Изобретение относится к машиностроению, в частности к производств приспособлений для металлорежущих станков, и может,быть использовано при установке цилиндрических деталей в самоцентрирующем приспособлении.
Цель изобретения - повьшение точности базирования.
На фйг.1 изображена схема расположения призК при установке цнпнндри- ческой детали, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Бна фиг„2,расположение цилиндрической детали на призмах в начале процесса установки.
Устройство состоит из двух призм i и 2, установленных с возможностью качания соответственно на пальцах 3 и 4о В каждой из этих призм имеются два центральных отверстия 5 (фиг.2) с осями, параллельными оси симметрии призм 1-1, и шесть двух- ;ступенчатых отверстий б (фиг.3-5) с осями, пересекающимися осью центрального отверстия 5. Три оси двух- ступенчатых.отверстий из шести перпендикулярны : рабочим граням 7 и 8, а три другие - рабочим граням 9 и Ю каждой из призм (фиг.2). Сту- пешштые отверстия расположены попарно в трех поперечных сечениях призм. В каждом из ступенчатых отверстий установлены ступенчатые кулачки П с отверстиями. В них помещены пальцы 12 (фиг.З), шарики 13 с упругим элементом 14 в конце, настраиваемым с помощью пробки 15. Одна сторона кулачков выполнена в виде клина. В каждой из центральных отверстий призмы установлены три цилиндрических клинообразных толкателя 16, на хвостовики которых надеты пружины 17 о Для настройки пружин применяется кольцо 18 и винт 19, Ход кольца ограничен штифтом 20. Опоры 21 в 22 соединяют призмы 1 и 2 с подвижными губками при- .способлейоня (не показаны).
602663
0
5
0
Устройство работает следующим образом
Цилиндрическая деталь (в данном случае она представляет собой заготовку вала 23) устанавливается между призмами 1 и 2. При одновременном перемещении их навстречу друг к другу шарики J3 касаются поверхнос ти за - готовки 23 и упругие элементы 14 надавливаются. Пальцы J2 отжимаются назад и заготовка 23 базируется на кулачках 11, которые, .упруго отжимаясь, центрируют ее по трем поперечным сечениям. Окончательное центрирование заготовки производится при ее контакте с рабочими гранями 7, 9 и 8, 10 призм J и 2.
Таким образом, заготовка последовательно три раза центрируется: сна- чала на шариках 13, затем на кулачках Пи в.завершении рабочими гранями 7-10 призм 1 и 2. Благодаря возможности качания призм во всех сечениях удается Достигнуть равномерный зажим.
Ф о, р мула изобретения
Устройство для установки цилинд- рических деталей, содержащее сплошные призмы, одна из которых установлена с возможностью качания в плоскости, параллельной оси симметрии призмы о т л и.ч а ю щ е е с я тем, что, с целью повьш1ения точности базирования, устройство снабжено установочными элементами, расположенными в каждой из призм перпендикулярно их рабочим граням и выполненными в виде коак- сиально расположенных и подпружиненных ступенчатого кулачка и шарика, при этом поверхность ступенчатого кулачка меньшего диаметра выступает от- носительно рабочей грани призмы, а ша- Рик выступает относительно упомянутой поверхности ступенчатого кулача, при этом другая призма установлеа с возможностью качания в плоскоси, параллельной ее оси симметрии.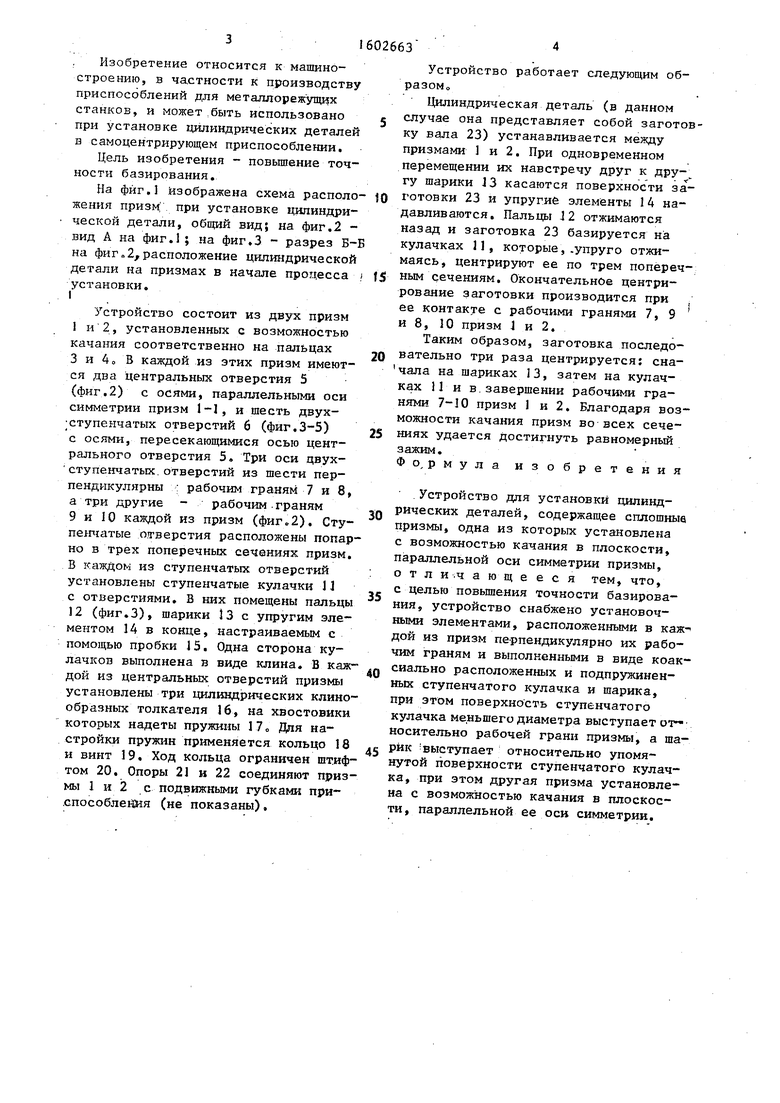
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимное устройство | 2017 |
|
RU2646298C1 |
| ЗАЖИМНОЕ САМОЦЕНТРИРУЮЩЕЕ УСТРОЙСТВО | 1999 |
|
RU2168397C2 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 2009 |
|
RU2423215C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| СПОСОБ ПАТРОННОЙ ОБРАБОТКИ ГРУППЫ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2215619C2 |
| Самоцентрирующий кулачковый патрон | 1989 |
|
SU1799690A1 |
| Приспособление для центрирования и зажима ступенчатых цилиндрических деталей | 1980 |
|
SU876321A1 |
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Самоцентрирующий патрон для закрепления эксцентричных деталей | 1988 |
|
SU1572759A1 |
Изобретение относится к машиностроению, в частности к производству приспособлений для металлорежущих станков, и может быть использовано при установке цилиндрических деталей в самоцентрирующем приспособлении. Целью изобретения является повышение точности базирования детали. Устройство содержит две призмы 1 и 2, установленные с возможностью качания на пальцах 3 и 4. В призмах, перпендикулярно их рабочим граням 7,8,9 и 10 коаксиально размещены установочные элементы, выполненные в виде подпружиненного ступенчатого кулачка 11 и шарика 13, расположенных в трех сечениях вдоль оси детали. 3 ил.
23
Фиг ,5
A гт Составитель В iНикулин
:|g||lop А.ДОЛИНИЧТехред м, Корректор М.Максимишшец
оаказ JJOUТипяж
ВШШШ Гооударс.венно.0 к„„„.|,а °„з„.ре.е„„я„.,„ „р„ ГКЯХ СССР Москва Ж-35, Раушская наб., д. 4/5
производсгвен„о-издате..ьскшг::;;б;::Г п:;:;; :т:7;; о7:т.т
Фиг. i
| Солодов М.ДоРасчет погрешностей зацентровки, влияющих на точность обтачивания валов | |||
| Статья в сб | |||
| Вопросы точности в машиностроении | |||
| Труды МВТУ им | |||
| НоЭ.Баумана /Под ред.В.МаКована | |||
| Ма: Машгиз, 1960, с.150-151, фиг.4, |
