вой схемы И 5 соединен с выходом схемы 4 сравнения, второй вход связан с переключателем 19 режима реза, а выход - с первым входом схемы ИЛИ 6. Второй вход схемы ИЛИ б соединен с выходом переключателя 20 управления резом, а выход - с вторым входом счетчика 3 импульсов, входом блока 7 управления резом и первым входом счетчика 10. Второй вход счетчика 10 связан с первым реперным датчиком 8, а выход - с входом первого одновибратора 11, выход которого подключен к первому входу триггера 12, второй вход которого соединен с выходом второго реперного датчика 9, а выход - с первым входом схемы 16 стробирования, через второй одновибратор 13 - с первым входом счетчика 15 коррекции и с первым входом второй схемы И 14. Второй вход схемы И 14 соединен с выходом формирователя 2 импульсов, а выход - с вторым входом счетчика 15 коррекции, выход которого через второй вход схемы 16 стробирования связан с вторым входом арифметического блока 17. 2 ил,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления машиной газовой резки | 1986 |
|
SU1395422A1 |
| Устройство для управления процессом изготовления автокамерных заготовок | 1978 |
|
SU781082A1 |
| Устройство управления газорезкой машины непрерывного литья заготовок | 1986 |
|
SU1475765A1 |
| Устройство управления мерным резом для машины непрерывного литья заготовок | 1989 |
|
SU1696118A1 |
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Устройство коррекции мерной длины заготовки | 1987 |
|
SU1438915A1 |
| Система для программного управления | 1985 |
|
SU1325409A1 |
| Устройство для автоматической фокусировки оптической системы записи-воспроизведения информации | 1990 |
|
SU1802877A3 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
Изобретение относится к металлургии, в частности к непрерывной разливке стали. Целью изобретения является повышение точности измерения мерной длины заготовки за счет коррекции цены импульса датчика мерной длины. В устройство, содержащее датчик 1 мерной длины, соединенный через формирователь 2 импульсов с первым входом счетчика 3 импульсов, выход которого связан с первым входом схемы 4 сравнения, задатчик 18 мерной длины, выход которого соединен с первым входом арифметического блока 17, выход которого связан с вторым входом схемы 4 сравнения, блок 7 управления резом и два реперных датчика 8 и 9, дополнительно введены две схемы И 5 и 14, схемы ИЛИ 6, два одновибратора 11 и 13, счетчик 15 коррекции, переключатель 19 режима реза, переключатель 20 управления резом, триггер 12, счетчик 10 и схема 16 стробирования. Причем первый вход первой схемы И 5 соединен с выходом схемы 4 сравнения, второй вход связан с переключателем 19 режима реза, а выход - с первым входом схемы ИЛИ 6. Второй вход схемы ИЛИ 6 соединен с выходом переключателя 20 управления резом, а выход - с вторым входом счетчика 3 импульсов, входом блока 7 управления резом и первым входом счетчика 10. Второй вход счетчика 10 связан с первым реперным датчиком 8, а выход - с вторым первого одновибратора 11, выход которого подключен к первому входу триггера 12, второй вход которого соединен с выходом второго реперного датчика 9, а выход - с первым входом схемы 16 стробирования, через второй одновибратор 13 - с первым входом счетчика 15 коррекции и с первым входом второй схемы И 14. Второй вход схемы И 14 соединен с выходом формирователя 2 импульсов, а выход - с вторым входом счетчика 15 коррекции, выход которого через второй вход схемы 16 стробирования связан с вторым входом арифметического блока 17. 2 ил.
Изобретение относится к металлургии, в частности к непрерывной разливке стали. Цель изобретения - повышение точности измерения мерной длины заготовки за счет коррекции цены импульса датчика мерной длины.
На фиг.1 представлена функциональная схема устройства; на фиг.2 - функциональная схема схемы стробирования.
Устройство содержит датчик 1 мерной длины, соединенный через формирователь 2 импульсов с первым входом счетчика 3 импульсов, схемы 4 сравнения, выход которой соединен с первым входом первой схемы И 5, выход которой соединен с первым входом схемы ИЛИ 6, выход которой соединен с входом блока 7 управления резом, два реперных датчика 8 и 9, установленных на определенном расстоянии друг от друга, счетчик 10, первый вход которого соединен с выходом схемы ИЛИ 6, а второй вход соединен с реперным датчиком 8, первый одно- вибратор 11, вход которого соединен с выходом счетчика 10, а выход соединен с первым входом триггера 12, второй вход которого соединен с выходом реперного датчика 9, а выход соединен с входом второго одночибратора 13 и первым входом второй схемы И 14, второй вход которой соединен с выходом формирователя 2 импульсов, счетчик 15 коррекции, первый вход которого соединен с выходом первого одно- вибратора 13, а второй вход - с выходом второй схемы И 14, схему 16 стробирования, первый вход которой соединен с выходом триггера 12, второй вход - с выходом счетчика 15 коррекции, арифметический блок 17, первый вход которого соединен с выходом задатчика 18 мерной длины, второй вход- с выходом схемы 16 стробирования, а выход соединен с вторым входом схемы 4 сравнения, переключатель 19 режима реза.
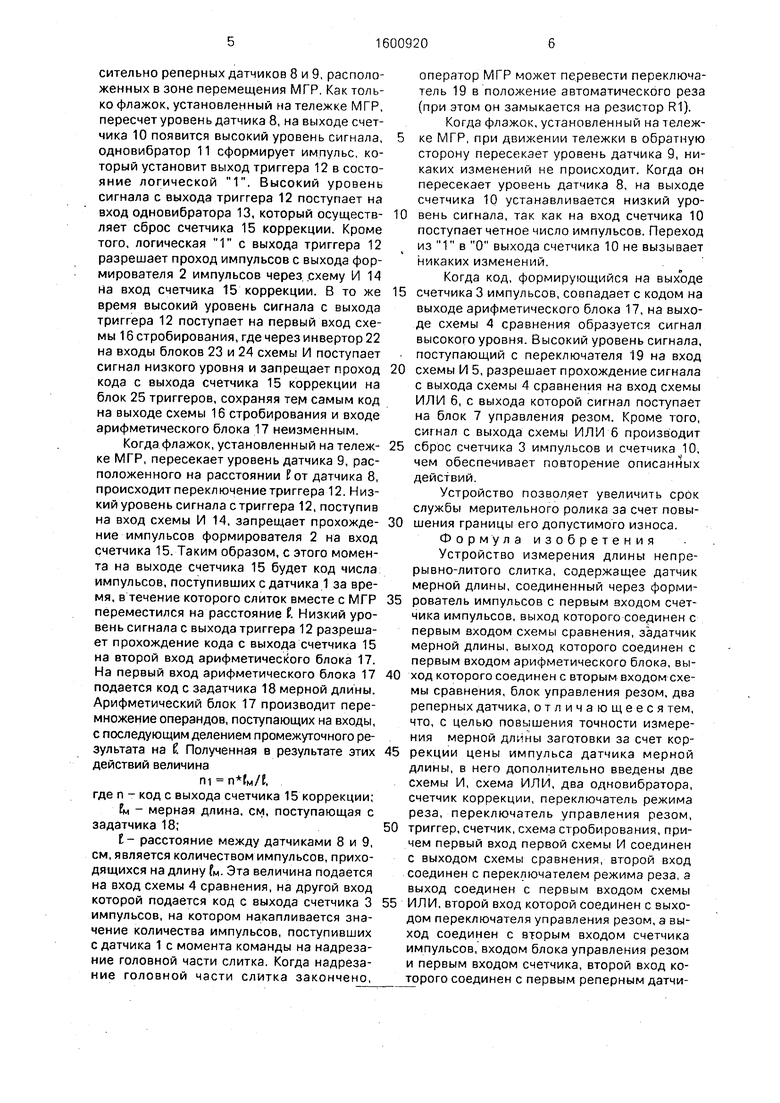
ыход которого соединен с вторым входом ервой схемы И 5, переключатель 20 управения рядом, выход которого соединен с вторым входом схемы ИЛИ 6. Схема 16 стробирования (фиг.2) содерит блок 21 инверторов, инвертор 22, два блока И 23 и 24, блок 25 триггеров, причем первый вход схемы 16 стробирования является входом инвертора 22, выход которого соединен с вторым входом первого блока 23 схем И и вторым входом второго блока 24 схем И, второй вход схемы 16 стробирования является первым входом первого блока 23 схем И и входом блока 21 инверторов, выход которого соединен с первым входом второго блока 24 схем И, выходы первого 23 и второго 24 блоков схем И соединены соответственно с первым и вторым входами блока 25 триггеров, выход которого является выходом схемы 16 стробирования.
Устройство работает следующим образом.
Команда на надрезание головы слитка производится вручную оператором машины газовой резки (МГР) с помощью переключателя 20 управления резом. При этом переключатель 19 режима реза замкнут на землю (ручной режим реза). При подаче команды на надрезание головы слитка пере- ключатель 20 замыкается на резистор R2. Высокий уровень сигнала появляется на выходе схемы ИЛИ 6, поступает с него на второй вход счртчика 3 импульсов и второй вход счетчика 10, осуществляя сброс этих счетчи- ков. Кроме того, высокий уровень сигнала с выхода схемы ИЛИ 6 поступает на схему 7 управления резом слитка. При. этом производится захват слитка машиной газовой резки, которая производит рез слитка, пере- мещаясь вместе с ним. Таким образом, слиток и МТР, неподвижные относительно друг друга, образуют систему, движущуюся относительно реперных датчиков 8 и 9, расположенных в зоне перемещения МГР. Как только флажок, установленный на тележке МГР, пересчет уровень датчика 8, на выходе счетчика 10 появится высокий уровень сигнала, 5 одновибратор 11 сформирует импульс, который установит выход триггера 12 в состояние логической 1. Высокий уровень сигнала с выхода триггера 12 поступает на вход одновибратора 13, который осуществ- 10 ляет сброс счетчика 15 коррекции. Кроме того, логическая 1 с выхода триггера 12 разрешает проход импульсов с выхода формирователя 2 импульсов через, .схему И 14 На вход счетчика 15 коррекции. В то же 15 время высокий уровень сигнала с выхода триггера 12 поступает на первый вход схемы 1 б стробирования, где через инвертор 22 на входы блоков 23 и 24 схемы И поступает сигнал низкого уровня и запрещает проход 20 кода с выхода счетчика 15 коррекции на блок 25 триггеров, сохраняя тем самым код на выходе схемы 16 стробирования и входе арифметического блока 17 неизменным.
Когда флажок, установленный на тележ- 25 ке МГР, пересекает уровень датчика 9, расположенного на расстоянии EOT датчика 8, происходит переключение триггера 12. Низкий уровень сигнала стриггера 12, поступив на вход схемы И 14, запрещает прохожде- 30 ние импульсов формирователя 2 на вход счетчика 15. Таким образом, с этого момента на выходе счетчика 15 будет код числа импульсов, поступившихс датчика 1 за время, в течение которого слиток вместе с МГР 35 переместился на расстояние f. Низкий уровень сигнала с выхода триггера 12 разрешает прохождение кода с выхода счетчика 15 на второй вход арифметического блока 17. На первый вход арифметического блока 17 40 подается код с задатчика 18 мерной длины. Арифметический блок 17 производит перемножение операндов, поступающих на входы, с последующим делением промежуточного реоператор МГР может перевести переключ тель 19 в положение автоматического рез (при этом он замыкается на резистор R1).
Когда флажок, установленный на тележ ке МГР, при движении тележки в обратну сторону пересекает уровень датчика 9, ни каких изменений не происходит. Когда о пересекает уровень датчика 8, на выход счетчика 10 устанавливается низкий уро вень сигнала, так как на вход счетчика 1 поступает четное число импульсов. Перехо из 1 в О выхода счетчика 10 не вызывае никаких изменений.
Когда код, формирующийся на выхЬд счетчика 3 импульсов, совпадает с кодом н выходе арифметического блока 17, на выхо де схемы 4 сравнения образуется сигна высокого уровня. Высокий уровень сигнала поступающий с переключателя 19 на вход схемы И 5, разрешает прохождение сигнал с выхода схемы 4 сравнения на вход схемы ИЛИ б, с выхода которой сигнал поступае на блок 7 управления резом. Кроме того сигнал с выхода схемы ИЛИ б производи сброс счетчика 3 импульсов и счетчика 10 чем обеспечивает повторение описанных действий.
Устройство позволяет увеличить срок службы мерительного ролика за счет повы шения границы его допустимого износа. Формула изобретения Устройство измерения длины непре рывно-литого слитка, содержащее датчик мерной длины, соединенный через формирователь импульсов с первым входом счетчика импульсов, выход которого соединен с первым входом схемы сравнения, задатчик мерной длины, выход которого соединен с первым входом арифметического блока, выход которого соединен с вторым входом схемы сравнения, блок управления резом, два реперных датчика, отличающееся тем, что, с целью повышения точности измерения мерной длины заготовки за счет корзул ьтата на f. Полученная в результате этих 45 рекции цены импульса датчика мерной
действий величина
ni , где п - код с выхода счетчика 15 коррекции;
ЕМ - мерная длина, см, поступающая с задатчика 18;
t- расстояние между датчиками 8 и 9, см, является количеством импульсов, приходящихся на длину fn. Эта величина подается на вход схемы 4 сравнения, на другой вход которой подается код с выхода счетчика 3 импульсов, на котором накапливается значение количества импульсов, поступивших сдатчика 1 с момента команды на надрезание головной части слитка. Когда надрезание головной части слитка закончено.
длины, в него дополнительно введены две схемы И, схема ИЛИ, два одновибратора, счетчик коррекции, переключатель режима реза, переключатель управления резом,
50 триггер, счетчик, схема стробирования, причем первый вход первой схемы И соединен с выходом схемы сравнения, второй вход соединен с переключателем режима реза, а выход соединен с первым входом схемы
55 ИЛИ, второй вход которой соединен с выходом переключателя управления резом, а выход соединен с вторым входом счетчика импульсов, входом блока управления резом и первым входом счетчика, второй вход ко- торого соединен с первым реперным датчиоператор МГР может перевести переключатель 19 в положение автоматического реза (при этом он замыкается на резистор R1).
Когда флажок, установленный на тележке МГР, при движении тележки в обратную сторону пересекает уровень датчика 9, никаких изменений не происходит. Когда он пересекает уровень датчика 8, на выходе счетчика 10 устанавливается низкий уровень сигнала, так как на вход счетчика 10 поступает четное число импульсов. Переход из 1 в О выхода счетчика 10 не вызывает никаких изменений.
Когда код, формирующийся на выхЬде счетчика 3 импульсов, совпадает с кодом на выходе арифметического блока 17, на выходе схемы 4 сравнения образуется сигнал высокого уровня. Высокий уровень сигнала, поступающий с переключателя 19 на вход схемы И 5, разрешает прохождение сигнала с выхода схемы 4 сравнения на вход схемы ИЛИ б, с выхода которой сигнал поступает на блок 7 управления резом. Кроме того, сигнал с выхода схемы ИЛИ б производит сброс счетчика 3 импульсов и счетчика 10, чем обеспечивает повторение описанных действий.
Устройство позволяет увеличить срок службы мерительного ролика за счет повышения границы его допустимого износа. Формула изобретения Устройство измерения длины непрерывно-литого слитка, содержащее датчик мерной длины, соединенный через формирователь импульсов с первым входом счетчика импульсов, выход которого соединен с первым входом схемы сравнения, задатчик мерной длины, выход которого соединен с первым входом арифметического блока, выход которого соединен с вторым входом схемы сравнения, блок управления резом, два реперных датчика, отличающееся тем, что, с целью повышения точности измерения мерной длины заготовки за счет коррекции цены импульса датчика мерной
длины, в него дополнительно введены две схемы И, схема ИЛИ, два одновибратора, счетчик коррекции, переключатель режима реза, переключатель управления резом,
0 триггер, счетчик, схема стробирования, причем первый вход первой схемы И соединен с выходом схемы сравнения, второй вход соединен с переключателем режима реза, а выход соединен с первым входом схемы
5 ИЛИ, второй вход которой соединен с выходом переключателя управления резом, а выход соединен с вторым входом счетчика импульсов, входом блока управления резом и первым входом счетчика, второй вход ко- торого соединен с первым реперным датчиком, выход счетчика соединен с входом первого одновибратора, выход которого соединен с первым входом триггера, второй вход которого соединен с выходом второго ре- перного датчика, а выход соединен с первым входом схемы стробированйя, через второй одновибратор - с первым входом
Вх.Вх.2
Фиг. г
счетчика коррекции и с первым входом второй схемы И, второй вход которой соединен с выходом формирователя импульсов, а выход соединен с вторым входом счетчика коррекции, выход которого через второй вход схемы стробированйя соединен с вторым входом арифметического блока.
25
| Краснов Б.И | |||
| Оптимальное управление режимом непрерывной разливки стали | |||
| - М.: Металлургия, 1970 | |||
| с | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
| Устройство коррекции мерной длины заготовки | 1987 |
|
SU1438915A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
