1
(21).4629199/27-02
(22)30.12.88
(46) 23.10.90. Бюл. № 39
(71)Всесоюзный научно-исследовательский и проектно-конструкторский инсти.тут металлургического машиностроения им. А.И.Целикова
(72)В.В.Павленко, А.И.Герцев, С.Х.Сиушев, Ю.В.Гесслер, В.А.Правдиченко, Ю.Э.Хажилин
и Г.А.Максименко (53) . 621.771.23 (088.8) (56) Патент СССР № 536749, кл. В 21 В 1/22, 1976.
Заявка Японии № 63-60006, кл. В 21 В 13/14, опублик. 16.03.88.
(54) УЗЕЛ ВАЛКОВ ЛИСТОПРОКАТНОГО СТАНА
(57) Изобретение относится к прокатному производству, а именно к конструкциям шестивалковых систем листовых станов„ Цель изобретения - повышение стойкости валков путем рассредоточения поверхностей контакта краев бочки короткого валка с бочкой более длинного и повышение точности проката. В шестивалковом узле опорные валки 3 имеют бочки меньшей длины, чем у смежных с ними промежуточных валков 2. Торцовые поверхности бочек валков 3 наклонены под равными углами к оси вращения валков. При таком условии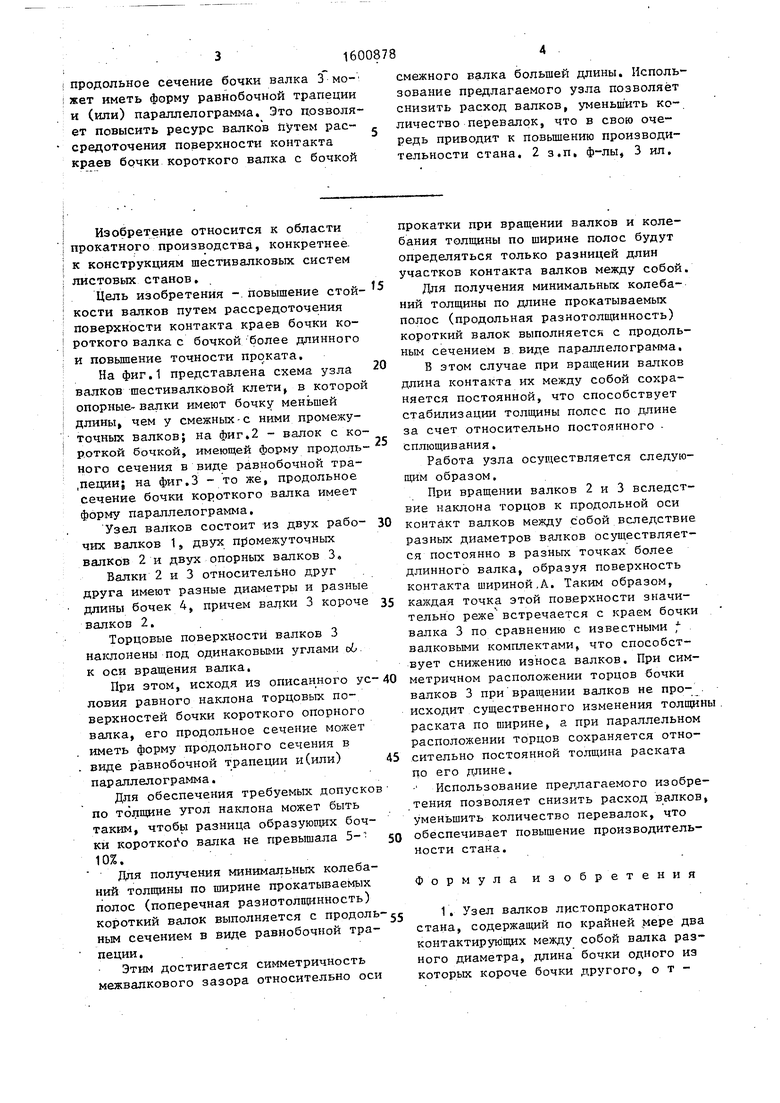
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАЛОК ПРОКАТНОЙ КЛЕТИ ЛИСТОВОГО СТАНА, ЧЕТЫРЕХВАЛКОВАЯ И ШЕСТИВАЛКОВАЯ КЛЕТИ С ПРИМЕНЕНИЕМ ЭТОГО ВАЛКА И НЕПРЕРЫВНАЯ ГРУППА ЧЕТЫРЕХВАЛКОВЫХ И (ИЛИ) ШЕСТИВАЛКОВЫХ КЛЕТЕЙ | 2012 |
|
RU2539119C2 |
| Способ настройки прокатной клети листового стана с укороченным нажимным роликом | 1987 |
|
SU1435341A1 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
| ОПОРНЫЙ ВАЛОК ДРЕССИРОВОЧНОГО СТАНА | 2004 |
|
RU2252089C1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Валковый комплект | 1986 |
|
SU1378965A1 |
| Рабочий валок листопрокатного стана | 1983 |
|
SU1135507A1 |
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ОПОРНЫХ ВАЛКОВ СТАНОВ КВАРТО ХОЛОДНОЙ ПРОКАТКИ | 2008 |
|
RU2376088C2 |
| Валок прокатной клети | 1986 |
|
SU1371726A1 |
Изобретение относится к прокатному производству, а именно к конструкциям шестивалковых систем листовых станов. Цель изобретения - повышение стойкости валков путем рассредоточения поверхностей контакта краев бочки короткого валка с бочкой более длинного и повышение точности проката. В шестивалковом узле опорные валки 3 имеют бочки меньшей длины, чем у смежных с ними промежуточных валков 2. Торцовые поверхности бочек валков 3 наклонены под равными углами к оси вращения валков. При таком условии продольное сечение бочки валка 3 может иметь форму равнобочной трапеции и (или) параллелограмма. Это позволяет повысить ресурс валков путем рассредоточения поверхности контакта краев бочки короткого валка с бочкой смежного валка большей длины. Использование предлагаемого узла позволяет снизить расход валков, уменьшить количество перевалок, что в свою очередь приводит к повышению производительности стана. 3 ил.
Е
W
Ьо
ЭР
иг.1
продольное сечение бочки валка 3 мо- жет иметь форму равнобочной трапеции и (или) параллелограмма. Это позволяет повысить ресурс валков путем рассредоточения поверхности контакта краев бочки короткого валка с бочкой
30
Изобретение относится к области рокатного производства, конкретнее, конструкциям шестивалковых систем истовых станов. ,.
Цель изобретения -.повышение стойости валков путем рассредоточения поверхности контакта краев бочки кооткого валка с бочкой более длинного и повьшение точности проката.
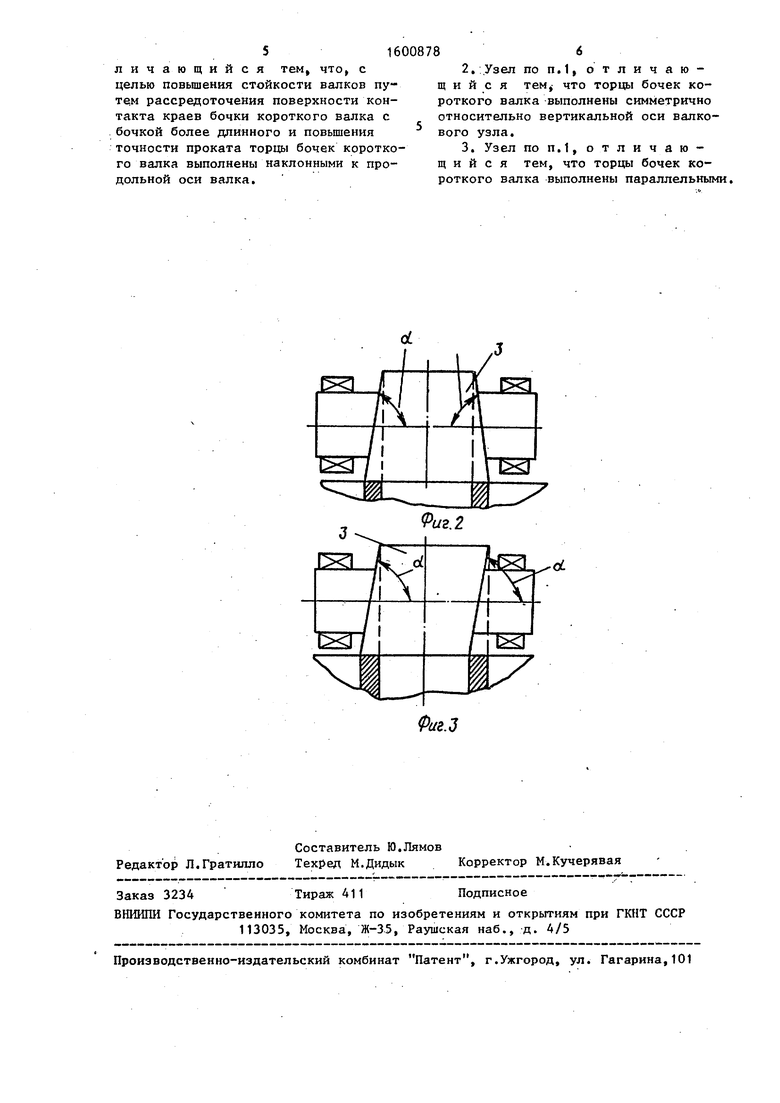
На фиг.1 представлена схема узла валков шестивалковой клети в которой опорные-валки имеют бочку меньшей длины, чем у смежных-с ними промежуточных валков; на фиг.2 - валок с ко- роткой бочкой, имеющей форму продольного сечения в виде равнобочной трапеции; на фиг.З - то же, продольное сечение бочки короткого валка имеет форму параллелограмма.
Узел валков состоит из двух рабочих валков 1, двух промежуточных валков 2 и двух опорных валков 3, Валки 2 и 3 относительно друг друга имеют разные диаметры и разные длины бочек 4, причем валки 3 короче
валков 2. .
Торцовые поверхности валков J наетонены под одинаковьми углами об.
к оси вращения валка.
При этом, исходя из описанного ус-4U ловия равного наклона торцовых поверхностей бочки короткого опорного валка, его продольное сечение может иметь форму продольного сечения в . виде равнобочной т рапеции и (или) 4Ь параллелограмма.
Для обеспечения требуемых допусков по толщине угол наклона может быть таким, чтобы разница образующих бочки KopoTKoi o валка не превышала 5-10%..-,
Для получения минимальных колебаний толщины по ширине прокатываемых полос (поперечная разнотолпщнность) короткий валок выполняется с продоль-55 ным сечением в виде равнобочной достигается симметричность межвалкового зазора относительно оси
35
50
смежного валка большей длины. Использование предлагаемого узла позволяет снизить расход валков, уменьшить ко-, личество перевалок, что в свою очередь приводит к повьшению производительности стана. 2 з.п, ф-лы, 3 ил.
30
4U 4Ь
35
50
прокатки при вращении валков и колебания толш;ины по ширине полос будут определяться только разницей длин участков контакта валков между собой. Для получения минимальных колебаний толщины по длине прокатываемых полос (продольная разнотолщинность) короткий валок выполняется с продольным сечением в виде параллелограмма.
В этом случае при вращении валков длина контакта их между собой сохраняется постоянной, что способствует стабилизации толщины полос по длине за счет относительно постоянного - сплющивания.
Работа узла осуществляется следуюmjiM образом.
При вращении валков 2 и 3 вследствие наклона торцов к продольной оси контакт валков между собой вследствие разных диаметров валков осуществляется постоянно в разных точках более длинного валка, образуя поверхность контакта шириной,Л. Таким образом, каждая точка этой поверхности значительно реже встречается с краем бочки валка 3 по сравнению с известными f валковыми комплектами, что способствует снижению износа валков. При симметричном расположении торцов бочки валков 3 при вращении валков не происходит существенного изменения толщины раската по ширине, а при параллельном расположении торцов сохраняется относительно постоянной толщина раската по его длине,
. Использование предлагаемого изобретения позволяет снизить расход валков, уменьшить количество перевалок, что обеспечивает повышение производительности стана.
Формула изобретения
2,Узел поп.1| отличающийся тем что торцы бочек короткого валка выполнены симметрично относительно вертикальной оси валкового узла.
fej
