистки достигают анодной обработкой проволоки в искровом режиме при плотности тока 1000-1220 А/дм2 в электролите, дополнительно содержащем 15%-ный раствор йода в этиловом спирте при следующем соотношении компонентов, мас.%: ортофосфорная кислота 70-85, 15%-ный раствор йода в этиловом спирте 1-3, вода остальное. 1 табл.
| Способ очистки металлических деталей | 1983 |
|
SU1244216A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Раствор для электрохимической очистки сварочной проволоки | 1975 |
|
SU545658A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
