Фиг.1
Изобретение относится к устройствам для обработки поверхностей вращения, а именно для притирки порошкообразным абразивным веществом, и предназначено для обработки прецизионных отверстий в высокоточном мащино- и приборостроении.
Цель изобретения - повышение точности обработки путем обеспечения постоянного линейного контакта упругой втулки с конусом разжима вдоль его образующей.
На фиг. 1 показан предлагаемый инструмент, упругий элемент которого выполнен с внутренними клиновидными выступами, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - инструмент, размещенный внутри обрабатываемого отверстия, поперечный разрез; на фиг. 4 - то же, упругий элемент дополнительно снабжен наружными выступами; на фиг. 5 - то же, с наружными выступами, инструмент разме- щен внутри обрабатываемого отверстия; на фиг. 6 - то же, наружные и внутренние выступы упругого элемента объеди- .ены в единые вставки; на фиг. 7 - то же, с упорами для фиксации разрезной рубащки и полой втулкой для жесткого закрепления инструмента относительно продольной оси шпинделя, продольный разрез.
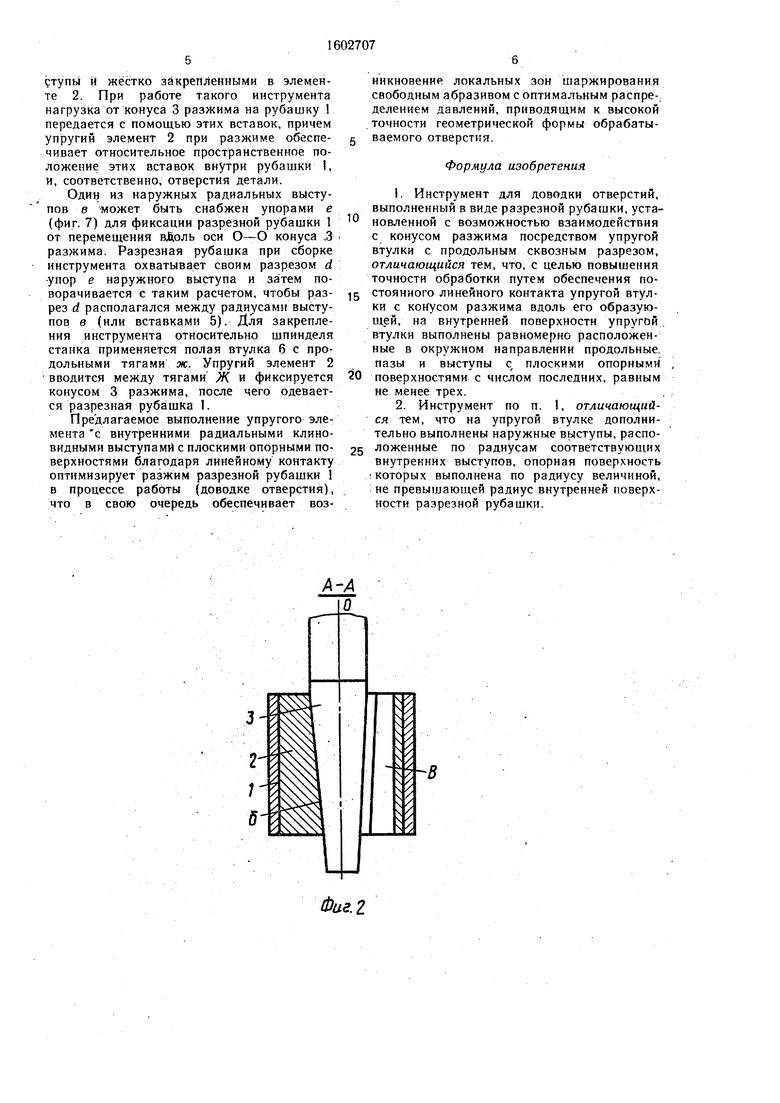
Внутри разрезной рубашки 1 установлен упругий элемент 2 в виде втулки с внутренними радиальными клиновыми выступами а, имею1цими плоские опорные поверхности б. Между каждыми двумя соседними выступами а находятся пазы В или П. ВыступьЕ а контактируют своими плоскими опорными поверхностями б с конусом 3 разжима по конической образующей вдоль ее оси О--О {фиг. 2).
Деталь 4 (фиг. 3) установлена с возможностью возвращения (по стрелке) и осциллирующего возвратно-поступательного движения относительно инструмента. В районах внутренних выступов на разрезной рубашке в процессе обработки поверхности отверстия К образуется зона и шаржирования свободным абразивом (показано точками). Центральный угол, охватываемый зоной и, обозначен 7, в - наружные выступы (фиг. 4) имеющие скругленные опорные поверхности г. Разрез d разрезной рубашки размещен между наружными выступами в упругого элемента 2.
В районе наружных выступов (фиг. 5) на разрезной рубашке, в процессе обработки поверхности отверстия К образуются зоны ы, шаржированные свободным абразивом, такие как и на фиг. 3, однако центральный угол , охватываемый этой зоной, значительно меньший, чем при наличии лишь внутренних выступов а. Внутренние а и наружные в выступы могут быть объединены в единые вставки 5 (фиг. 6), жестко закрепленные в упругом элементе 2. Один из выступов может быть снабжен упорами е (фиг. 7) для фиксации разрезной рубашки I
от смещения вдоль оси О-О конуса разжима 3. Полая втулка 6 в виде хвостовика с двумя лысками, образующими продольные тяги ж служит для закрепления
инструмента относительно шпинделя станка (не показан).
Инструмент работает следующим обра- . зом.
Перед вводом инструмента в обрабатываемое отверстие на поверхность рубащки 1
наносится свободный абразив в виде доводочной пасты (не показано). После введения инструмента в обрабатываемое отверстие, обеспечивается контакт поверхности рубашки 1 с поверхностью обрабатываемого
отверстия за счет перемещения конуса разжима 3 вдоль оси О-О (фиг. 2). При этом осуществляется разжим упругого элемента 2 за счет передачи нагрузки от конуса 3 разжима на выступы а при линейном контакте конической поверхности конуса разжима и
плоской поверхности б выступа а. Упругий элемент 2 раскрывается в районе пазов В, которые выполнен так, чтобы обеспечить одинаковую толщину упругого элемента по всей его длине в месте раскрытия. Парал5 лельность образующей наружной пс веркнос- ти упругого элемента 2 в npoiuicce разжима получается благодаря равной толщине его в месте изгиба, обеспечивает сохранение ,фичности формы рззрезной рубашки :)и разжиме. Упругий элемент
0 передает максимальное давление на рабащ- ку в районах выступов а. Образовавшаяся зона шаржирования н (фиг. 3) на наружной поверхности рубашки 1 обеспечивает необходимый съем металла.
Инструмент, упругий элемент 2 которого
5 снабжен помимо внутренних выступов наружными радиальными выступами в (фиг. 4), отличается в процессе работы, тем что при разжиме разрезной рубашки нагрузка от упругого элемента передается на нее не большей частью поверхности упругого элемента, а при линейном контакте между разжимной поверхностью г и внутренней поверхностью разрезной рубашки. При этом зона шаржирования и (фиг. 5) значительно меньше, чем без наружных выступов благо5 даря концентрации нагрузки на значительно меньшей площади. Центральный угол v- охватываемый зоной и на фиг. 3 значительно больше, чем на фиг. 5. Поэтому в локализованной зоне и происходит интенсивное формообразование за счет наибольшего съе0 ма металла. Между выступами в давление со стороны рубашки 1 на поверхность отверстия К минимальное и шаржирования почти не происходит, поэтому величина съема метала минимальна и происходит только чистовая обработка отверстия без формообразо5
вания.
Предлагаемый инструмент может быть выполнен со вставками 5 (фиг. 6), объединяющими внутренний а и наружный в и жёстко закрепленными в элементе 2. При работе такого инструмента нагрузка от конуса 3 разжима на рубашку 1 передается с помощью этих вставок, причем упругий элемент 2 при разжиме обеспечивает относительное пространственное положение этих вставок внутри рубашки I, и, соответственно, отверстия детали.
Один из наружных радиальных выступов в может быть снабжен упорами е (фиг. 7) для фиксации разрезной рубашки 1 от перемещения вДоль оси конуса .3 разжима. Разрезная рубащка при сборке инструмента охватывает своим разрезом d упор е наружного выступа и затем поворачивается с таким расчетом, чтобы разрез rf располагался между радиусами выступов в (или вставками 5). Для закрепления инструмента относительно щпинделя станка применяется полая втулка 6 с продольными тягами ж. Упругий элемент 2 вводится между тягами Ж и фиксируется конусом 3 разжима, после чего одевается разрезная рубащка 1.
Предлагаемое выполнение упругого элемента с внутренними радиальными клиновидными выступами с плоскими опорными поверхностями благодаря линейному контакту оптимизирует разжим разрезной рубашки 1 в процессе работы (доводке отверстия), что в свою очередь обеспечивает воз
никновение локальных зон шаржировання свободным абразивом с оптимальным распределением давлений, приводящим к высокой точности геометрической формы обрабатываемого отверстия.
Формула изобретения
. Инструмент для доводки отверстий, выполненный в виде разрезной рубашки, установленной с возможностью взаимодействия с конусом разжима посредством упругой втулки с продольным сквозным разрезом, отличающийся тем, что, с целью повышения точности обработки путем обеспечения по- 5 стоянного линейного контакта упругой втулки с конусом разжима вдоль его образующей, на внутренней поверхности упругой, втулки выполнены равномерно расположенные в окружном направлении продольные, пазы и выступы с, плоскими опорными поверхностями с числом последних, равным не менее трех.
2. Инструмент по п. , отличающийся тем, что на упругой втулке дополнительно выполнены наружные выступы, распо- 5 ложенные по радиусам соответствующих внутренних выступов, опорная поверхность которых выполнена по радиусу величиной, не превышающей радиус внутренней поверхности разрезной рубащки.
0
| название | год | авторы | номер документа |
|---|---|---|---|
| Притир для доводки отверстий | 1984 |
|
SU1248774A1 |
| Инструмент для абразивной обработки поверхностей вращения | 1983 |
|
SU1138299A1 |
| Режущий инструмент | 1991 |
|
SU1757778A1 |
| Притир для доводки отверстий | 1976 |
|
SU656818A1 |
| Хонинговальная головка для обработки отверстий малого диаметра | 1985 |
|
SU1273236A1 |
| Установка для художественной обработки изделий | 1984 |
|
SU1311916A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ПРЕРЫВИСТЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215636C1 |
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Устройство для притирки | 1971 |
|
SU494240A1 |
| УПРУГИЙ ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2212327C1 |


Изобретение относится к высокоточному машино- и приборостроению, в частности, к устройствам для обработки поверхностей вращения, а именно для притирки порошкообразным абразивным веществом. Цель изобретения - повышение точности обработки путем обеспечения постоянного линейного контакта упругой втулки с конусом разжима вдоль его образующей. Внутри разрезной рубашки 1 установлен упругий элемент 2 в виде втулки с внутренними радиальными клиновыми выступами "а" с числом последних, равным не менее трех. Выступы а контактируют своими плоскими опорными поверхностями б с конусом разжима 3 по конической образующей вдоль ее оси. 1 з.п.ф-лы, 7 ил.
32- 7 5
Фиг. 2
ФиеЛ
Фиг.З
Фиг. 5
Фие.6
| Устройство для притирки | 1971 |
|
SU494240A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
