Изобретение относится к машиностроению. Может быть использовано при обработке деталей авиа- и автостроения, а также в других отраслях при установке деталей на станках по базе-точке.
Известны аналогичные способы установки заготовок (а.с. 850345, БИ, 28,81; а.с. 904978, БИ, 6, 82; а.с. 1815116, БИ, 18, 93; М.Е. Егоров и др. Технология машиностроения. - М.: Высшая школа, 1976, - 534 с. с.220, рис. 90), включающие базирование заготовки по скрытой базе-точке с последующим закреплением ее. Известные способы установки позволяют базировать по скрытой базе-точке. Однако они не позволяют решать техническую задачу, когда скрытая база-точка задана как точка пересечения оси симметрии (цилиндрической поверхности) и плоскости симметрии двух плоских поверхностей. Поэтому аналогичные способы не могут обеспечить требуемой точности и производительности.
В качестве прототипа по своей технической сущности наиболее близко к заявляемому способу установки заготовки подходит устройство (а.с. СССР 904978, B 23 Q 3/00, 15.02.1982, БИ, 6, 82), в котором реализован способ установки заготовки по скрытой базе-точке, полученной пересечением осей симметрии обрабатываемых поверхностей. Способ установки - прототип включает базирование заготовки, совмещение скрытых баз заготовки и устройства для усталости заготовки. Благодаря этому действию при установке заготовки удается “поймать” скрытую базу-точку. Однако способ установки - прототип не позволяет установить заготовку, когда скрытая база-точка должна быть реализована как точка пересечения оси симметрии цилиндрической поверхности и плоскости симметрии двух плоских поверхностей. Следовательно, он не обеспечивает требуемую точность и производительность.
Заявляемый способ установки заготовки лишен указанных недостатков. Он позволяет решить техническую задачу повышения точности расположения обрабатываемых поверхностей и производительности.
Сущность изобретения состоит в том, что (п.1) в способе установки заготовки по скрытой базе-точке, включающем базирование заготовки, совмещение скрытых баз заготовки и устройства для ее установки и закрепление заготовки, при этом используют заготовку, у которой скрытой базой-точкой является точка пересечения оси симметрии цилиндрической поверхности и плоскости симметрии двух параллельных поверхностей, базирование осуществляют сначала по основной базе посредством механизма установки по основной базе, а затем - по вспомогательной базе посредством механизма установки по вспомогательной базе с его одновременным поворотом до совмещения скрытых баз-точек заготовки и устройства с помощью механизма компенсации погрешности расположения основной и вспомогательной баз, а закрепление заготовки осуществляют по основной и вспомогательной базе с фиксацией положения упомянутого механизма компенсации относительно корпуса устройства.
Способ по п.1, при котором при базировании заготовки в качестве основной базы выбирают ось симметрии ее цилиндрической поверхности, а в качестве вспомогательной - плоскость симметрии ее двух параллельных плоских поверхностей.
Способ по п.1, при котором при базировании заготовки в качестве основной базы выбирают плоскость симметрии ее двух параллельных плоских поверхностей, а в качестве вспомогательной - ось симметрии цилиндрической поверхности заготовки.
Известны аналогичные устройства для осуществления способа установки заготовки (а.с.904978; БИ, 6, 82; М.Е. Егоров и др. Технология машиностроения. - М.: Высшая школа, 1976, с.220, рис. 90), содержащие корпус, механизмы установки по основной базе, механизм установки по вспомогательной базе, механизм компенсации погрешности расположения. Аналогичные устройства позволяют устанавливать заготовку по скрытой базе-точке. Однако аналогичные устройства имеют недостатки, а именно они не позволяют установить заготовку, когда скрытая база-точка задана точкой пересечения оси симметрии и плоскости симметрии. Таким образом, они не обеспечивают требуемой точности, а в связи с необходимостью выверки - и производительности.
В качестве прототипа наиболее близко к заявляемому устройству по своей технической сущности подходит устройство (М.Е. Егоров и др. Технология машиностроения. - М.: Высшая школа, 1976. - 534с., с.220, рис, 90), содержащее корпус, механизм установки по основной базе, механизм установки по вспомогательной базе, механизм компенсации погрешности расположения. Устройство-прототип позволяет устанавливать заготовки по скрытой базе-точке, реализованной точкой пересечения оси симметрии и явной плоской поверхности. Однако оно имеет недостаток, состоящий в невозможности базировать заготовки в случае скрытой базы-точки, как точки пересечения скрытых баз.
Заявляемое устройство лишено указанного недостатка.
Устройство позволяет решить техническую задачу повышения точности расположения обрабатываемых поверхностей и производительности.
Сущность изобретения состоит в том, что (п.4) устройство для установки заготовки по скрытой базе-точке, содержащее корпус, механизм установки по основной базе, механизм установки по вспомогательной базе и механизм компенсации погрешности расположения основной и вспомогательной баз в виде шаровой опоры, отличается тем, что оно снабжено механизмом закрепления механизма компенсации погрешности относительно корпуса, а механизм установки по вспомогательной базе расположен на упомянутом механизме компенсации с возможностью перемещения.
Устройство по п.4 отличается тем, что механизм установки по вспомогательной базе выполнен в виде самоцентрирующих тисков при выборе в качестве основной базы оси симметрии цилиндрической поверхности заготовки, а в качестве вспомогательной - плоскости симметрии двух параллельных плоских поверхностей заготовки и установлен с возможностью перемещения в направлении и от основной базы.
Устройство по п.4 отличается тем, что механизм установки по вспомогательной базе выполнен в виде цангового механизма при выборе в качестве основной базы плоскости симметрии двух параллельных плоских поверхностей заготовки, а в качестве вспомогательной - оси симметрии цилиндрической поверхности и установлен с возможностью перемещения в направлении и от вспомогательной базы.
Отличительные признаки изобретений. В заявляемых способах установки заготовки по сравнению с прототипом появились новые действия - базирование заготовки по вспомогательной базе с одновременным поворотом механизма установки по вспомогательной базе посредством механизма компенсации погрешности расположения, фиксирование положения механизма компенсации погрешности расположения.
В заявляемом устройстве по сравнению с устройством-прототипом изменилась структура за счет введения новых механизмов и изменилась связь элементов за счет разного расположения механизма установки по вспомогательной базе на механизме компенсации погрешности расположения в зависимости от характера задания основной и вспомогательной баз.
Названных отличительных признаков не обнаружено не в способе и устройствах-прототипах, не в других известных технических решениях. Эти отличительные признаки позволяют решить новую техническую задачу установки заготовки по скрытой базе-точке, заданной точкой пересечения оси симметрии цилиндрической поверхности и плоскости симметрии двух параллельных плоскостей, без выверки, что позволяет повысить точность и производительность. Следовательно, отличительные признаки изобретения являются существенными.
Графические материалы заявки содержат.
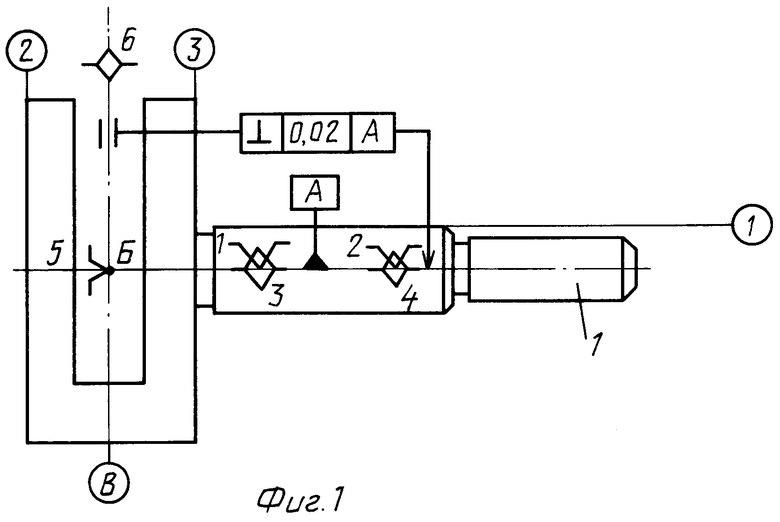
фиг.1 - чертеж детали-заготовки, совмещенный со схемой ее базирования (основная база-ось симметрии, вспомогательная база-плоскость симметрии двух наружных плоскостей);
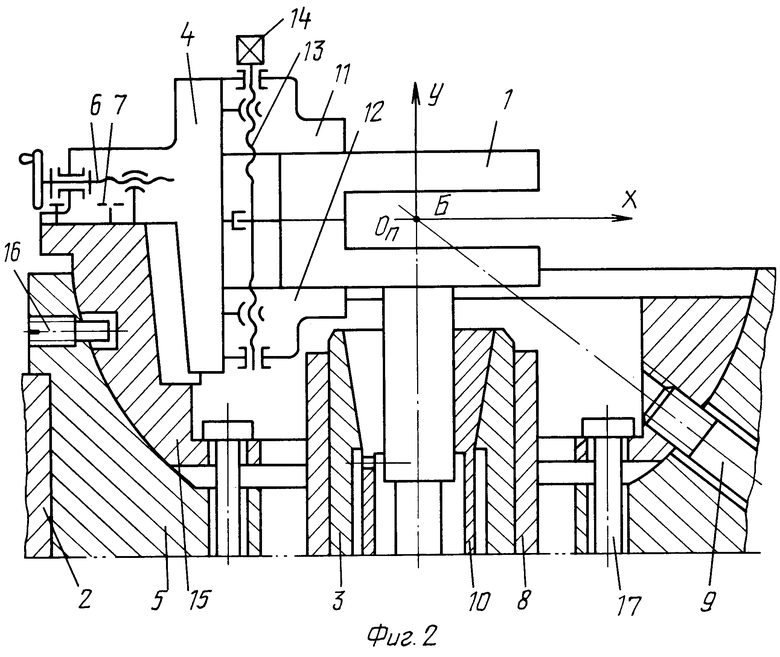
фиг.2 - схема устройства для установки заготовки, изображенной на фиг.1;
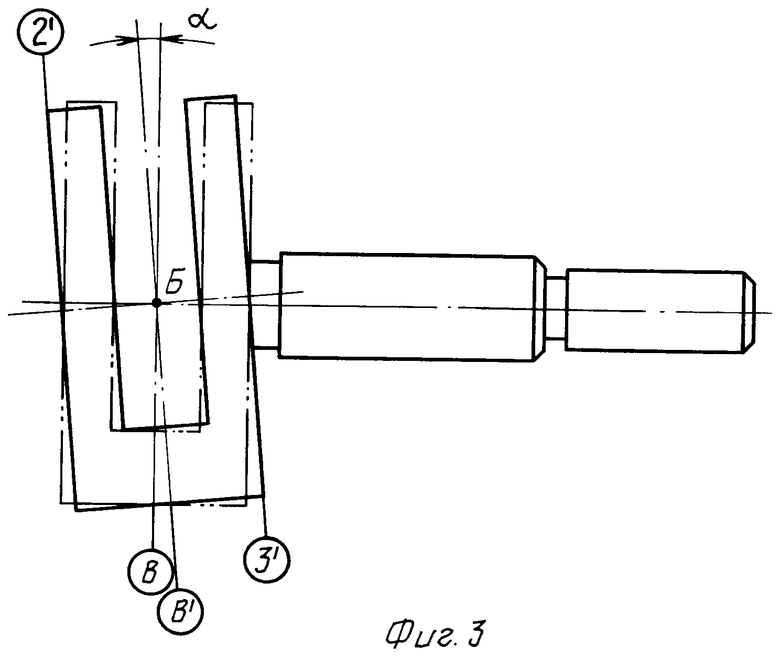
фиг.3 - схема погрешности расположения основной и вспомогательной баз заготовки, изображенной на фиг.1;
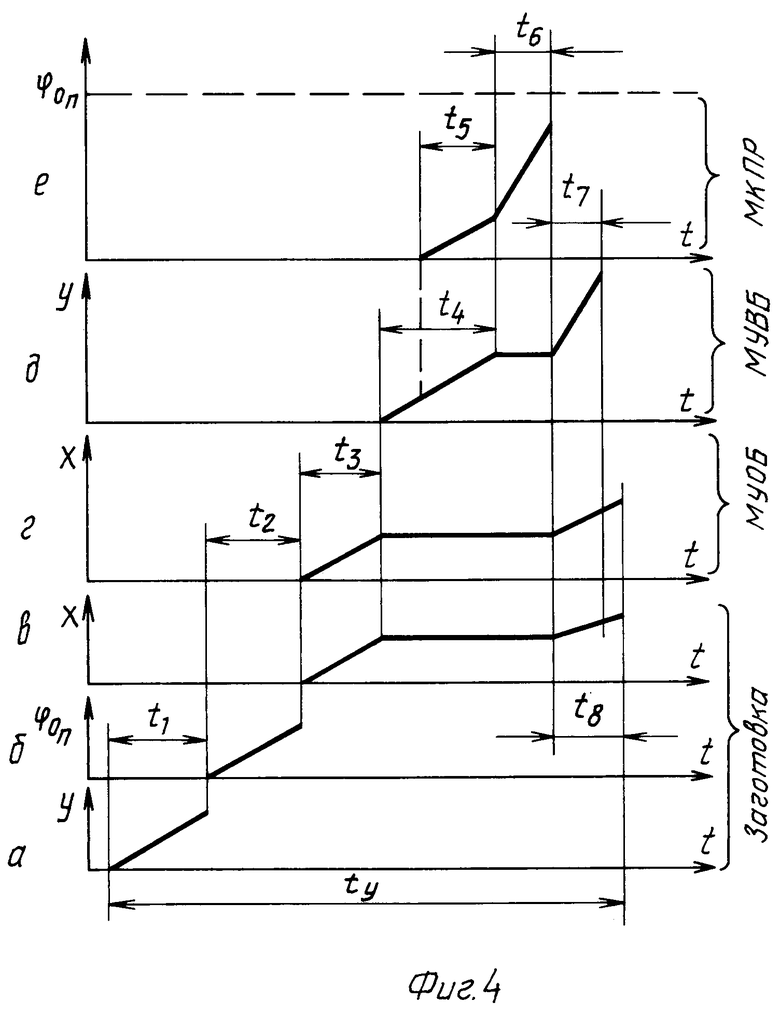
фиг.4 - графики действий при реализации способа установки заготовки;
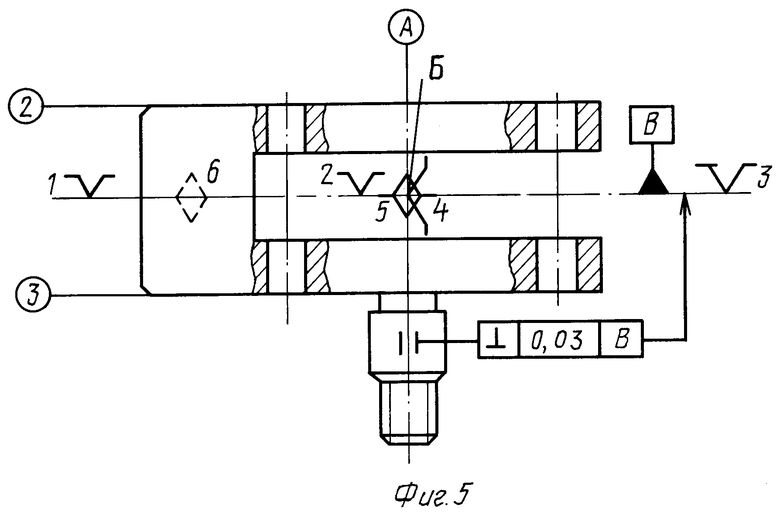
фиг.5 - чертеж детали-заготовки, совмещенный со схемой ее базирования (основная база - плоскость симметрии двух наружных плоских поверхностей, вспомогательная база - ось симметрии цилиндрической поверхности);
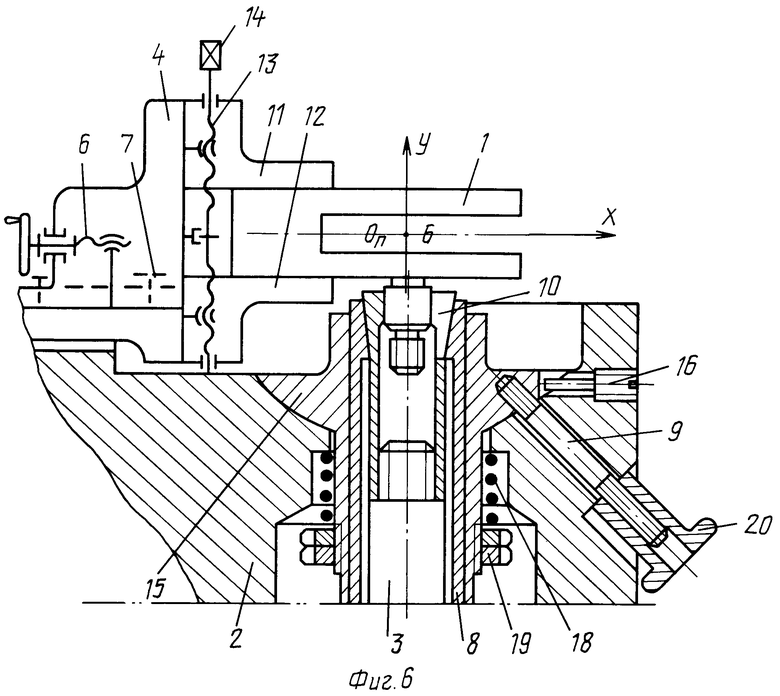
фиг.6 - схема устройства для установки заготовки, изображенной на фиг.5.
Способ и устройство в статике. Заготовка 1 имеет центральную ось симметрии А (фиг.1), представляющую собой ось симметрии наружной цилиндрической поверхности 1; плоскость симметрии В двух наружных плоских поверхностей 2, 3; скрытую базу-точку Б - точку пересечения оси симметрии А и плоскости симметрии В. В данной детали ось симметрии А представляет собой основную конструкторскую базу, а именно двойную направляющую базу, т.к. она лишает деталь 4-х степеней свободы 1-4 и определяет положение этой детали в сборочной единице. Плоскость симметрии В является вспомогательной конструкторской базой, т.к. определяет положение других деталей относительно данной детали (после сборки). Устройство для осуществления способа установки заготовки 1 содержит корпус 2, механизм 3 для установки по вспомогательной базе в виде самоцентрирующих тисков; механизм 5 компенсации погрешности расположения в виде шаровой опоры; механизм 6 перемещения механизма 4 установки по вспомогательной базе; механизм 7 фиксации механизма перемещения 6; механизм 8 перемещения механизма 3 установки по основной базе - симметрии; механизм (условно не показан) фиксации механизма 8 перемещения; механизм 9 фиксации механизма 5 компенсации погрешности и расположения. Заготовка 1, установленная в устройстве, имеет возможность контактировать наружной цилиндрической поверхностью 1, реализующей основную технологическую базу - ось симметрии А, с установочными элементами в виде цанги 10 механизма 3 для установки по основной базе (фиг.2). Двумя плоскостями 2 и 3, реализующими вспомогательную базу - плоскость симметрии В, заготовка 1 имеет возможность контактировать с двумя губками 11 и 12 механизма 4 для установки по вспомогательной базе В. Губки 11, 12 самоцентрирующих тисков имеют возможность синхронно перемещаться вдоль оси ОпУ от винта 13 вращением за хвостовик 14. При этом, например, губка 11, может быть выполнена откидной. Вследствие наличия погрешности расположения основной и вспомогательной баз друг относительно друга, например, в виде отклонения от перпендикулярности на величину угла α, при контакте губок 11, 12 с поверхностями 2’, 3’ механизм 4 одновременно со сферической шайбой 15 имеет возможность поворачиваться вокруг точки Оп. Имеется возможность производить закрепление губками 11, 12 и поворот вокруг точки Оп до совмещения скрытых баз точки Б заготовки и точки Оп устройства. При этом сферическая шайба 15 механизма 5 компенсации погрешности расположения лишена возможности произвольною поворота ее вокруг осей ОпХ и ОпУ благодаря наличию винта 16 и штырей 17, подпружиненных относительно корпуса 1 (пружины условно не показаны). После этого имеется возможность фиксирования механизма 5 компенсации погрешности расположения, а именно сферической шайбы 15 посредством тяги 9 механизма фиксации. Далее имеется возможность фиксирования механизма 8 перемещения механизма 3 установки по базе-оси симметрии (механизм фиксирования условно не показан) относительно корпуса 2, а также фиксирования механизма 4 на сферической шайбе 15 посредством механизма 7.
При реализации срытой базы-точки точкой пересечения Б (фиг.5) основной базы - плоскости А симметрии двух плоскостей 2, 3 со вспомогательной базой - осью симметрии А механизм 3 в виде цангового механизма расположен на механизме 15 компенсации погрешности расположения, выполненном в виде шаровой опоры (фиг.6). Шаровая опора содержит сферическую шайбу 15, которая на корпусе 2 установлена с возможностью поворота вокруг точки Оп, подпружинена относительно корпуса 2 пружинами 18, удерживаемыми гайками 19. Сферическая шайба 15 в этом случае имеет возможность быть зафиксированной относительно корпуса 2 посредством тяги 9 и рукоятки 20.
Способ установки заготовки и устройство для его осуществления в динамике. Для обработки партии деталей выбирают то устройство, которое соответствует основной и вспомогательной базам, т.е. их соотношению: толи ось симметрии, толи плоскость симметрии - основная база? В первом случае выбирают устройство, аналогичное изображенному на фиг.2, во втором - на фиг.5. Настраивают устройство, выбирая типоразмер установочных элементов, конструкции самоцентрирующих тисков с или без откидной губки 11. Настраивают размеры расположения самоцентрирующих тисков 4 на механизме 5 компенсации погрешности расположения и механизм 3 цанговый на механизме 8 его перемещения. Устанавливают заготовку 1 хвостовой частью в цанговый механизм. Приводят в действие механизм 3 установки по основной базе-оси симметрии. При этом цангу 10 перемещают вдоль оси ОпУ от точки Оп до состояния наименьшего зазора между поверхностью заготовки 1 и отверстием цанги 10. Заготовку 1 поворачивают вокруг оси ОпУ и одновременно опускают ее в отверстие цанги 10, так чтобы она могла расположиться между губками 11, 12. Приводят в действие механизм 4 установки по вспомогательной базе, т.е. самоцентрирующие тиски. Поворотом хвостовика 14 сводят губки 11, 12, пока они не коснутся заготовки 1. В связи с наличием погрешности расположения α система механизма 4 вместе с заготовкой 1 поворачивается вокруг точки Оп и одновременно перемещается вдоль оси ОпУ, пока не совместятся точки Оп и Б. Механизм 4 фиксируют на механизме 5 компенсации погрешности расположения, а именно на сферической шайбе 15, посредством механизма 7, а сферическую шайбу 15 относительно корпуса 2 посредством тяги 9. В этом положении скрытые базы-точки заготовки Б и устройства Оп совмещены друг с другом. Механизмом 5 установки по основной базе заготовку окончательно закрепляют, втягивая цангу 10 во внутрь механизма 3 с требуемым усилием закрепления. Обрабатывают поверхности, заданные размерами от измерительной скрытой базы-точки Б. По окончании операции заготовку 1 снимают с устройства, выполняя все указанные ранее действия в обратном порядке. Таким образом, на установку заготовки 1 затрачивают время ty (фиг.4). Последовательность всех перемещений и поворотов заготовки и основных механизмов показана на циклограмме (фиг.4). На фиг. 4 введены следующие обозначения: МУОБ - механизм установки по основной базе; МУВБ - механизм установки по вспомогательной базе; МКПР - механизм компенсации погрешности расположения; У, Х - перемещения по осям ОпУ, ОпХ; ϕОп - поворот вокруг точки Оп. Фиг.4 содержит следующие графики: а - перемещения заготовки по оси ОпУ; б - поворота заготовки около точки Оп; в - перемещения заготовки по оси ОпХ; г - перемещения МУОБ по оси ОпХ; д - перемещения МУВБ по оси ОпУ; е - поворот МКПР около точки Оп. Время соответствует: t1 - перемещению заготовки при ее вставлении в цангу; t2 - поворочу заготовки при ее установке; t3 - перемещению заготовки вдоль оси ОпХ; t4 -- перемещению МУВБ по оси ОпУ; t5 - повороту МКПР при сдвиге губок МУВБ; t6 - повороту МКПР при его фиксации; t7 - перемещению МУВБ при его фиксации; t8 - перемещению МУОБ и заготовки при закреплении заготовки.
Пример реализации изобретения. Необходимо обработать деталь “вилка” от шасси самолета. Деталь во многом аналогична изображенной на фиг.1. Отверстия и пазы, которые необходимо создать и обработать, заданы размерами от скрытой базы-точки, являющейся точкой пересечения оси симметрии двух наружных плоских поверхностей вильчатой части детали. Заготовку устанавливают в устройство, аналогичное изображенному на фиг.2. Для этого заготовку хвостовиком базируют в цанговом зажимном механизме и дальнейшие действия выполняют согласно последовательности, изложенной выше. После окончания установки обрабатывают упомянутые выше отверстия и пазы. Затем заготовку снимают из устройства, выполняя действия в обратном порядке.
Таким образом, заявляемые способ установки заготовки и устройство для его осуществления позволяют повысить точность и производительность.
Способ установки заготовки и устройство можно использовать и для обработки других деталей, в которых ось симметрии является осью отверстий, т.е. внутренней цилиндрической и конической поверхностей, а плоскостью симметрии является плоскость, относящаяся к внутренним или комбинации внутренних и наружных поверхностей.
Экономический эффект использования заявляемых способа установки и устройства может быть определен исходя из двух посылок. Первая посылка учитывает экономию времени на установку заготовок без выверки. Вторая посылка учитывает повышение эксплуатационных свойств изделий. В конечном счете уменьшаются эксплуатационные расходы и количество необходимых машин для выполнения одного и того же объема работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоцентрирующие тиски | 1991 |
|
SU1796436A1 |
| Устройство для установки деталей | 1988 |
|
SU1602664A1 |
| УСТРОЙСТВО ДЛЯ БАЗОВОЙ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА ПРИ ЕЕ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 2007 |
|
RU2356703C2 |
| Самоцентрирующий кулачковый патрон | 1989 |
|
SU1799690A1 |
| Зажимное устройство с самоцентрирующимся механизмом | 2021 |
|
RU2773979C1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2008 |
|
RU2390400C2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ДЕТАЛЕЙ | 1995 |
|
RU2095219C1 |
| Зажимное устройство с самоцентрирующим механизмом | 2022 |
|
RU2794661C1 |
| СПОСОБ АКТИВНОГО КОНТРОЛЯ ДИАМЕТРОВ | 1992 |
|
RU2119860C1 |
| Зажимное устройство | 2017 |
|
RU2646298C1 |
Изобретения относятся к машиностроению и могут быть использованы при обработке деталей авиа- и автостроения и в других отраслях при установке заготовок по скрытой базе-точке. Способ включает базирование заготовки, совмещение скрытых баз заготовки и устройства для ее установки и закрепление заготовки, у которой скрытой базой-точкой является точка пересечения оси симметрии цилиндрической поверхности и плоскости симметрии двух параллельных плоских поверхностей. Базирование осуществляют сначала по основной базе посредством механизма установки по основной базе, а затем - по вспомогательной базе посредством механизма установки по вспомогательной базе с его одновременным поворотом до совмещения скрытых баз-точек заготовки и устройства с помощью механизма компенсации погрешности расположения основной и вспомогательной баз, а закрепление заготовки осуществляют по основной и вспомогательной базам с фиксацией положения упомянутого механизма компенсации относительно корпуса устройства. Устройство содержит корпус, механизм установки по основной базе, механизм установки по вспомогательной базе и механизм компенсации погрешности расположения основной и вспомогательной баз в виде шаровой опоры. При этом оно снабжено механизмом закрепления механизма компенсации погрешности относительно корпуса, а механизм установки по вспомогательной базе расположен на упомянутом механизме компенсации с возможностью перемещения. Использование изобретений ведет к повышению точности расположения обрабатываемых поверхностей и производительности обработки. 2 н. и 4 з.п. ф-лы, 6 ил.
| Устройство для закрепления деталей | 1980 |
|
SU904978A1 |
| ЕГОРОВ М.Е | |||
| и др | |||
| Технология машиностроения | |||
| - М.: Высшая школа, 1976, с.220, рис | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| 0 |
|
SU384646A1 | |
| RU 95106143 A1, 20.12.1996 | |||
| СПОСОБ ВЫРАБОТКИ ВОССТАНОВЛЕННОГО ТАБАКА | 2008 |
|
RU2356476C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ ОТЛИВОК | 1995 |
|
RU2104819C1 |

