Изобретение относится к текстильной промьп шенности и касается способов намотки нити и подобных ей продуктов в паковки, применяемых на машинах прядильного производства с фрикционным приводом .паковок, на которых подача продукта в намотку обеспечивается с постоянной скоростью выпускной парой.
Цель изобретения - повышение качества паковки.
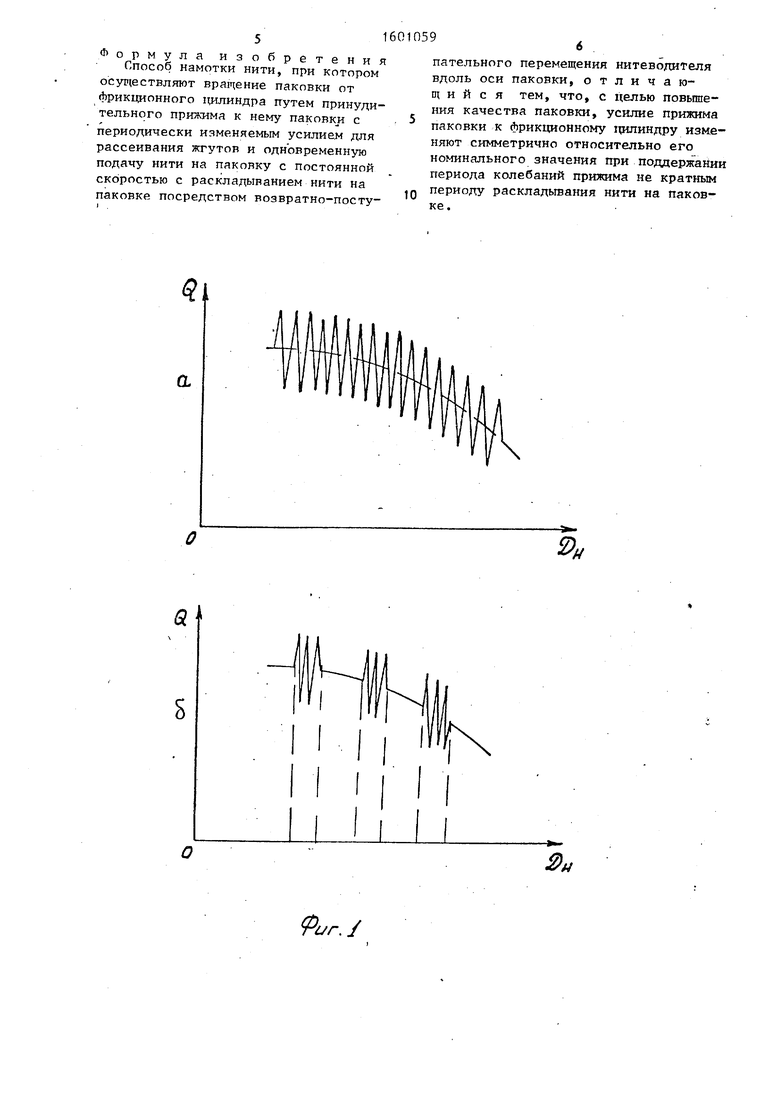
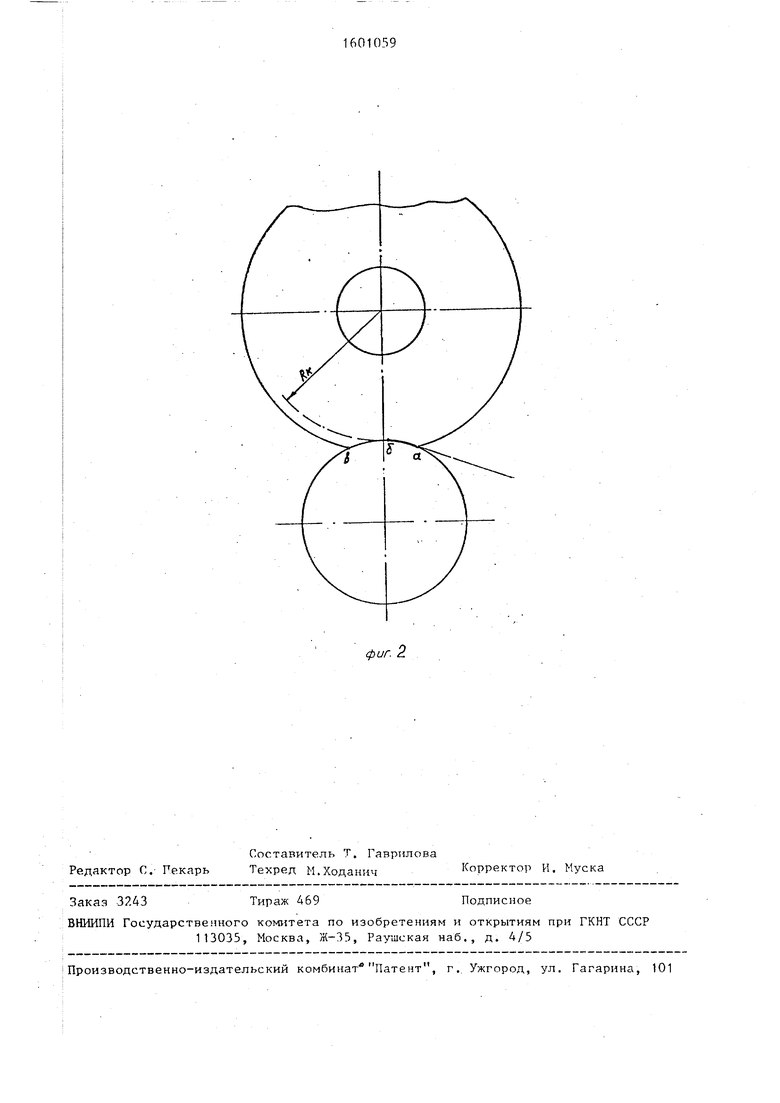
на фиг, 1 приведены графики зависимости усилия прижима паковки от ее диаметра: а - происходит рассеивание жгутовой намотки (пунктирной линией показано номинальное усилие прижима паковки), б - колебания усилия прижима осу цествляются только на жгутовых диаметрах намотки, определяем чх периодом раскладки нити; на фиг. 2 схема, поясняющая как происходит рассеивание жгутов.
Способ намотки нити осуществляют следующим образом.
Паковкз вращают от фрикционного 1ротиндра путем принуди тельного прижима к нему паковки с периодически из- меняемым усилием симметрично относительно его номинального значения, одновременно осуществляют подачу нити на паковку с постоянной скоростью с раскладыванием нити на паковке посредством возвратно-по ступательного перемещения нитеводителя вдоль оси паковки Период колебаний прижима не кратен периоду раскладки нити о
Рассеивание жгутовой намотки происходит следующим образом. При изменении усилия прижима паковки к фрикционному цилиндру изменяется веО5
СП
личина ее деформации в контакте и, следовательно, изменяется и контактный радиус RK. (фиг. 2), за который паковка приводится. Частота вращения паковки изменяется, в результате чего изменяется и положение каж;1;ого последуюр1;его витка нити на паковке относительно предыдухцего. При постояном колебании усилия прижима происходит бьгстрая смена значений скорост паковки, при которой жгутовая намотка не успевает формироваться.
При этом фактическая скорость намотки не изменяется при смене частоты вращения паковки, нить, подаваемая в зону контакта, поступает на участок аб (фиг. 2). на котором поверхность паковки сцепляется с поверхностью цилиндра, и движется фактически с окружной скоростью цилиндра. Выйдя из зоны контакта, нить изменяет свою.скорость, которая становится равной скорости поверхности вращающейся паковки, и, соответственно, натяжение, которое компенсируется де|формацией () паковки под действием давления нити.
Таким образом, при изменении усилия прижима паковки изменяется действительная скорость ее вращения, но скорость приема нити остается постоянной, что обеспечивает постоянство натяжения продукта на участке между выпускной парой и паковкой. Колебания усилия приясима паковки должны происходить симметрично, так, чтобы в среднем усилие прижима оставалось равным номинальному, определя- ющему требование параметра процесса намотки,
Грании;ы интервала амплитуды колебаний усилия прижима определяются из привода паковки фрикционным пи- линдром без пробуксовки. Длина дуги аб (фиг. 2) участка сцепления поверхности паковки в контакте с мотальным барабанчиком определяется величиной усилия прижима паковки. При снижении усилия прижима длина его уменьщается и в конечном итоге этот участок исчезает, В этом случае происходит буксование паковки, что недопустимо. Как правило, усилие прижш-ta паковки при проектировании маигины выбирается таким образом, чтобы оно на 20-50% превышало значение, при котором начинается буксование, т,е, обеспечивается надежный привод па0
5
0
5
0
5
0
5
0
5
ковки. Увеличения усилия прижима более чем на 50% от номинального влечет за собой нарушения структуры паковки (раздавливание). Установлено, что эффект рассеивания.жгутовой намотки начинает проявляться при амплитуде колебаний прижима, составляющей не менее от номинального.
I I
Таким образом, границы интервала амплитуды колебаний усилия прижима определяются из условий наличия эффекта рассеивания жгутов, сохране- ,ния структуры намотки и отсутствия буксования паковки и должны составлять не менее г20 и не более j:50% от номинального усилия прижима.
Некратность периода колебаний при- жима периоду раскладки нити обеспечивает более эффективное рассеивание жгутовой намотки. Так, при кратности периодов жгут разбивается на несколько малых жгутов, число которых равно числу периодов раскладки нити за один период колебания прижима. При нарушении кратности жгут равномерно распределяется на части- поверхности паковки, что улучшает ее качество.
Пример. Способ реализуют в лабораторных условиях на матине ПГ:К-225111Г для выработки самокрученной пряжи. Номинальное (среднее) усилие прижима паковки при этом плавно изменяют от 4ОН в начале намотки при диаметре пустого патрона 56 мм до 20 И в к онце намотки при максимальном диаметре паковки 200 мм Колебания усилия прижима в начале намотки составляют 24-56 И и к концу намотки (при максимальном диаметре паковки) составляют 12-28Н, что составляет +40% от номинального прижима. При этом отношение периода колебаний прижима к периоду раскладки равно 11,83. При указанных параметрах достигается наиболее эффективное рассеивание жгутов, устраняются слеты витков на торцах паковки с
Применение предлагаемого способа позволяет осуществлять эффективное рассеивание жгутовой намотки при постоянной скорости подачи нити в намотку. При переработке сформированных таким способом паковок на дальнейших переходах сутцественно улучшаются условия их разматывания, снижается обрывность, уменьшается количество уга- ров,.
Формула изобретения
Способ намотки нити, при котором осур(ествляют вращение паковки от фрикционного щшиндра путем принудительного прижима к нему паковки с периодически изменяемьм усилием для рассеивания жгутов и одновременную подачу нити на паковку с постоянной скоростью с раскладыванием нити на паковке посредством возвратно-посту
пательного перемещения нитеводителя вдоль оси паковки, отличающийся тем, что, с целью повьппе- ния качества паковки, усилие прижима паковки к фрикционному цилиндру изие- няют симметрично относительно его номинального значения при поддержании периода колебаний прижима не кратньм периоду раскладывания нити на паковке.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОТАЛЬНОЕ УСТРОЙСТВО | 1991 |
|
RU2019491C1 |
| УСТРОЙСТВО ДЛЯ КРЕСТОВОЙ НАМОТКИ НИТИ НА ПАКОВКУ | 1993 |
|
RU2060922C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 1994 |
|
RU2083465C1 |
| Устройство для раскладки нити на паковке | 1979 |
|
SU945037A1 |
| Устройство для намотки нити на патрон | 1982 |
|
SU1144958A1 |
| Устройство для раскладки нити | 1991 |
|
SU1770243A1 |
| Способ формирования текстильной паковки | 1989 |
|
SU1654206A1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 1994 |
|
RU2083464C1 |
| Привод механизма раскладки нити | 1985 |
|
SU1359357A1 |
| Способ намотки бесконечных протяженных структур | 1989 |
|
SU1777594A3 |
Изобретение относится к текстильной промышленности и позволяет повысить качество паковки. В способе фрикционной намотки нити формирование паковки осуществляется за счет прижима ее к поверхности фрикционного цилиндра с усилием, определяемым технологическими параметрами процесса намотки, а раскладка нити вдоль образующей паковки - с помощью глазка раскладчика, совершающего возвратно-поступательное движение параллельно оси паковки. С целью устранения жгутовой намотки усилие прижима паковки к фрикционному цилиндру колеблется с амплитудой от ±20 до ±50% от номинального значения с периодом, не кратным периоду хода раскладчика. 2 ил.
а
./
Редактор С. Пекарь
Составитель Т, Гаврилова
Техред М.Ходаннч Корректор И. Муска
Заказ 3243
Тираж А69
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Устройство для намотки нитевидного материала | 1987 |
|
SU1498684A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
