ности относится к промышленности строительных материалов и может быть использовано для изготовления
Г : «s-гг
i ii-iib lUpo I ен1и1 - повышение проч- : 111 11 M(.ipri3oc гойкости изделий и по- ,.u- H;inein-iii С дeкop nивнoй мрамо- мр.пдиой поверхностью.
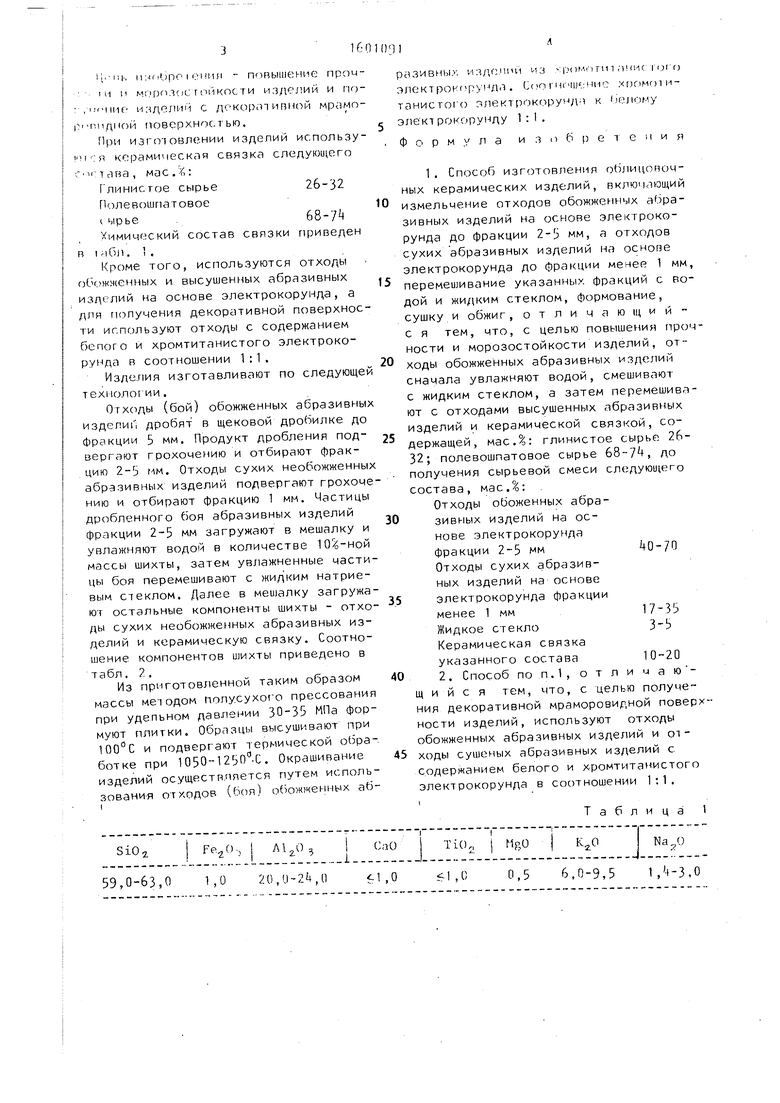
При изго ювлении изделий использу- 1-:я керамическая связка cлeдyюu eгo т , мае .
Глинистое сырье2б- 32
Полевошпатовое
сырье.-68-7 4
Химический состав связки приведен
в IнОл. .
Кроме того, используются отходы о(3ожженных и, высушенных абразивных изделий на основе электрокорунда, а для получения декоративной поверхности используют отходы с содержанием бепого и хромтитанистого электроко- руида в соотношении 1:1.
Изделия изготавливают по следующей
технологии.
Отходы (бой) обожженных абразивных изделий дробят в щековой дробилке до фракции 5 мм. Продукт дробления подвергают грохочению и отбирают фракцию 2-5 мм. Отходы сухих необожженных абразивных изделий подвергают грохочению и отбирают фракцию 1 мм. Частицы дробленного боя абразивных изделий фракции 2-5 мм загружают в мешалку и увлажняют водой в количестве 10 «-ной массы шихты, затем увлажненные частицы боя перемешивают с жидким натриевым стеклом. Далее в мешалку загружают остальные компоненты шихты - отходы сухих необожженных абразивных изделий и керамическую связку. Соотношение компонентов шихты приведено в
приготовленной таким образом м-эссы методом полусухого прессования п ри удельном давлении 30-35 МПа формуют плитки. Образцы высушивают 100°С и подвергают термической обработке при 1050-12504. Окрашивание изделий осуществляется путем использования отходов (бс,я) обожженных абразивных и: 011ий из xг)г,ти пниc|..иo электрокорундл. С(югно1и-ние ; помо1и- танистого электрокоруид:1 к (кмюму электрокорунду 1:1. формула из о б р е т е н и я
1. Способ изготовления облицовочных керамических изделий, включающий 0 измельчение отходов обожженных абразивных изделий на основе электрокорунда до фракции 2-5 мм, а отходов сухих абразивных изделий на осногзе электрокорунда до фракции менее 1 мм, 5 перемешивание указанных фракций с водой и жидким стеклом, формование, сушку и обжиг, отличающий с я тем, что, с целью повышения прочности и морозостойкости изделий, от- 20 ходы обожженных абразивных изделий сначала увлажняют водой, смешивают с жидким стеклом, а затем перемешивают с отходами высушенных абразивных изделий и керамической связкой, со- 25 держащей , мас.%: глинистое сырье 2Ь- 32; полевошпатовое сырье 68-74, до получения сырьевой смеси следуюи1его состава, мас.%:
Отходы обоженных абра- 30 зивных изделий на основе электрокорунда фракции 2-5 ммi+0-70
Отходы сухих абразивных изделий на основе 35 электрокорунда фракции
менее 1 мм17-3
Жидкое стекло3-5
Керамическая связка указанного состава 10-20 40 2. Способ по П.1, о т л и ч а ю - щ и и с я тем, что, с целью получения декоративной мраморовидной поверхности изделий, используют отходы обожженных абразивных и.зделий и от- 45 ходы сушеных абразивных изделий с содержанием белого и хромтитаиистого электрокорунда в соотношении 1:1.
Таблица 1
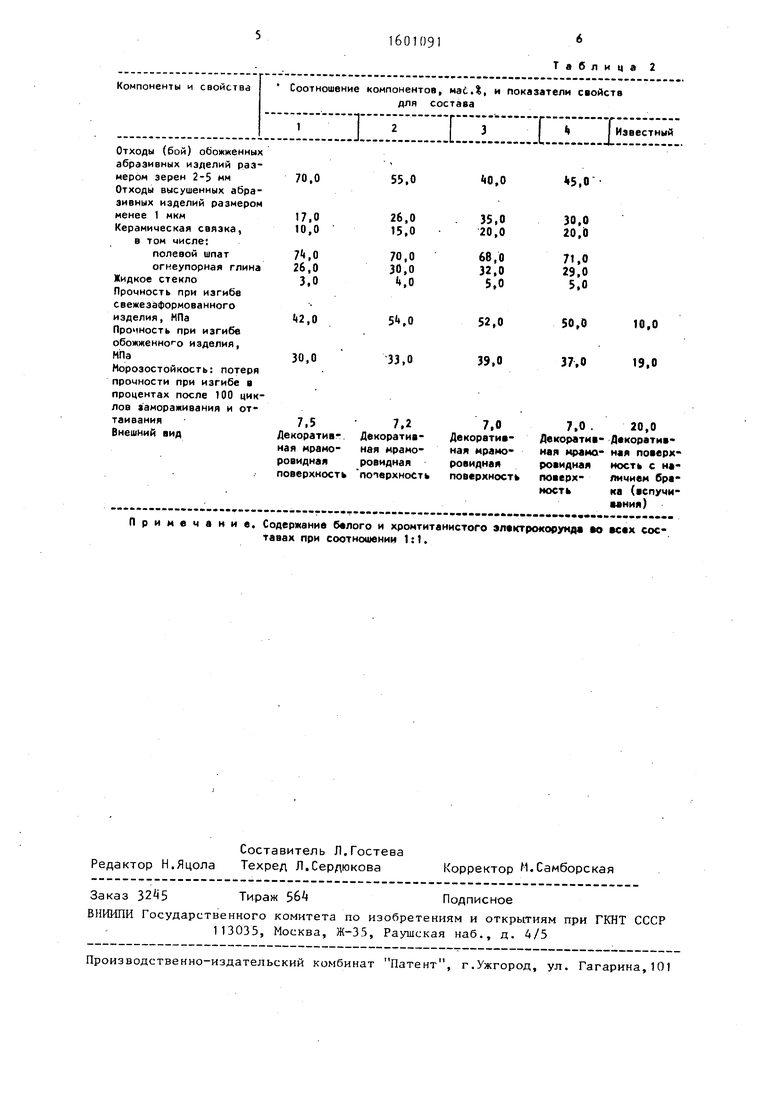
Таблица 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Шихта для изготовления облицовочных керамических изделий (ее варианты) | 1984 |
|
SU1213006A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1994 |
|
RU2076038C1 |
| Керамическая связка | 1983 |
|
SU1138303A1 |
| Масса для изготовления абразивного инструмента | 1984 |
|
SU1252151A1 |
| Состав абразивных тел для виброобработки | 1982 |
|
SU1093523A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКОЙ СВЯЗКИ ДЛЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2131804C1 |
| Масса для изготовления пористого абразивного инструмента | 1987 |
|
SU1512761A1 |
| Масса для изготовления абразивного инструмента | 1981 |
|
SU975371A1 |
| Формовочная смесь для изготовления абразивного инструмента | 1987 |
|
SU1459909A1 |
| Керамическая масса для изготовления искусственного гранитного материала | 1984 |
|
SU1265176A1 |
Изобретение относится к промышленности строительных материалов, может быть использовано для изготовления облицовочных изделий, предназначенных для наружной и внутренней отделки зданий. С целью повышения прочности и морозостойкости изделий и получения декоративной мраморовидной поверхности в способе, включающем измельчение отходов обожженных абразивных изделий на основе электрокорунда до фракции 2-5 мм, а отходов сухих абразивных изделий на основе электрокорунда до фракции менее 1 мм, перемешивание указанных фракций с водой и жидким стеклом, формование, сушку и обжиг, отходы обожженных абразивных изделий сначала увлажняют водой, смешивают с жидким стеклом, а затем перемешивают с отходами высушенных абразивных изделий и керамической связкой, содержащей, мас.%: глинистое сырье 26-32 и полевошпатовое сырье 68-74 до получения сырьевой смеси следующего состава мас.%: отходы обожженных абразивных изделий на основе электрокорунда фракции 2-5 мм 40-70, отходы высушенных абразивных изделий на основе электрокорунда фракции менее 1 мм 17-35, жидкое стекло 3-5 и керамическая связка указанного состава 10-20. Для получения декоративной поверхности вводят отходы обожженных абразивных изделий и отходы высушенных абразивных изделий с содержанием белого и хромтитанистого электрокорунда в соотношении 1:1. Физико-механические свойства изделий: прочность при изгибе свежезаформованного изделия 42-54 МПа, прочность при изгибе обожженного изделия 30-39 МПа, морозостойкость: потеря прочности при изгибе в % после 100 циклов замораживания и оттаивания 7,0-7,5, внешний вид - декоративная мраморовидная поверхность. 2 табл.
70,0
7,0 10,0
7 t,0
26,0
k2,0
30,0
26,0 15.0
70,0
30,0
««.О
7,5 7.2
Декоратив-Декоративная мрамо-ная мрамо- ровиднаяровидная поверхность попврхность
Примечание. Содержание белого и хромтитанистого электрокорунда «о тавах при соотношении 1:1.
40,0
5,0
35,0 20,0
68,0
30,0 20,d
52,0
50,0 37,0
10,0
20,0
Декоративная поверхность с наличием брака (вспучивания)
всех сос
