Фиг.1
НзобретеЕ1ие относится к обработке материллов резанием, а имен}1о к устройствам для установки на металлорежущих станках деталей с цилиндри- ческими гГоверхностями, пересекагощими ся под прямьгч углом,типа крестовин, тройников, и угольников.
Цель изобретения - повышение точности установки деталей.
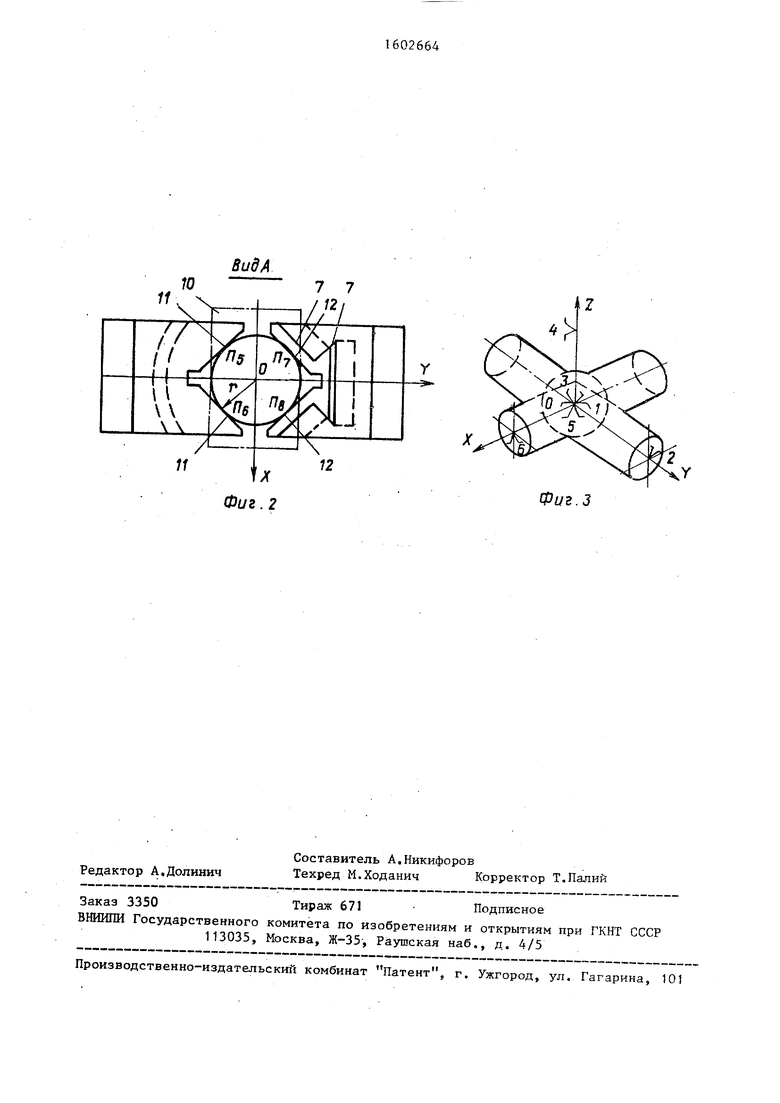
На фиг.1 изображена схема устройства; на фиг.2 - вид А на фиг.1; на фиг,3 - схема базирования детали. :/стройство для установки деталей содержат корпус 1 с основаниями 2, на которых размещены два подвижных сам1.; центриру ощих элемента 3 с зажимными призматическими губками 4 и 5.
В каждой паре основание - самоценрирующий элемент выполнены цилиндри- ческие пазы 6 и 7 типа ласточкина хвоста, паз 6 выполнен с горизон- талтьшзтм направлением поворота, а паз 7 - с вертикальным направлением поворота. Самоцентриругощие элементы 3 обеспечивают постоянное положение плоскостей симметрии I-I и II-II при помощи винтовой передачи 8 и .привода 9, Деталь 10 размещена между губками 4 и 5.
Устройство при установке детали 10 с пересекающимися осями под прямым углом в виде крестовин, тройни- ков, угольников и щаров работает следующш образом.
Деталь 10 в состоянии предварительной ориентации подается загрузочным устройством (не показано) между губками 4 и 5, после чего включается привод 9 винтовой передачи 8. Самоцентрирующие элементы 3 получают встречное перемещение и касаются отдельными точками поверхностей 11, 12 детали 10 Захватный орган загрузочного устройства разжимается, ос- вобождает деталь 10 и удаляется из зоны загрузки. Пусть при схождении элементов 3 касание поверхностей 11, 12 осуществилось по точкам П и П,. Точка IIj расположена на одной линии образующей противоположного патрубка крестовины (не показано). В этом случае под действием сил зажима губок 4, 5 возникает крутящий момент относительно скрытой базы точки О с плечом,равным радиусу т детали 10, В связи с тем, что губка 5 вьтолне- на самоустанавливающейся за счет ци- лшэдрического паза 7, губка 5 получит
Q
5
0 5 0
п -.
5
вращение в плоскости YOZ системь координат OXYZ до касания поверхности в точках и П. В это же время горизонтально расположенная губка 4 коснется поверхностью 11 (пусть точками rig, rig). Тогда губка 4 повернется относительно точки О в плоскости XOY по часовой стрелке до касания поверхностью 11 в. точках rij. Следовательно, путем самоцентрирования и поворота губок 4 и 5 за счет самоустановки при схождении-элементов 3 деталь 10 занимает однозначное положение своими скрытыми пересекающимися под прямым углом осями относительно системы координат, в том числе скрытой базой - точкой О пересечения осей I-I и II-II. Деталь 10 лишена шести степеней свободы,. При достижении полного контакта поверхностей детали 10 с базами приспособления - призматическими поверхностями губок 4 и 5 привод 9 отключается и с деталью 10 можно выполнять целевые действия (мех,обработку, контроль, сборку). Например, при механической обработке подрезают торцы детали 10 (крестовины, тройника, угольника), обтачивают цилиндрические поверхности и при необходимости центрируют. Необходимый поворот губок 4 и 5 обеспечивается принципом действия устройства автоматически в двух взаимно перпендикулярных направлениях. При этом независимо от погрешностей размера, формы и расположения базовых поверхностей детали 10 скрытая баз-а- точка пересечения ее геометрических осей обеспечивает свое постоянное положение. Точка О - точка пересечения геометрических осей номинально совмещается с началом системы координат OXYZ, этим достигается высокая точность установки детали 10 в устройстве. Формула изобретения
Устройство для установки деталей, содержащее корпус, основание и размещенные на последних самоцентрирующие элементы с зажимными призматическими губками, отличающееся тем, что, с целью повьшге- ния точности установки деталей, в каждой паре основание - самоцентрирую щий элемент выполнен цилиндрический паз типа ласточкина хвоста, при этом упомянутые пазы расположены перпендикулярно друг другу.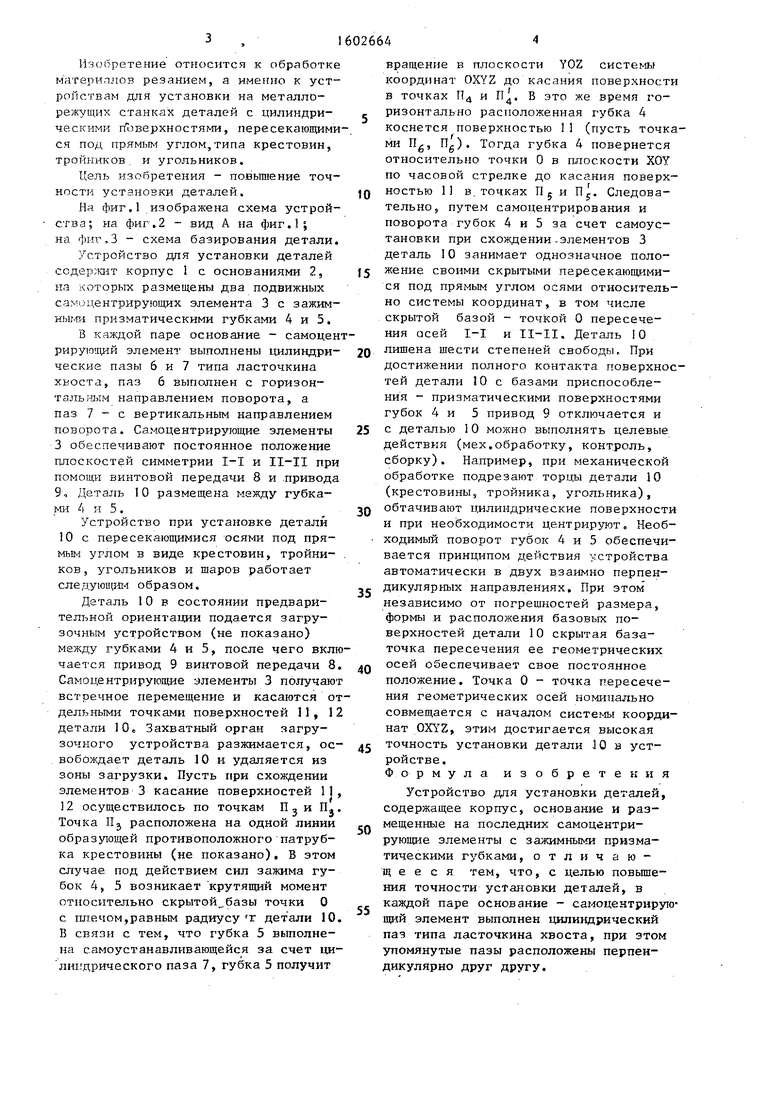
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОЦЕНТРИРУЮЩЕЕ ЗАЖИМНОЕ УСТРОЙСТВО | 1994 |
|
RU2088396C1 |
| Механизированное устройство станка для установки ступенчатого вала | 2023 |
|
RU2811775C1 |
| Самоцентрирующие тиски | 1981 |
|
SU1025499A1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| Самоцентрирующие тиски | 1991 |
|
SU1796436A1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ПО СКРЫТОЙ БАЗЕ-ТОЧКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2232670C2 |
| ШТАНГЕНЦИРКУЛЬ | 1991 |
|
RU2029221C1 |
| Самоцентрирующий кулачковый патрон | 1989 |
|
SU1799690A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ | 1993 |
|
RU2121428C1 |
Изобретение относится к обработке материалов резанием, а именно к устройствам для установки на металлорежущих станках деталей цилиндрическими поверхностями, пересекающимися под прямым углом, типа крестовин, тройников и угольников. Цель изобретения - повысить точность установки деталей. В корпусе 1 на основаниях 2 размещены два самоцентрирующихся элемента 3 с зажимными призматическими губками 4 и 5. В каждой паре основание - самоцентрирующийся элемент выполнены цилиндрические пазы 6 и 7 типа ласточкина хвоста, расположенные перпендикулярно друг другу. Деталь 10 размещается между призматическими губками 4,5 и перемещением их посредством передачи 8 и привода 9 происходят ее базирование и закрепление. 3 ил.
Фиг.З
| Устройство для закрепления деталей | 1985 |
|
SU1263491A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
