Изобретение относится к способам обработки при нанесении гальванических покрытий на детали типа поршневых колец и может быть использовано в машиностроении при изготовлении поршневых колец двигателей внутреннего сгорания.
Целью изобретения является повышение прочностных характеристик покрытий.
Предлагаемый способ обработки изделий, преимущественно поршневых колец, включает создание напряженного состояния в кольцах при пластической деформаили их поверхности
путем разведения концов колец на расстояние, опредачяемое соотношением
S .Q:n
E,, .3,1,2 ().
05 О.
ND СД
где S R - h, - , IT
расстояние, на которое разводят концы колец ; радиус колец; толщина покрытия; величина собственньсс напряжений;
модуль упругости покрытия; модуль упругости основы;
t - радиальная толщина колец; S, - размер замка в свободном
состоянии,
последующее нанесение хромового окрытия при сведенных концах колец.
Кольца собирают на оправку, причем в зазор замка помещают вставку, ширину S которой- вычисляют для конкретного вида колец по описанному соотношению, что обеспечивает разведение замка кольца на расстояние, необхоимое для создания оптимальных неравномерных напряжений в нем перед пластической деформацией. ; Пластическое деформирование колец производят путем струйно-абразивной, дробеструйной обработки или зачисткой щетками или жгутами. Затем извлекают вставку, кольца, замкнутые по Периметру, зажимают в оправку и осуществляют нанесение хромового покрытия. Нанесение покрьп-ия может быть осуществлено любым из известных способов: гальваническим, плазменным, вакуумным.
Разведение концов колец (замка) на определенное расстояние приводит к сжатию кольца в области спинки, что после нанесения покрытия обусловливает напряжения растяжения по периметру кольца.
Вьтолнение операции пластического деформирования на кольцах, предварительно приведенных в напряженное состояние, дает аналогичное распределение напряжений. Последующее выполнение операции нанесения покрытия при сведенных концах колец, т.е. в напряженном состоянии, противоположном по знаку, приводит к равномерному распределению напряжений по периметру кольца, а расчет расстояния, на которое разводится замок, по указанной формуле обусловливает компен0
5
0
5
0
5
0
5
сацию напряжений в кольце или их минимальное значение.
Пример. Обрабатывают кольца диаметром 110 мм. Кольца собирают п пакет на оправку, количество колец в пакете 60 шт. Между концами колец в замке помещают вставку со спвц, ми размерами: ширина 25 мм, что соответствует соотношению для расстояния S, на которое разводится замок для указанных колец, высота равна радиальной толщине кольца 4-8 мм. Длина вставки равна длине пакета колец на оправке, для данного типа колец 180мм. В таком положении кольца зажимают н оправке и подвергают струйно-абразивной обработке (САО). Пластическое деформирование поверхности колец осуществляют с помощью полуавтомата САО. Давление струи 4-6 кг/см ; расстояние от сопла до детали 50-80 мм, время обработки 1,5-2 мин. Используют порошок Электрокорунда зернистостью 5Н. После этого вставку извлекают, кольца сжимают до сведения концов в замке и в таком состоянии наносят покрытие.
Покрьп ие наносят методом электрохимического осаждения хрома из скоростного электролита при следующих режимах: Ipa 300-320 А, V.- 40 мкм/час; t 48-52 с.
После нанесения покрытия проводят измерения прочностных свойств кольца с покрытием.
Результаты измерений сведены в табл. 1.
В опыте 1 (табл.1) расстояние между концами колец в замке при сборке 25 мм - в соответствии с предлагаемой формулой, в опыте 2 - меньше, а опыте 3 - больше по сравнению с расстоянием разведения замка, рассчитанным по формуле.
Таблица 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ нанесения хромового покрытия на детали узлов трения | 1989 |
|
SU1768667A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2005 |
|
RU2293771C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2014 |
|
RU2578892C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2012 |
|
RU2487179C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРШНЕВЫХ КОЛЕЦ | 1990 |
|
RU2053093C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2008 |
|
RU2371489C1 |
| СПОСОБ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ И ПРИСПОСОБЛЕНИЕ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2333263C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2003 |
|
RU2245376C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ В ПАКЕТЕ | 2006 |
|
RU2333262C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
Изобретение относится к способам обработки при нанесении гальванических покрытий на детали типа поршневых колец, и может быть использовано в машиностроении при изготовлении поршневых колец двигателей внутреннего сгорания. Цель изобретения - повышение прочностных характеристик покрытий. Способ обработки поршневых колец включает создание напряженного состояния в кольцах путем разведения концов колец на расстояние определяемое соотношением S=6φR2H1ΣN]/[E2T2+4E1TH1]+3,112(T-S1/9,42), где S - расстояние, на которое разводят концы колец
R - радиут колец
H1 - толщина покрытия
σN - величина собственных напряжений
E1 - модуль упругости покрытия
E2 - модуль упругости основы
T - радиальная толщина колец
S1 - размер замка в свободном состоянии, и последующее нанесение хромового покрытия при сведенных концах колец. Обработка колец по предлагаемому способу обеспечивает уменьшение уровня напряжений в покрытии, их равномерное распределение по периметру колец и увеличение когезионной прочности покрытий. 2 табл.
Предлагаемый способ
25 3 3 39
20 12 5
35 34 7
Известный способ 040531
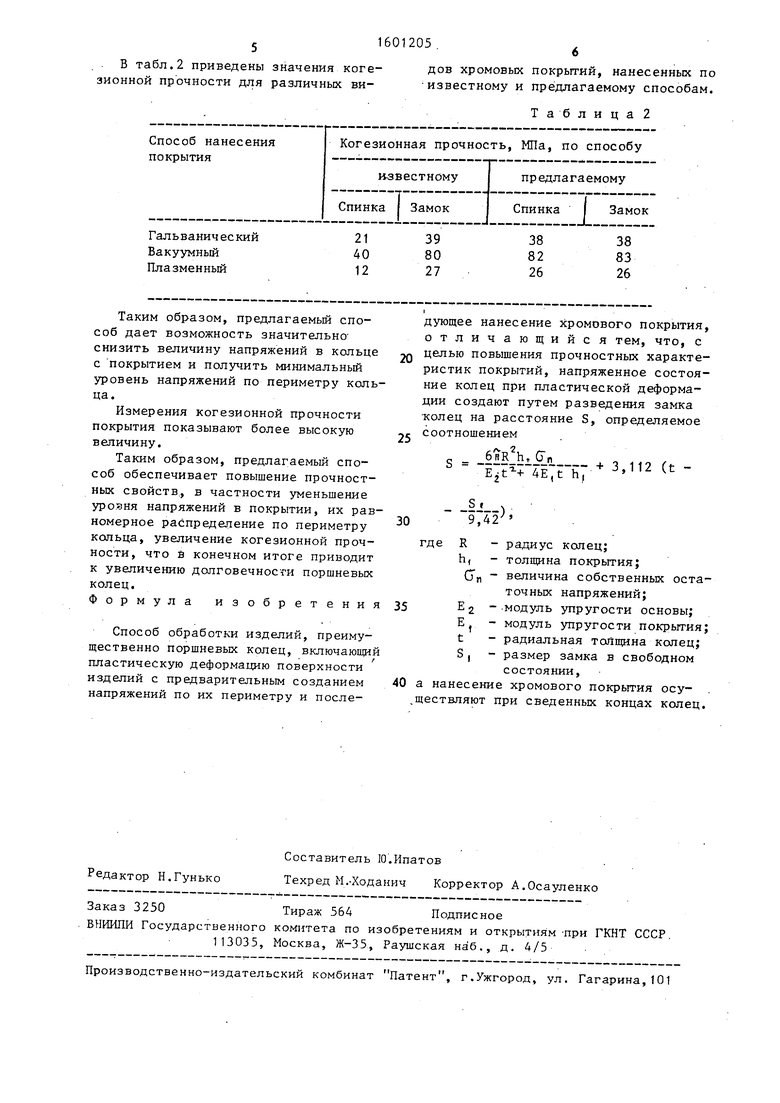
В табл.2 приведены значения коге-дов хромовых покрытий, нанесенных по
известному и предлагаемому способам.
Та б лица 2
зионной прочности для различных виТаким образом, предлагаемый способ дает возможность значительно- снизить величину напряжений в кольце с покрытием и ползд1ить минимальный уровень напряжений по периметру кольца.
Измерения когезионной прочности покрытия показывают более высокую величину.
Таким образом, предлагаемый способ обеспечивает повышение прочностных свойств, в частности уменьшение уровня напряжений в покрытии, их равномерное распределение по периметру кольца, увеличение когезионной прочности, что Ё конечном итоге приводит к увеличению долговечности поршневых колец.
Формула изобретения
Способ обработки изделий, преимущественно поршневых колец, включающий пластическую деформацию поверхности изделий с предварительным созданием напряжений по их периметру и последующее нанесение хромового покрытия, отличающийся тем, что, с 2Q целью повышения прочностных характеристик покрытий, напряженное состояние колец при пластической деформа- дии создают путем разведения замка колец на расстояние S, определяемое соотношением
25
еб вК h, G n
-5-tv-4s;rh7 i2 (t30
9,42
),
где
R - радиус колец; h, - покрытия; G n величина собственных остаточных напряжений; Е 2 - -модуль упругости основы;
-модуль упругости покрытия;
-радиальная толщина колец;
-размер замка в свободном состоянии,
а нанесение хромового покрытия осу- ествляют при сведенных концах колец.
t S
| 0 |
|
SU82521A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ обработки стальных изделий | 1982 |
|
SU1118717A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
