Изобретение относится к технологическому оборудованию и может быть использовано в машиностроении о
Цель изобретения - расширение тенологических возможностей, повышение производительности за счет возможности изменения расстояния между каретками со схватами и увеличения количества захватываемых деталей
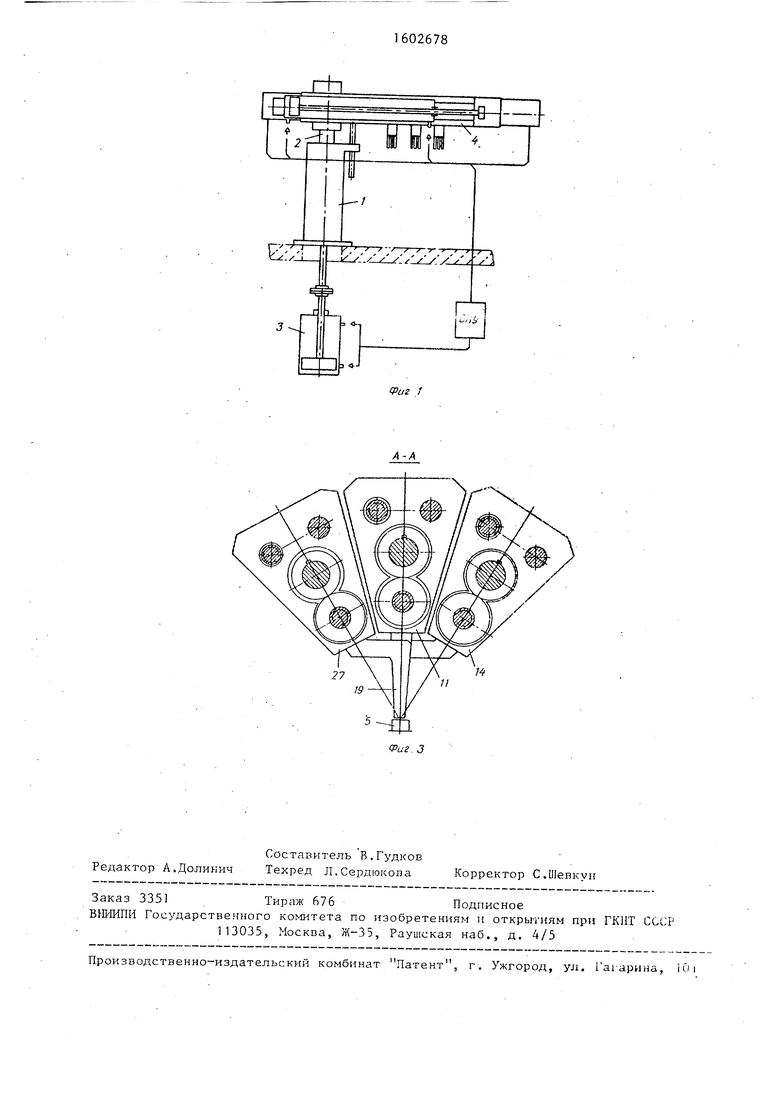
На фиГо изображена схема автоопратора | на фиг 0.2 механизм захвата деталей; на фиг,3 - разрез на фиГо2„
Автооператор содержит основание . механизм вертикального перемещения в виде штанги 2 с силовым приводом 3 и механизм 4 захвата деталей 5о Мханизм 4 вьтолнен в виде корпуса 6 котором размещены три группы карето соответственно 7., 8 и 9, 10, II и 1 и 13э 14 и 15 с возможностью плоскопараллельного перемещения вдоль валов 16J 17.и 18„ Каретки снабжены схватами 19 и кинематически свя заны между собой с помощью ходовых винтов 20g закрепленных на каретках 7j Sj lOj 11, 13, 14 и взаимодействующих с резьбовыми отверстиями в зубчатых колесах 2, установленных на каретках соответственно 8, 9, 11 125 и 15„ Зубчатые колеса 21 в свою очередь находятся в зацеплении с .колесами 22j разме1ченньп 1и с возможностью осевого перемещения на валах 16-18о Валы 16-18 через редуктор 23 соединены с приводом 24; причем оси валов 16-18 лежат на дуге оружности с центром в т с О (фиг.З) - на рабочей поверхности схватов 19. Каретка 7 закреплена в корпусе 6, а каретки 10 и 13 снабжены приводами 25 и 26с Корпус 6 снабжен силовым приводом 27,
Азтооператор работает следующим образом о
В начале устанавливается требуемое расстояние между схватами 19s для чего включается привод 24 В результате этого каретки 8 и 9s 11 и 12,5 14 и 15 с помощью зубчатых ко.пес 21,, 22 и ходовых винтов 20 .перемещаются на равное расстояние друг от друга и от кареток соответственно 7; 10 и 13. Однов эемен- но с этим каретки 10 и 13 получают перемещекия от приводов 25 и 26, Бл
0
5
0
5
0
.5
0
5
0
5
годаря этому обеспечивается их сме- .щение относительно каретки 7 на требуемую величину
Затем с помощью приводов 3 и 27 схваты 19 подаются на загрузочную, позицию, захватывают детали 5, переносят их на сборочную позицию и устанавливают в базовую деталь. При изменении типоразмера или количества собираемых одновременно-дета- лей осуществляется изменение относительного положения схватов 19, после чего цикл сборочных движений повторяется.
Формула изобретения
Автооггератор для сборки, содержащий основание, механизм вертикального перемещения деталей и механизм захвата деталей в виде корпуса и группы по крайней мере двух кареток, каждая из которых снабжена схватом, причем каретки кинематически связаны между собой, а также с обидим при- поступательного перемещения, отличающийся тем, что, с целью расширения технологических возможностей, повышения производительности, механизм захвата деталей снабжен по мере двумя дополнительными группами кареток с дополнительными приводами, закрепленными на корпусе, а кинематическая связь между каретками в каждой группе выполнена в виде вала, кинематически связанного с общим приводом, зубчатых передач и ходовых винтов, при этом валы установлены в корпусе параллельно друг другу, а их оси лежат на дуге окружности, центр которой расположен на рабочих поверхностях схватов, кроме того, ведущие колеса зубчатых передач размещены на валах, ведомые колеса размещены на всех каретках, кроме одной крайней в каждой группе, и в их центральных отверстиях выполнена резьба, а ходовые винты жестко закреплены по одному на каретках и имеют возможность взаимодействия с резьбовьнчи отверстиями колес, размещенных на соседних каретках, при этом крайняя клретка ос ионной г руппы закреплена в корпусе, а крайние каретки дополнительных групп кинематически связаны соответ- , ствукмдими допо1пчительнь)ми приводами.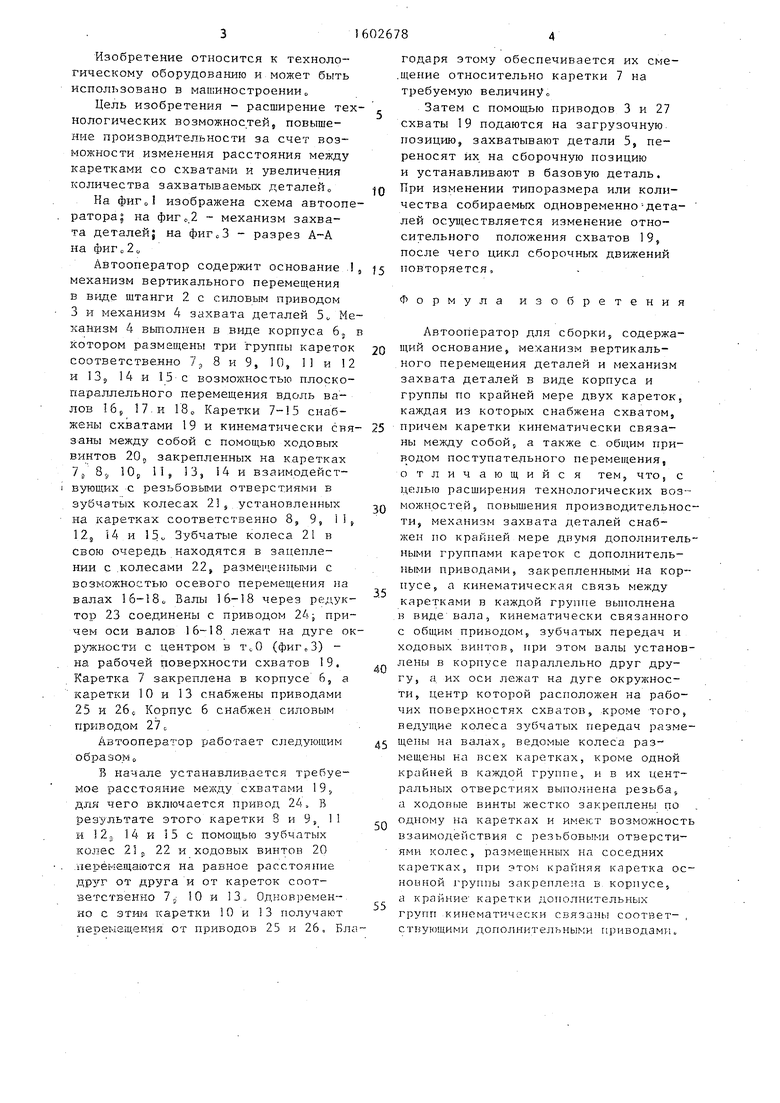
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации плоских деталей при сборке | 1983 |
|
SU1098743A1 |
| ПРИКАТОЧНОЕ УСТРОЙСТВО К СТАНКУ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1999 |
|
RU2172255C2 |
| СХВАТ МАНИПУЛЯТОРА | 2007 |
|
RU2347674C1 |
| Гибкая производственная система | 1989 |
|
SU1673397A1 |
| ЛИНИЯ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1988 |
|
SU1610741A1 |
| СХВАТ РОБОТА | 1991 |
|
RU2022780C1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Устройство для прикатки к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU816776A1 |
| Автоматический многозахватный манипулятор | 1990 |
|
SU1731626A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ РАДИОДЕТАЛЕЙ | 1992 |
|
RU2009623C1 |
Изобретение относится к машиностроению, расширяет технологические возможности и повышает производительность сборки за счет возможности изменения относительного положения схватов и увеличения их количества. Перед сборкой устанавливают относительное положение схватов в соответствии с количеством и относительным положением одновременно собираемых деталей. Для этого включают привод 24 и валы 16, 17, 18 и зубчатые колеса 22 и 21 получают вращение. В результате каретки 8 и 9, 11 и 12, 14 и 15 со схватами перемещаются вдоль ходовых винтов 20 на равное расстояние друг от друга и от кареток 7,10 и 13. Одновременно включают приводы 25,26 и каретки 10,13 перемещаются на требуемое расстояние относительно неподвижной каретки 7. В итоге схваты, размещенные на каретках 7-15, занимают требуемое относительное положение, затем схваты перемещаются на загружающую позицию, захватывают детали и устанавливают их в базовую деталь. 3 ил.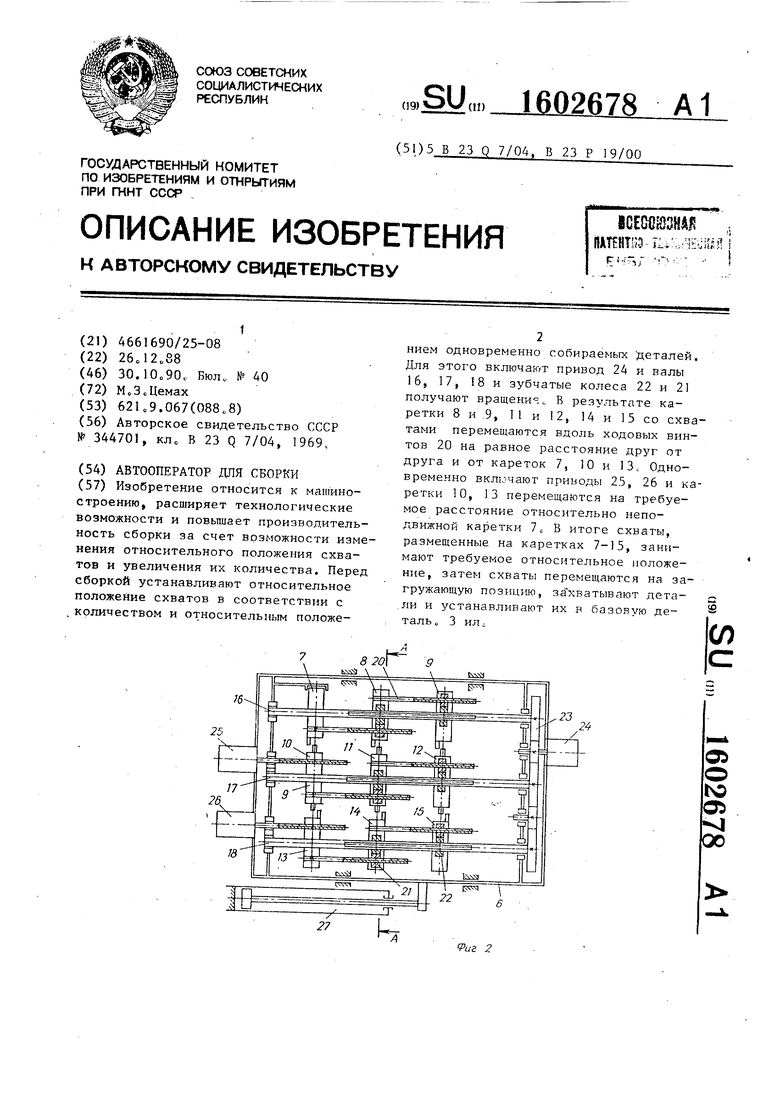
/4
| Автооператор | 1969 |
|
SU344701A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
