wч-н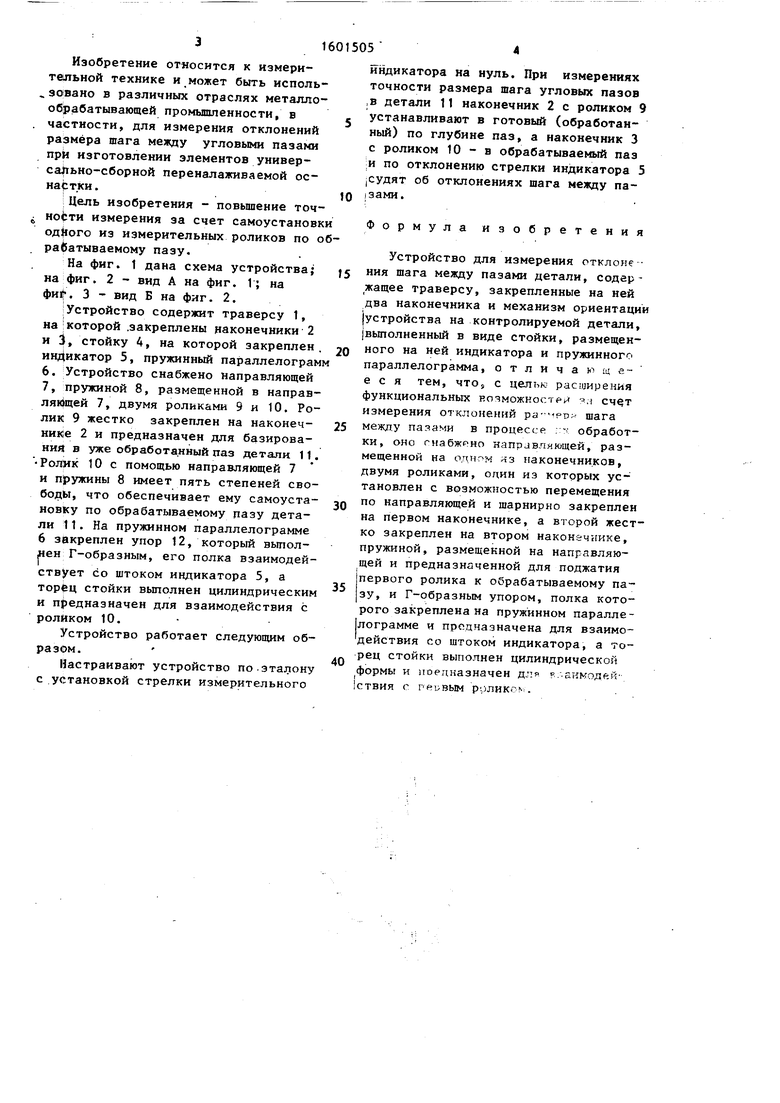
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля расстояния между пазами детали | 1989 |
|
SU1717938A1 |
| Устройство для измерения отклонений линейных размеров детали от эталона | 1989 |
|
SU1675653A1 |
| Устройство для настройки преобразователя линейных перемещений | 1990 |
|
SU1768922A1 |
| Устройство для измерения размеров канавки детали | 1989 |
|
SU1747858A1 |
| Устройство для автоматизации контроля линейных размеров | 1987 |
|
SU1523881A1 |
| Нутромер для измерения диаметров ступенчатых отверстий | 1989 |
|
SU1665212A1 |
| Устройство для контроля геометрических размеров канавок в деталях | 1989 |
|
SU1740977A1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ НЕЖЕСТКИХ ТОНКОСТЕННЫХ КОЛЕЦ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2296294C1 |
| ИНДИКАТОРНЫЙ ПРИБОР ДЛЯ АКТИВНОГО КОНТРОЛЯ ДЕТАЛЕЙ | 1993 |
|
RU2102698C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЛОПАТОЧНОЙ МАШИНЫ, СТАНОК ДЛЯ ШЛИФОВАНИЯ И УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРОФИЛЯ | 1996 |
|
RU2179502C2 |
Изобретение относится к измерительной технике. Целью изобретения является расширение функциональных возможностей за счет измерения отклонения шага между пазами в процессе их обработки. Ролик 9 жестко закреплен на наконечнике 2 и предназначен для базирования в уже обработанный паз. Ролик 10 закреплен шарнирно на наконечнике 3 с возможностью перемещения по направляющей 7, подпружинен пружиной 8, взаимодействует с торцом упора 12 и предназначен для взаимодействия с обрабатываемым пазом. Полка упора 12 закреплена на пружинном параллелограмме 6 и взаимодействует со штоком индикатора 5. 3 ил.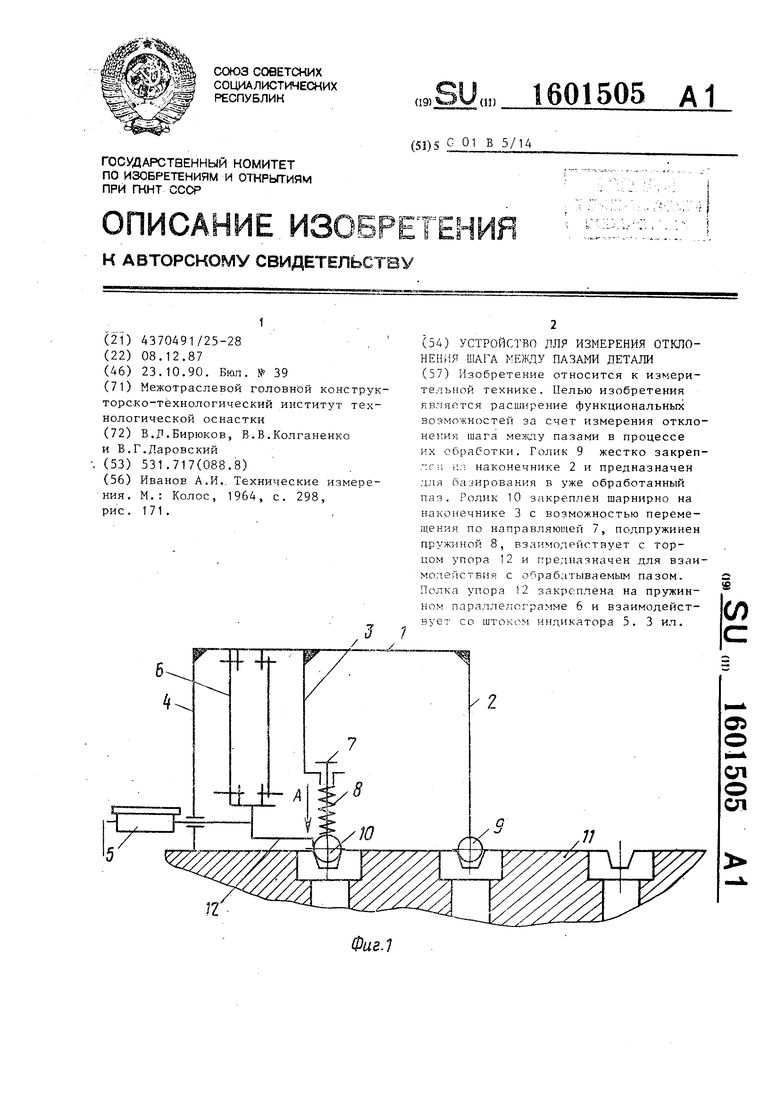
Z
7
. ЦТ о
ir Ъ
/2
05
О
сд о ел
,;;
Фаг.1
JO
J5
20
25
30
1601505
Изобретение отиосится к измерительной технике и может быть исполь- ,зовано в различных отраслях металлообрабатывающей промышленности, в частности, для измерения отклонений размера шага между угловыми пазами при изготовлении элементов универ- саЛьно-сборной переналаживаемой ос- .
;Цель изобретения - повьшение точ- ноЬти измерения за счет самоустановки
одного из измерительных роликов по об- рабатываемому пазу.
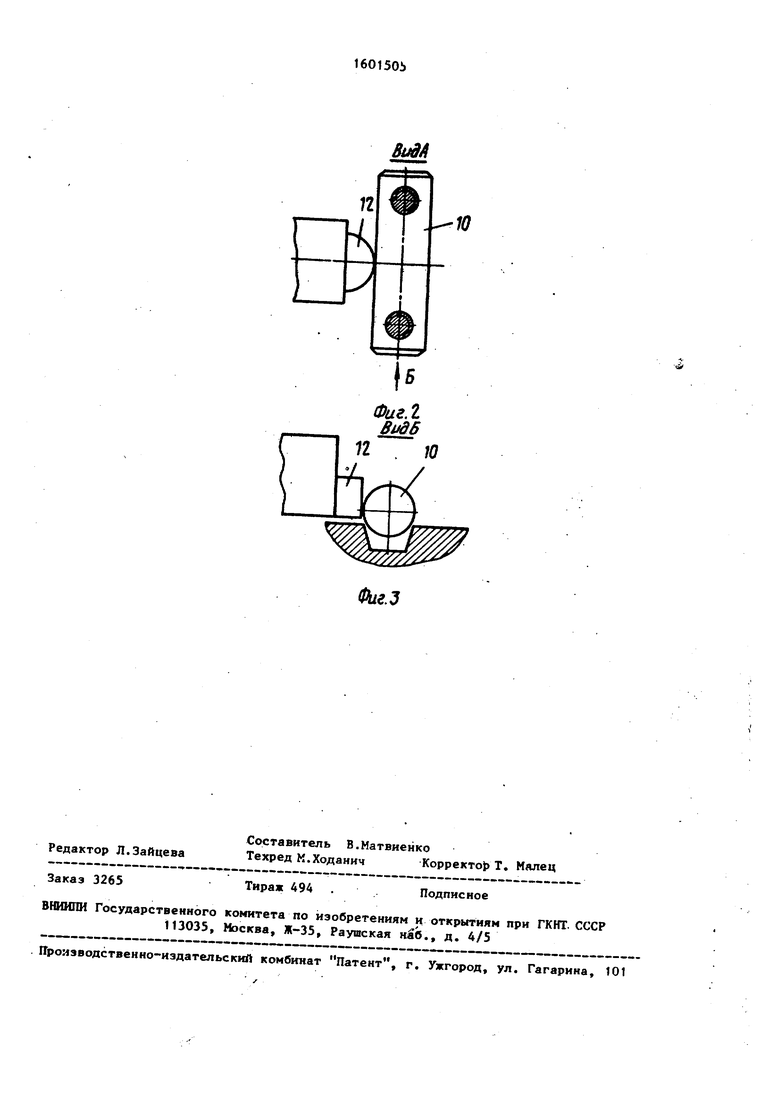
На фиг. 1 дана схема устройства; на фиг. 2 - вид А на фиг. 1; на Фи1|-. 3 - вид Б на фиг. 2.
Устройство содержит траверсу 1, на I которой .закреплены наконечники 2 и , стойку 4, на которой закреплен индикатор 5, пружинньй параллелограмм
7,пружиной 8, размещенной в направ- 7, двумя роликами 9 и 10. Ролик 9 жестко закреплен на наконечнике 2 и предназначен для базирова- НИИ в уже обработанный паз детали 11.
Ролик 10 с помощью направляющей 7 и пружины 8 имеет пять степеней свободы, что обеспечивает ему самоустановку по обрабатываемому пазу детали 11. На пружинном параллелограмме 6 закреплен упор 12, который вьтол- |Нен Г-образным, его полка взаимодействует со штоком индикатора 5, а торец стойки вьтолнен цилиндрическим и предназначен для взаимодействия с роликом 10.
Устройство работает следующим образом.
Настраивают устройство по.эталону с установкой стрелки измерительного
,в
;И
|С
|з
35
40
ни жа дв ус |вь но па е фу из ме ки ме дв та по на ко пр ще пер зу ро лог дей рец фор 1ств
индикатора на нуль. При измерениях точности размера шага угловых пазов
,в детали 11 наконечник 2 с роликом 9 устанавливают в готовый (обработанный) по глубине паз, а наконечник 3 с роликом 10 - в обрабатываемый паз
;И по отклонению стрелки индикатора 5
|Судят об отклонениях шага меязду па|зами.
Формула изобрет
е н и я
Устройство для измерения отклонения шага между пазами детали, содержащее траверсу, закрепленные на ней два наконечника и механизм ориентаци устройства на контролируемой детали |вьтолненный в виде стойки, размещенного на ней индикатора и пружинного параллелограмма, отличающееся тем, что, с цельк расширения функциональных кояможкост# й ча измерения отклонений pa- -pD;- шага мевду пазами в процессе ;:-- обработки, оно гнабжрно направляющей, размещенной на одном из наконечников, двумя роликами, один из которых установлен с возможностью перемещения по направляющей и шарнирно закреплен на первом наконечнике, а второй жестко закреплен на втором наконечнике, пружиной, размещенной на направляю- щей и предназначенной для поджатия первого ролика к обрабатываемому пазу, и Г-образным упором, полка которого закреплена на пружинном параллелограмме и предназначена для взаимодействия со штоком индикатора, а торец стойки выполнен цилиндрической формы и иоедназначен для р./.аимодей- 1ствия с reiiBbiM роликом.
П
(
10
Фие.З
| Иванов А.И. | |||
| Технические измерения | |||
| М.: Колос, 1964, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |
| ук- хеJ | |||
