Известны автооператоры, выполненные в виде кареток с захватами, пвреносяцдих заготовки с лотка загрузки на позицию обработки.
Описываемый автооператор отличается тем, что каретка выгрузки обработахгяой детали и нижние каретки с захватами связаны зубчатореечными передачами с общим приводом. Это позволяет вести обработку в параллельном цикле и возвращать обработанную деталь к месту загрузки заготовок.
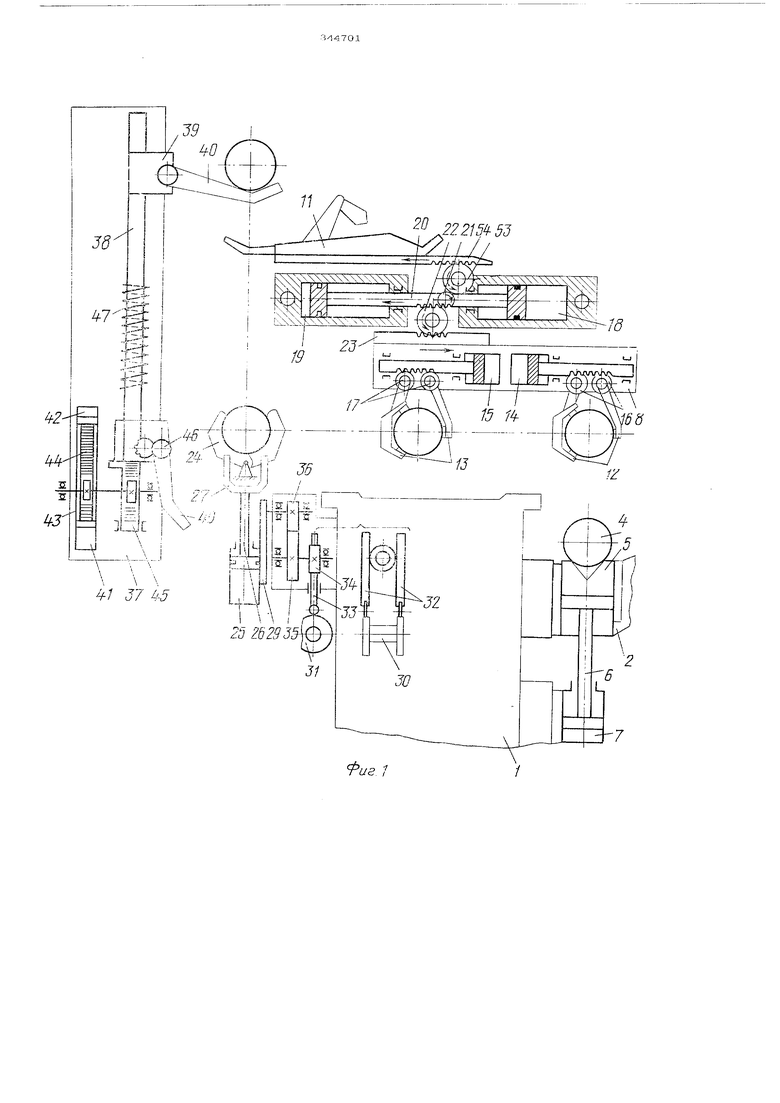
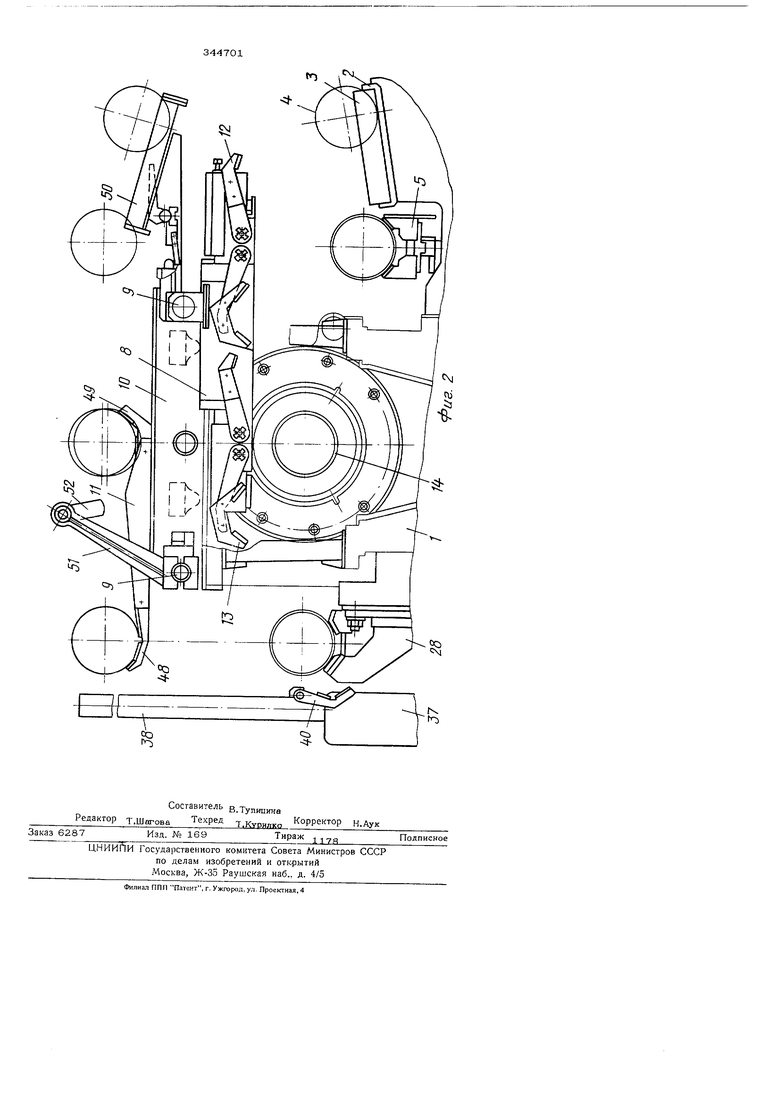
На фиг. 1- показана кинематическая схема описываемого автооператора; на фиг, 2 - общий вид автооператора.
Механизм подачи заготовок крепится к станине 3. станка. Он имеет наклонный ло-. ток 2 с раздвижными бортами 3, которые устанавливаются по длине заготовки 4, Две призмы 5 механизма подачи свя.аны со штоком 6 гидроцилршдра 7 и перемещаются в вертикальной плоскости. Перенос заготовки с механизма подачи на ось шпинделя станка осуществляется нижней кареткой 8, установленной над станиной станка на круглых штангах 9. Все механизмы автооператора смонтированы на балке 10, по направляющим которой перемешается каретка 8 и верхняя каретка 11 возврата готовой детал Нижняя каретка имеет поворотные рычаги 12 захватов для иереноса заготовки с загрузочных призм 5 на ось шпинделя и рычаги 13 захватов для переноса готового изде ЛИЯ 14 с оси шпинделя на кантователь. Поворот каждой пары рычагов 12 и 13 осу- ш.ествляется соответственно от гидроцилинд- ров 14 и 15 через реечно-шестеренные передачи 16 и 17. Нижняя каретка 8 переме щается по направляющим балки от гидроцилиндров 18 и 19 с помощью ведущей рейки 20, реечной шестерни 21, через лестерню 22, соединенную с ведомой рейкой 23, Рейка 20 нарезана на штоке гидроцилиндров 18 и 19, Ведомая рейка 23 скреплена с корпусом нижней каретки 9. Поворотные рычаги 12 и 13 имеют регулировочный элемент, позволяющий сохранить неизменной ось изделия в большом диапазоне диаметров На одном уровне с рычагами 12 к 13 автооператора находятся зажимные поворотные
рычаги 24 кантователя. В корпусе кантователя выполнен поршневой гидропилиндр 25 {см. фиг, 1), шток 26 которого вилкой 27 соединен с поворотными рычагами 24, зажимаюшими изделие. Корпус и опорные призмы 28 кантователя закреплены на доске 29 которая насажена на вал механизма поворота. Поворот кантователя осуществляется от распределительного вала ЗО через кулачки 31 и 32, рейку 33 на реечную шестерню 34, зубчатую передачу 35 и 36 и на доску. Привод от кулачка 32 служит для принудительного поворота кантователя из положения равновесия.
Для передачи изделия из кантователя к механизму возврата служит подъемник, установленный на фундаменте. Подъемник представляет собой основание 37 и закрепленную на нем вертикальную колонну 38. Внутри колонны имеется направляюшее устройство 39 с закрепленными на нем поворотными рычагами 40, вверх и вниз направляюшее устройство 39 получает от двух гидроцилиндров 41 и 42, расположенных в одном корпусе 43 и реечных передач 44 и 45. Поворот рычагов 4О подъемника происходит от упора при помощи шестерни 46, сидящей на одной оси с рычагами 40. В исходное положение рычаги 4О возвращаются пружиной 47. Механизм возврата готового изделия выполнен в виде каретки. Слева на каретке располо жены поворотные подпружиненные рычаги 48 для приема изделия от подъемника. Справа на каретке находятся поворотные рычаги 49 для передачи изделия на наклонный лоток выгрузки 5О, закрепленный на правой штанге. На правой штанго закреплен кронштейн 51 с флажком 52, который пре.# дотвращает перекатывание изделия назад. Перемещение механизма возврата кинематически связано с перемещением нижней каретки 8 и осуществляется от гидроцилкндров 18 и 19 рейки 20, нарезанной на штоке этих цилиндров реечной шестерни 21, шестерни 53 и рейки 54, Рейка 54 закреплена на каретке механизма возврата снизу,
Заготовка с транспортера или вручную подается на наклоннь Й лоток загрузки и скатывается на подъемные призмы механизма подачи. Призмы от гидропилиндра 7 понимают заготовку под рычаги 12 захватов. Последние поворачиваются от гидропилиндра 14 через реечную передачу 17 и зажимают заготовку. Одновременно с этим рычаги 13, находящиеся на одной оси со шпинделем станка, тоже поворачиваются от гидроцилиндра 15 шрез реечную передачу
17, зажимая готовое изделие. При этом патрон шпиндельной бабки разжимается, и бабка отходит назад. Нижняя каретка 8 от гидроцилиндров перемешается влево. При этом заготовка переносится на ось шпинделя станка. Шпиндельная бабка движется вперед, заготовка зажимается в ее патроне. Рычаги 12 захватов разжимаются, и заготовка обрабатывается. Одновременно с этим обработанное изделие переносится на призмы 28 кантователя, отжимая подпружиненные их половинки, и зажимается рычагами 2 от гидропилиндра 25. Рычаги 13 захватов разжимаются, и каретка 8 отводится назад. При Этом доска с закрепленными на ней призмами 28 с изделием поворачивается. Поворот осуществляется от распределительного вала с помощью кулачка 31, рейки 33 реечной шестерни 34 и передачи 35 и 36. Когда наступает момент равновесия доски с расположенными на ней механизмами, вступает в работу кулачок 32, доворачивая доску до 8О , При этом стружка высыпается из обработанного изделия. При пово роте кантователя рычаги 40 подъемника опускакэтся с помощью упора и шестерни 46 пропуская изделие, и когда кантователь принимает исходное положение, располагаются горизонтально от пружины 47 и принимают ;-.зделие от кантователя. Очищенное от стружки изделие поднимается подъемником вверх от гидроцилиндра 41 и реечных передач 44 и 45 на механизм возврата. Поворотные рычаги 40 подъемника с изделием, поднимаясь вверх, поворачивают откидные рычаги 49 механизма возврата, В исходное положение оычаги 48 возвращаются пружиной, не показанной на чертеже. Опускаясь вниз, рычаги 40 подъемника проходят между рычагами 49 механизма возврата и оставляют ла них изделие. При движении нижней каретки 8 влево механизм возврата движется вправо от гидропилиндров 18 и 19 с помощью реечных передач и переносит обработанное изделие в лоток выгрузки.
Формула изобретения
1. Автооператор, выполненный в виде снабженных захватами нескольких кареток, переносящих заготовки с лотка загрузки на позицию обработки, а затем на позицию выгрузки, отличающийся тем, что, с целью выполнения операций по обработке заготовок в параллельном цикле и обеспечения возврата обработанной детали к месту загрузки заготовки, каретка выгрузки обработанной детали и нижние каретки с зах5б
ватами связаны зубчатореечными передача-лия, очищенного от стружки, он снабжен канми с общим приводом.тователем, выполненным в виде рычажно-за2. Автооператор по п. 1, отличаю- ротной доске, приводимой от реверсивного щ и и с я тем, что, с целью выдачи изде- g двигателя.
344701
жимного механизма, закрепленного на пово иг / 0 JZ215 53
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор | 1970 |
|
SU355848A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Автоматическая линия | 1975 |
|
SU554999A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Автоматическая линия для механической обработки деталей | 1976 |
|
SU580975A1 |
| Полуавтомат для заточки многолезвийного инструмента с прямыми и винтовыми стружечными канавками | 1968 |
|
SU300047A1 |
| Автооператор | 1979 |
|
SU837755A1 |
| АВТООПЕРАТОР | 1971 |
|
SU305035A1 |
| АВТООПЕРАТОР | 1973 |
|
SU368007A1 |