Изобретение относится к станкостроению, а более конкретно к устрой- Ьтвам для закрепления эксцентричных деталей на шпинделе металлорежущего станка.
Цель изобретения - повышение производительности путем повышения жесткости и надежности закрепления при скоростной обработке
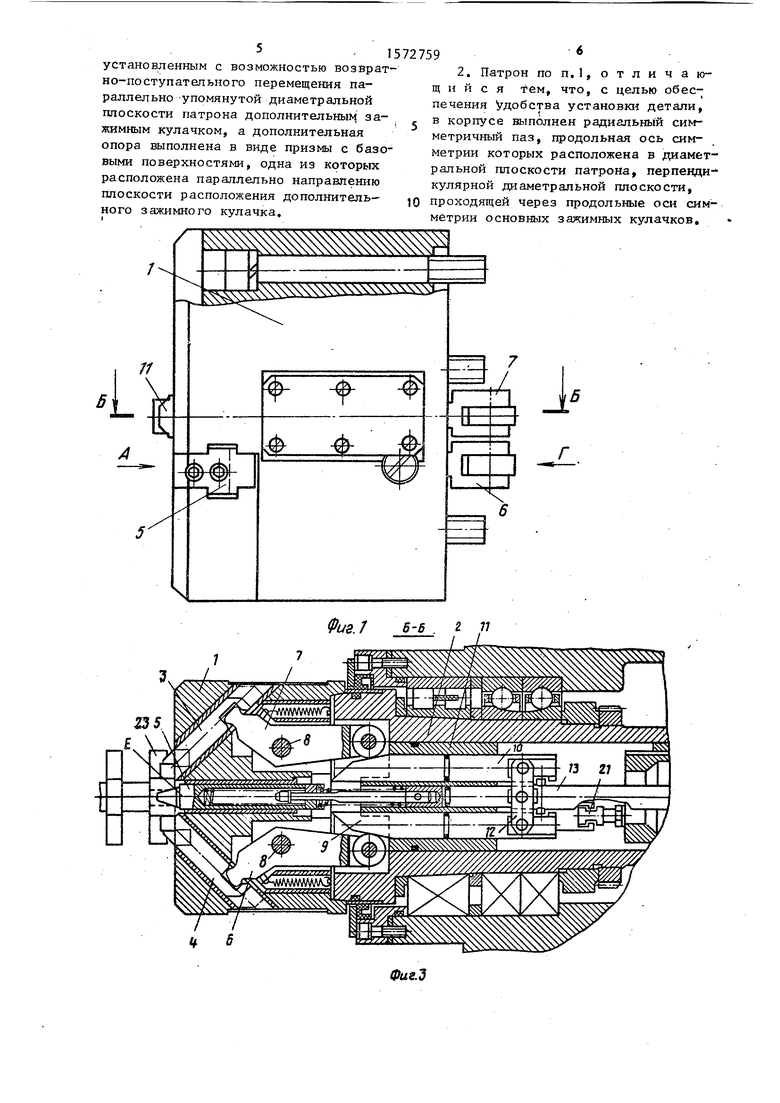
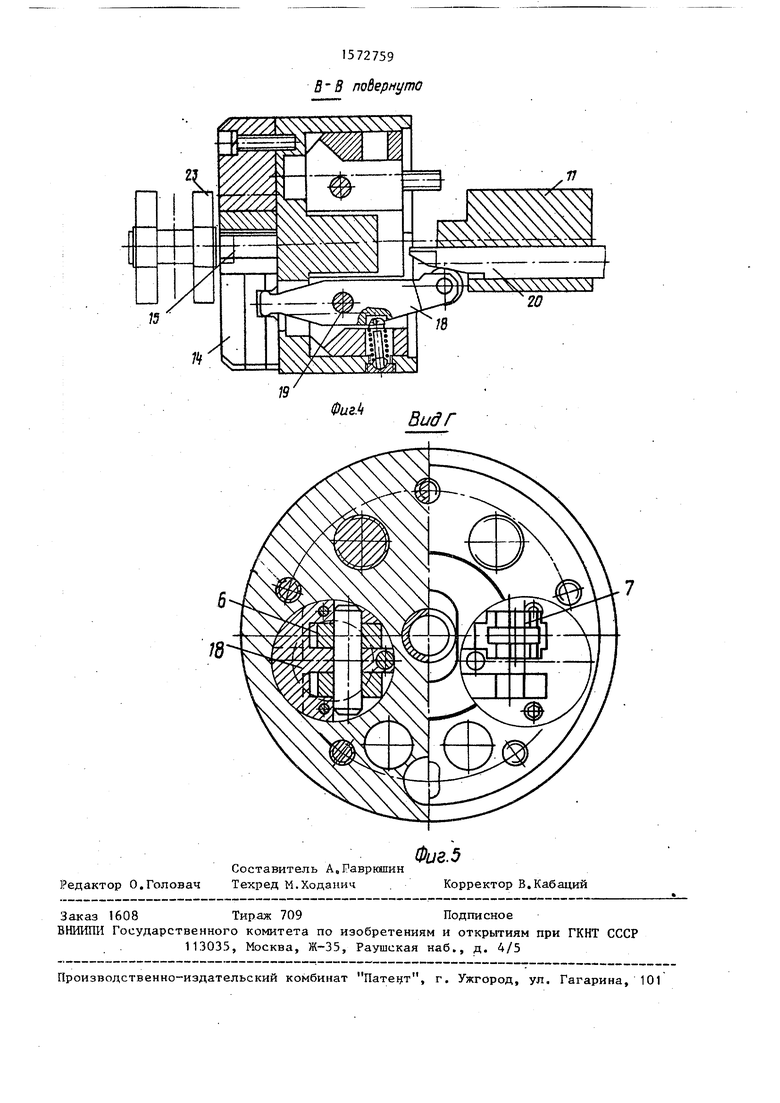
На фиг01 показан патрон, общий йид с частичным разрезом; на - вид А на фиг.1; на фиг.З - разрез Б-В на фиг.1; на фиг04 - разрез В-В на фиг.2; на фиг.З - вид Г на фиг.1, частичный разрез.
Самоцентрирующий патрон для закрепления эксцентричных деталей содержит коопус 1, закрепляемый на Шпинделе 2 станка, В диаметральной плоскости Д корпуса I и наклонно к продольной оси Е патрона размещены основные зажимные кулачки 3 и 4, причем продольные оси их симметрии лежат в этой плоскости. По оси патрона расположен выдвижной подпружиненый центр 5. Кулачки 3 и 4 и центр 5 предназначены для центрирования и прижима изделия к базовой поверхностно Кулачки 3 и 4 посредством ры- ч-агов 6 и 7, поворотных на осях 8, взаимодействуют с самотормозящимися клиньями 9 и 10, установленными подвижно в ползуне 110 Клинья 9 и 10 и выдвижной подпружиненный центр 5
связаны между собой серьгой 12, соединенной шарнирно с тягой 13„
Самоцентрирующий патрон снабжен дополнительным зажимным кулачком 14, установленным подвижно в ползуне 11 параллельно плоскости Д, и опорной призмой 15 с базовыми поверхностями 16 и 17. Причем поверхность 16 параллельна направлению перемещения кулачка 14, т0е. линии Ж кулачка 14„ Кула- чок 14 посредством рычага 18, поворотного на оси 19, взаимодействует с самотормозящимся клином 20, который тягой 21 соединен с гидроприводом механизма зажима (не показан).
Дополнительный зажимной кулачок 14 и опорная призма 15 предназначены для базирования и зажима эксцентричного изделия по поверхности, наиболее приближенной к центру его тяжести.
На корпусе патрона выполнен паз 22 перпендикулярный линии Ж дополнительного кулачка 14
5
0 5 Q
5
Работа патрона описана на примере установки и закрепления коленчатого вапа0
Патрон работает в паре с патроном аналогичной конструкции (устанавливается слева, не показан), имеющим базовую поверхность в виде торцового упора в центре
Для установки обрабатываемой детали 23 патрон ориентируется так, чтобы паз 22 был расположен вертикально. Кулачки 3 и 4 отведены в корпус U В процессе загрузки одна из базовых коренных шеек детали - коленвала 2 проходит по пазу 22 и попадает в опорную призму 15} а базовое отверстие шатунных шеек располагается напротив выдвижного подпружиненного центра 5. После этого тяга 13 перемещается справа налево, выдвигается центр 5 и после его упора в деталь 23 перемещаются клинья 9 и 10, рычаги 6 и 7 поворачиваются и выводят кулачки 3 и 4, которые зажимают деталь - коленвал за шатунные шейки.
После окончания этого движения включается гидроиилиндр привоца дополнительного кулачка 1ч, тяга 21 и клин 20 перемещаются справа налево, рычаг 18 поворачивается и выводит кулачок 14, который прижимает дополнительно детать 23 за коренную шейку к базовым поверхностям 16 и 17 опорной призмы 15 о
После окончания обработки изделия тяги 21 и 13 перемещаются вместе с клиньями 20, 9, 10 и выдвижным центром 5 слева направо, рычаг 18 отводит дополнительный кулачок 14, рычаги 6 и 7 отводят кулачки 3 и 4 и утапливают их в корпусе 1, освобождая путь противовесу заготовки коленчатого вала при выгрузке
Формула изобретения
1. Самоцентрирующий патрон для закрепления эксцентричных деталей, содержащий корпус с двумя основными зажимными кулачками, геометрические оси которых расположены в диаметральной плоскости патрона, и смещенную относительно центра патрона дополнительную опору, отличающий- с я тем, что с целью повышения производительности путем повышения жесткости и нг- ежности закрепления при скоростной обработке, он снабжен
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2015 |
|
RU2680790C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
| Центрирующее устройство к шлифовальному станку для обработки коленчатых валов | 1973 |
|
SU560735A1 |
| Устройство для обработки коленчатых валов | 1975 |
|
SU633454A3 |
| Стенд Дагиса для сборки коленчатых валов | 1990 |
|
SU1823805A3 |
| Приспособление для обработки коленчатого вала | 1988 |
|
SU1646687A1 |
| Автоматический патрон для многосторонней обработки деталей | 1984 |
|
SU1151368A2 |
| Поворотный зажимной патрон | 1991 |
|
SU1816550A1 |
| Станок для гальванического хонингования шатунных шеек коленчатых валов | 1983 |
|
SU1133051A1 |
| ПРЕДВАРИТЕЛЬНОЕ И ОКОНЧАТЕЛЬНОЕ ШЛИФОВАНИЕ КОЛЕНЧАТОГО ВАЛА ЗА ОДНО ЗАКРЕПЛЕНИЕ | 2000 |
|
RU2240218C2 |
Изобретение относится к станкостроению, а именно к устройствам для закрепления эксцентричных деталей типа коленчатых валов на шпинделе металлорежущего станка. Целью изобретения является повышение производительности труда путем повышения жесткости и надежности закрепления при скоростной обработке. В корпусе 1 размещены основные кулачки 3, 4 и дополнительный зажимной кулачок 14, а также механизмы их перемещения. Кулачок 14 расположен параллельно оси симметрии кулачков 3 и 4, проходящей через диаметральную плоскость патрона Д. Призма 15 с базовыми поверхностями 16 и 17 закреплены на корпусе так, что поверхность 16 расположена параллельно направлению Ж перемещения кулачка 14. Для удобства установки детали в корпусе 1 выполнен паз 22. В процессе загрузки одна из коренных шеек детали (коленвала) проходит по пазу 22 и попадает на опорную призму 15, а базовое отверстие шатунных шеек детали располагается напротив центром патрона, затем выводится центр 5, а кулачки 3 и 4 сводятся к центру и зажимают деталь - коленвал за шатунные шейки. После этого перемещается кулачок 14, прижимая деталь к опорной призме 15. 1 з.п. ф-лы, 5 ил.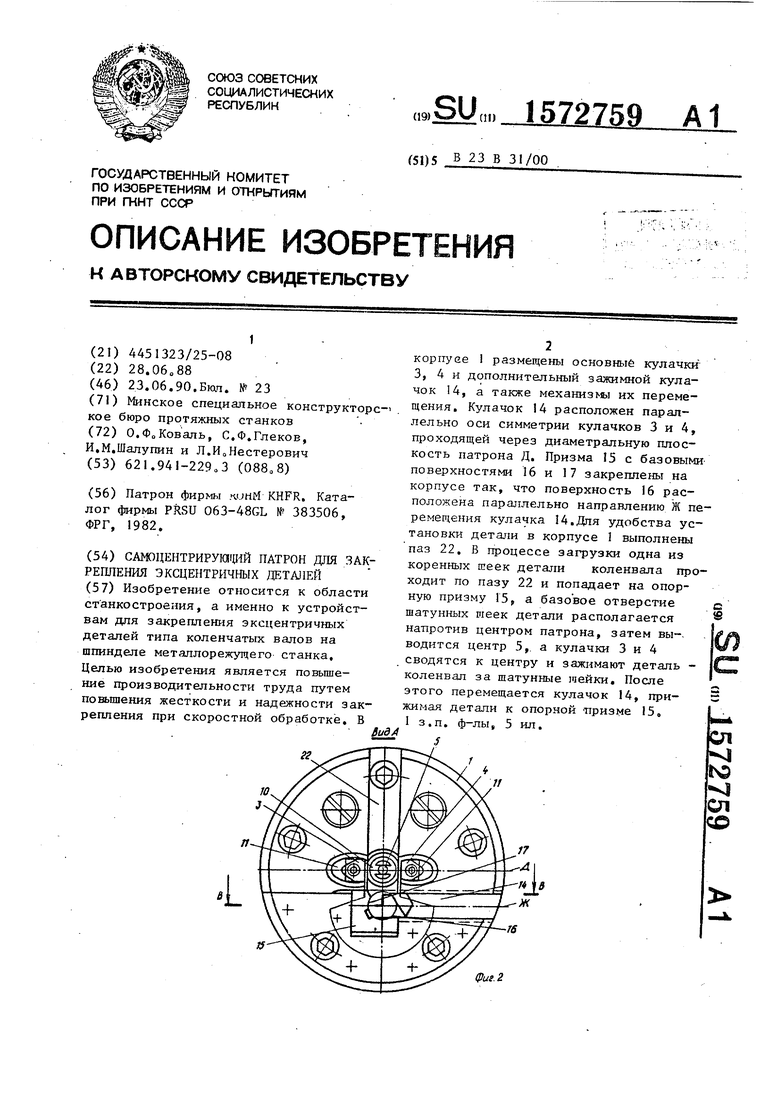
Фиг.1
/
i
I
Г
6
Фиг4
П
ВидГ
| Патрон фирмы чинМ KHFR | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
