51601133
снабжена насадкой 10 с конусной по- досгью, размещенной в полости дополнительной подвижной трубы 8i Нижний конец центральной подвижной трубы
3 размещен в кйнусной полости насадки 10 и снабжен конусным клапанным коль
цом 12 с отверстиями 13 За счет управляемых перемещений трубы 8 предотвращается образование настылей на амбразуре и обеспечивается повы шение надежности ее в работео 1 ЗсП. , 3 ило
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1993 |
|
RU2066689C1 |
| ИЗМЕРИТЕЛЬНЫЙ ЗОНД ДЛЯ ПОГРУЖЕНИЯ В РАСПЛАВ МЕТАЛЛА | 2005 |
|
RU2308695C2 |
| Устройство для отбора проб и замера температуры жидкого металла | 1990 |
|
SU1718000A2 |
| Газоотводящий тракт конвертера | 1983 |
|
SU1171532A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ФУТЕРОВКИ КОНВЕРТЕРА В ГОРЯЧЕМ СОСТОЯНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111262C1 |
| Устройство для отбора проб и замера температуры жидкого металла | 1987 |
|
SU1476340A1 |
| Система управления конверторным процессом | 1972 |
|
SU1101177A3 |
| НАКОНЕЧНИК ГАЗОКИСЛОРОДНОЙ ФУРМЫ ДЛЯ ПРОДУВКИ РАСПЛАВА ОКИСЛИТЕЛЬНЫМ ГАЗОМ В КИСЛОРОДНОМ КОНВЕРТЕРЕ | 2016 |
|
RU2630730C9 |
| СПОСОБ НАНЕСЕНИЯ ШЛАКОВОГО ГАРНИСАЖА НА ФУТЕРОВКУ КОНВЕРТЕРА | 1997 |
|
RU2128714C1 |
| Способ контроля и удаления настылей с охлаждаемых элементов газоотводящего тракта конвертера | 1982 |
|
SU1129241A1 |
Изобретение относится к металлургии, конкретнее к конструкции сталеплавильных конвертеров. Цель изобретения - повышение надежности. Амбразура снабжена дополнительной подвижной трубой 8 с кольцевым поршнем 9, размещаемой во внешней полости 4. Патрубок, сообщающийся с внешней полостью 4, снабжен трехходовым краном 15, перекрывающий элемент которого соединен с центральной подвижной трубой 3 при помощи шарнирно-рычажной системы 16. Внутренняя труба 2 снабжена насадкой 10 с конусной полостью, размещенной в полости дополнительной подвижной трубы 8. Нижний конец центральной подвижной трубы 3 размещен в конусной полости насадки 10 и снабжен конусным клапанным кольцом 12 с отверстиями 13. За счет управляемых перемещений трубы 8 предотвращается образование настылей на амбразуре и обеспечивается повышение надежности ее в работе. 1 з.п.ф-лы, 3 ил.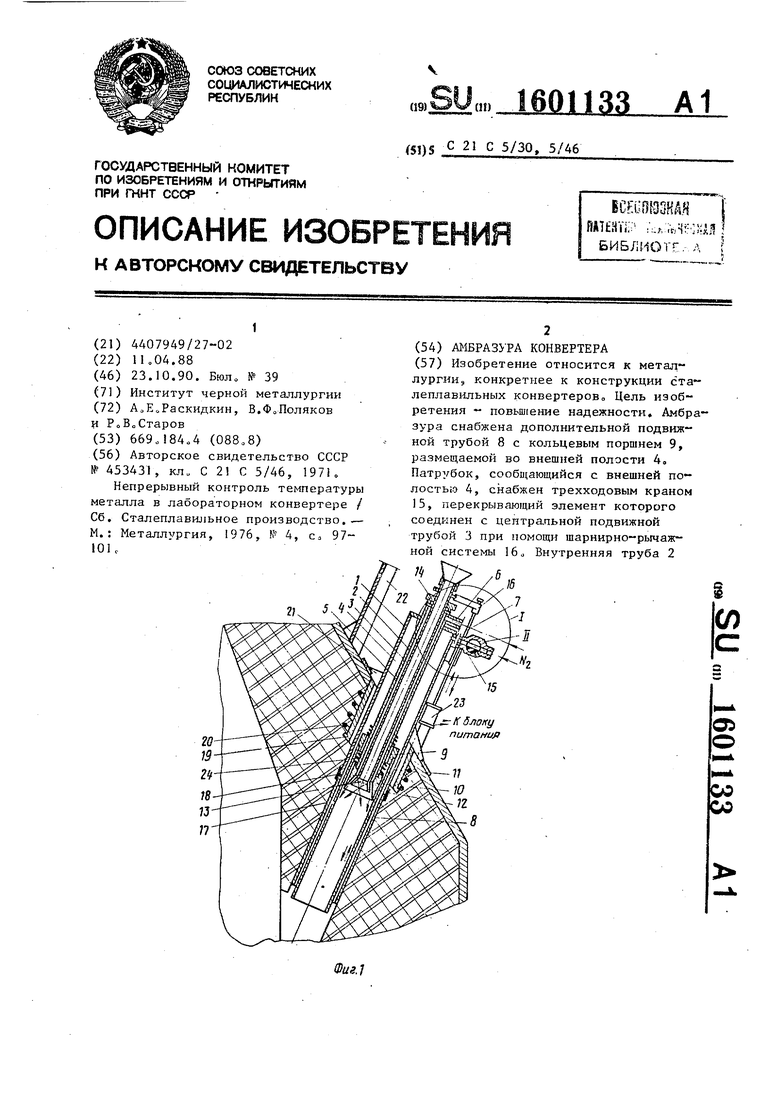
Изобретение относится к металлургии , а конкретно к конструкции ста- еплавильных конвертеров
Цель изобретения - повьшение наежности
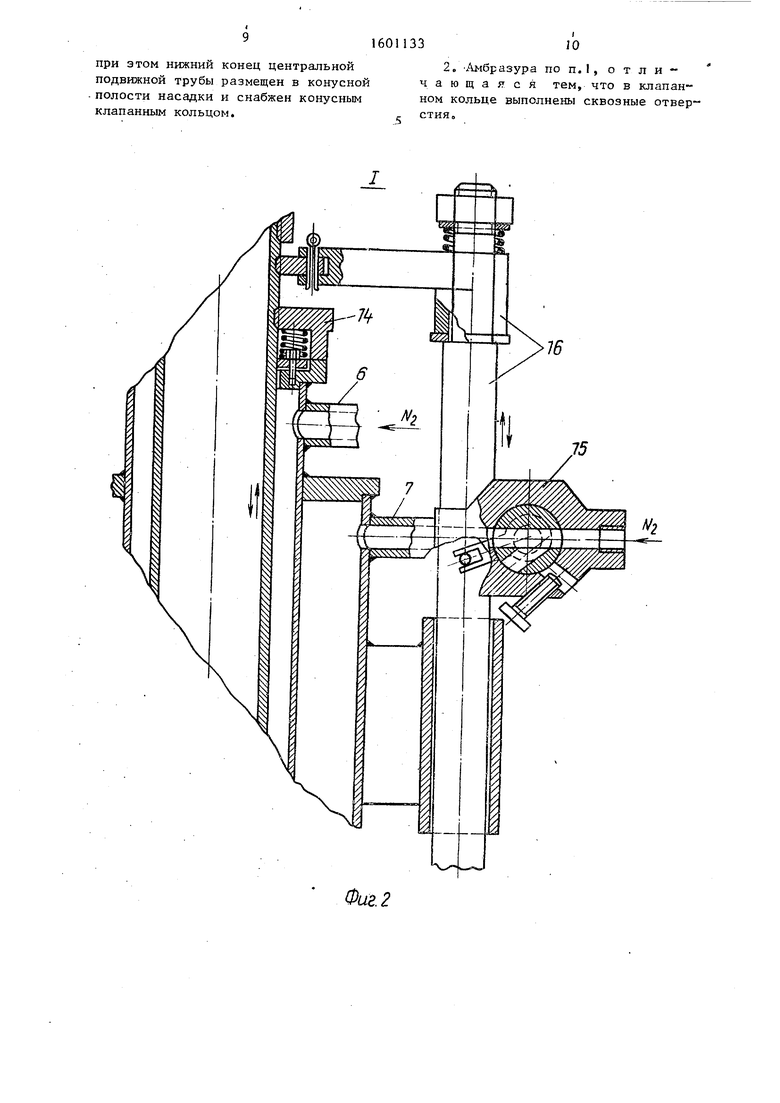
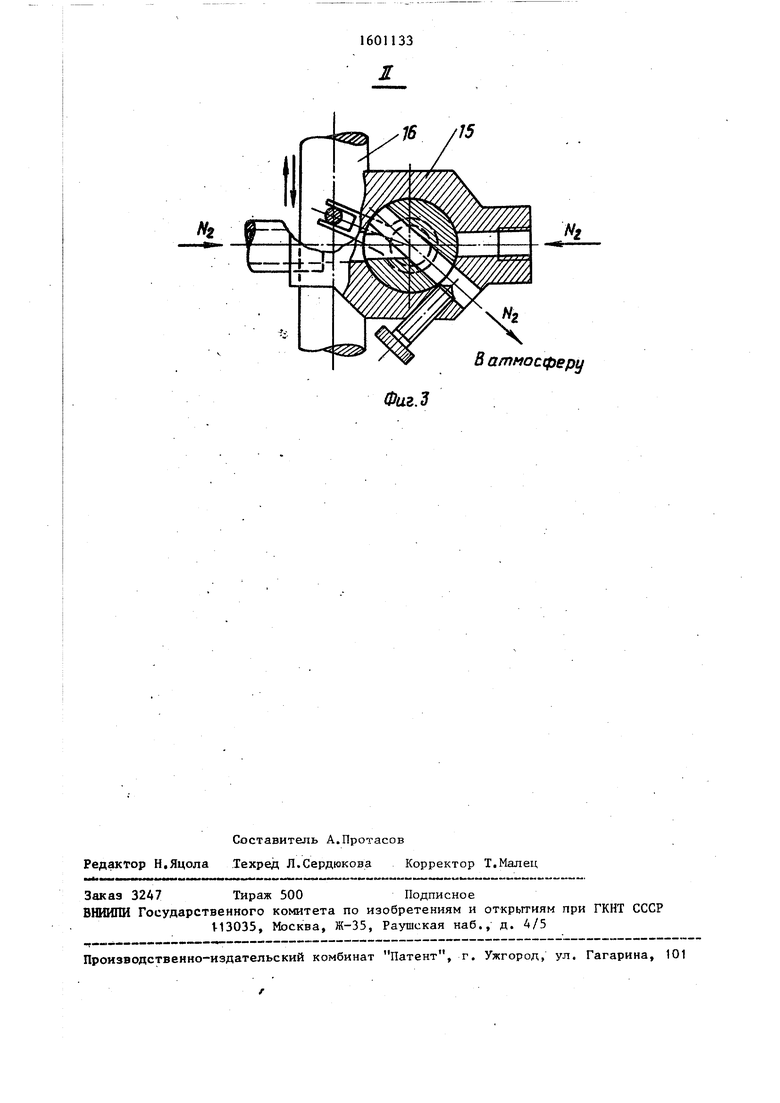
На фиг о 1 изображено устройство, разрез; на фиго2 - узел I на фиг,1} на фигоЗ - узел II на фиг.2,
Устройство содержит коаксиально расположенные трубы наружную I, внутреннкж) 2 и центральную подвижную 3, образующие внешнюю и внутрен- нкло кольцевые полости 4 и 5 с герме тично закрытыми верхними концами и имеюпще патрубки 6 и 7- для подвода; базовых энергоносителей.
Амбразура снабжена дополнительной подвижной трубой 8 с кольцевым порш нем 9, размещенной во. внешней полости 4, при этом поршень 9 установлен на верхнем конце трубы, внутренняя труба,2 снабжена кольцевой цииндрической насадкой 10 ::с конусной полостью,, установленной на наружном нижнем конце внутренней трубы и размещенной в полости дополнительной подвижной трубы 8, при этом в боковой
стенке трубы 2 имеются отверстия 11, размещенные выше насадки и ниже нижнего положения поршня, нижний конец центральной подвижной трубы 3 разме- щен в конусной полости насадки и снаб- жен конусным клапанным кольцом 12 с наружной конусностью, конгруэнтной конусности насадки 10 причем на ко- нусном клапанном кольце 12 выполнены .отверстия 13, осевые линии которых перпендикулярны конусной поверхности, а верхний конец центральной подвижной трубы 3 снабжен ограничительно- регулирующей гайкой 14, кроме того, патрубок, сообщающийся с внешней кольцевой полостью 4, снабжен трехходовым краном 15, перекрьшающий элемент которого .соединен с центральной подвижной трубой 3 при помощи шарнирно-рычажной системы 1 б,
5
0
5
0
5
0
5
0
5
Наружная труба 1 выполнена по длине из двух частей: из трубы 1 и трубы 17, разъемный стык которых обеспечивается при noMomji кольца-муфты 18, расположенной на уровне торца насадки 10. Амбразура размещена в трубе 19 с холодильником 20„ Труба 19 является неотъемпемой деталью корпуса конвертера и установлена в нем под углом к вертикали, равным углу траектории движения зонда (15-25°), и, таким образом, предназначена для быстрой и точной постановки амбразуры в конвертер, а также для обеспечения гарантированной стойкости футеровки в районе амбразуры. На конвертере амбразура крепится при помощи лап 21 и болтов и защищена со стороны горловины от выбросов из конвертера экраном 22 Для управления режимом работы амбразуры имеется электропривод 23 (например, соленоид), управление которого, в свою очередь, осуществляется блоком управления с реле времени (не показаны).
Амбразура конвертера работает следующим образом.
Амбразура устанавливается в футеровку конвертера при ее кладке. В исходном положении центральная подвижная труба 3 находится в нижнем положении и зависает на гайке 14„ Дополнительная подвижная труба 8 с кольцевым поршнем 9 также находится в нижнем положении, опираясь на амортизационную пружину 24, при этом нижний торец дополнительной подвижной трубы находится несколько ниже торца трубы 17, который расположен на выходе канала в кладке конвертера. Кран 15 находится в открытом положении.
Перед началом продувки в патрубок бив перекрывающее устройство 15 подают азот под давлением 0,,6 Ша, Сжатьй воздух для этого не годится, так как его кислород дожигает оксид
51
углерода, что вызывает разогрев амбразуры и сгорание трубы 17, а не охлаждение ее, как это требуется. Возвратно-поступательное движение дополнительной трубы 8 с поршнем 9 осуществляется сжатым газом при распределении его согласованными перемещениями центральной трубы 3 и подвижного элемента, перекрывающего газ, в кране 15 Дпя согласованного перемещения они соединены шарнирно- рычажной системой 16, воздействие на которую можно осуществлять различными силовыми механизмами, на- пример, электроприводом в виде соленоида 23, электросигнал на который подается от блока управления, содержащего реле времени, при помощи которого задают частоту поступления электросигнала на соленоид, т,ео частоту возвратно-поступательного движения трубы 8„
Однако, пока не начата продувка и не включен блок управления, подан- ный в амбразуру азот работает только как охладитель, проходя по кольцевым каналам 4 и 5, по трубе 8 и по. зазору между трубами 8 и , величину которого при одностороннем сме- щении трубы 8 целесообразно иметь около 1,5 мМо Такие же зазоры могут быть по поршню 9 и по насадке 0о На выходе из амбразуры газ отдувает
-разогретую- газовую среду рабочего пространства конвертора от амбразу- ры, препятствуя тем самым ее разогреву. Как только начинается продув-
. ка, включают блок управления. При поступлении электросигнала в соле- ноид 23, последний через шарнирно- рычажную систему 16, приподнимает центральную подвижную трубу 3 вверх до плотного прижатия клапанного кольца 12 к конусной поверхности насад-
ки 10, перекрывая тем самым выход газу в полость дополнительной подвижной трубы 8, но при этом небольшое количество (примерно, 1/5 от всего расходаJ азота проходит через отвар отверстия 13, создавая газовую завесу для мелких частиц Основное же количество газа через отверстия 11 трубы 2 попадает под поршень 9 и . начинает перемещать его с трубой 8 вверх. Одновременно при перемещении центральной трубы 3 шарнирно-рычажна система 16 воздействует на кран 15, перекрывающий элемент которого отклю
336
чает кольцевую полость 4 над поршнем от магистрали азота и соединяет ее с атмосферой для сброса газа, но при этом можно сделать так, что одновременно заметное количество будет уходить по зазору между трубами вниз к выходу из амбразуры, усиливая охладение последней Достигнув верхнего положения, поршень наталкивается на амортизационную пружину и задерживается, совершая здесь колебания за счет отдачи пружины до момента прекращения электросигнала, и в этот, же момент центральная подвижная труба 3 смещается вниз, а перекрывающее устройство 15 переключается на подачу азота в полость 4 в пространство над. поршне 1, и последний с подвижной трубой 8 ускоренно перемещают вниз до сжатия амортизационной пружины 24 и, так же, как в верхнем положении, за счет отдачи от нее поршень с трубой совершает колебания Далее при поступлении каждого следующего электросигнала поршень 9 с трубой 8 повторяют свой цикл возвратно- поступательного движения. За счет постоянной подвижности трубы 8 обес- печивается работоспособность амбразуры в постоянно открытом состоянии во время продувки конвертерной ванны
В начальный момент циклг. движения трубы 8, когда она находится в нижнем положении и совершает продольные колебания, на ее внутреннюю поверхность стенки из конвертера попадает шлако-металлический выброс и закрепляется на ней, а труба уже движется вверх, так как после нескольких колебаний труба 8 начинает движение ввер Закрепившаяся настыль на движущейся трубе 8 очии4ается с ее поверхности, натолкнувшись на торец насадки 10, так как прочная приварка настьцш к трубе маловероятна, а если и будет, то только локально-точечной, ввиду того, что за краткое пребывание (примерно около 1 с) подвижной трубы 8 в нижнем положении на нее попа дает мало шлакометаллической эмульсии (или шлака) и соотношения горячей массы к более массивной, подвижной и холодной трубе весьма неблагоприятно для а,цгезии.
Как только подвижная труба 8 уходит из своего нижнего положения, труба 17 оказывается открытой для выбросов. Однако для закрепления и нарас|тания настьши на поверхности трубы 17 также, нет условий из-за наличия тех же факторов, и в первую очередь по времени, так как сразу же, при обратном движении трубы 8 вниз на- Стыль очищается с поверхности трубы |17 надвигающимся торцом трубы 8. Таким образом, постоянная подвижность трубы 8 не позволяет нарастать на- стыли. Яоэтому она остается на протяжении всей продувки чистой от выбросов и постоянно открытой для выполнения через нее необходимых по технологии плавки технологических операций и, в первую очередь, при помощи зонда осуществлять контроль текущих технологических параметров конвертерной плавки с последующим управлением ее процессом,
Для обеспечения работоспособности амбразуры технологической-для конвертера на протяжении многих кампаний перефутеровки конвертера, без замены ее на новую наружная труба амбразуры выполнена по длине из двух труб 1 и 17, соеди Ненных разъемно встык при помощи кольца- муфты 18, так как предполагается, что труба 17 будет меняться на новую |при каждой перефутеровке конвертера з-за частичного сгорания нижней ее части вместе с футеровкой конвертор Кроме того, для исключения резких ударов поршня при наталкивании его на амортизационные.пружины и для использования с максимально возможной пользой азота для охлаждения технологической амбразуры после вы- полнения им механической работы необходимо при наладке работы амбра- зуры одновременно отрегулировать перераспределение азота, поступаю- taero в технологическую амбразуру. Цпя этого в конструкции амбразуры . предусмотрены ограничительно-регу- рг1ирующая гайка 14, отверстия 13 в KnansfHHOM кольце 12, оптимальная величина зазоров между движущимися и неподвижными узлами технологической амбразуры. Перекрывающее устройство 15 в своем корпусе у выхода газа в атмосферу должно иметь пробку с резьбой, поворотом которой регулируют расход газа в атмосферу. Перерас- Определяя расходы газа в технологической амбразуре при помощи только |гайки 14 и пробки в корпусе крана 15, можно уже при отлаженном режиме
работы амбразуры дополнительно осуществлять управление величиной хода дополнительной подвижной трубы 8. Например, такая необходимость может возникнуть при частичном сгорании нижней части трубы 17 во время плавки при аварийной ситуации на азотной магистрали
Наличие на конвертере работоспособной технологической амбразуры позволяет, в первую очередь, надежно контролировать температурньш режим конвертерной плавки и отбирать пробы металла и шл&ка по ходу плавки продувки при помощи зондовой установки нового типа, а имея информацию об основных текущих технологических параметрах жидкого металла конвертерной плавки, можно управлять ее процессоно
Применение на конвертере технологической амбразуры, например только для ввода через нее зонда нового типа с целью контроля основных текущих технологических параметров жидкого металла в конвертере, позволяет сократить ЦИ1СЛ плавки как минимум на 2 мин, исключить практически плавки с додувками и повысить выход жидкой стали.
Формула изобретения
1о Амбразура конвертера, содержащая коаксиально расположенные наружные, внутреннюю и центральную подвижную трубы5 образующие внещнюю и внутреннюю кольцевые полости с герметично закрытыми верхними концами и имеющими патрубки для подвода газообразных энергоносителей, отличающаяся тем, что, с целью повьш1ения надежности, она снабжена дополнительной подвижной трубой с кольцевым порщнем, размещенной во внешней полости амбразуры, при этом патрубок, соединенный с внешней полостью, снабжен трехходовым краном, связанным посредством управляющего устройства с верхним концом центральной подвижной трубы, внутренняя труба содержит установленную на нижнем конце трубы и размещенную в полости дополнительной подвижной трубы кольцевую насадку с конусной полостью, а в боковой стенке внутренней трубы выше насадки ri ниже нижнего положения поршня выполнены отверстия
при этом нижний конец центральной подвижной трубы размещен в конусной полости насадки и снабжен конусным клапанным кольцом.
Физ.2
ж
Фиг.З
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО КОНТРОЛЯ ТЕМПЕРАТУРЫ МЕТАЛЛА В КОНВЕРТЕРЕ | 1971 |
|
SU453431A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сталеплавильное производство.- М | |||
| : Металлургия, 1976, № 4, с 97101с | |||
