Изобретение относится к машиностроению и может быть использовано во всех отраслях нархэдного хозяйства для чистовой обработки глухих отверстий малого диаметра, например, при изготовлении гидропневмоаппаратуры.
Цель изобретения - повышение геометрической точности при обработке глухих отверстий за счет увеличения поверхности контакта инструмента с деталью и повышения интенсивности обработки у торца глухого отверстия.
На фиг. 1 показана хонинговальная головка, продольный разрез; на фиг.2 то же, вид снизу; на фиг. 3 - то же, вид сбоку.
Хонинговальная головка для обработки отверстий малого диаметра включает корпус 1,, выполненный из упруго деформируемой стали марки 65 Г, направляющие элементы 2, разжимной элемент 3, соединенную с корпусом алмазоносную втулку 4 с цилиндрической поверхностью ниже направляющего элемента и разрезной выше него. В расточке корпуса 1 расположен узел дополнительного разжима рабочего элемента, выполненный в виде размещенных в цилиндрической выточке корпуса упорной шайбы 5, а в конусной расточке корпуса - разжимного конуса 6, в котором расположена разжимная пружина 7. Конус 6 удерживается в корпусе 1 винтами 8, концы которых входят в продольные пазы 9 разжимного конуса 6. В шаровой расточке конуса 6 завальцован шарик 10. На конце корпуса 1 и алмазоносной втулке 4 выполнены три продольных паза-разреза 11.
Хонинговальная головка работает следующим образом.
Головка вводится в обрабатываемое отверстие детали. Ей придается враща тельное и возвратно-поступательное движение с одновременным разжимом направляющего элемента 2 путем перемещения относительно корпуса 1 разжимного элемента 3, при этом съем с детали осуществляет рабочий элемент 4. До т,ех пор, пока шарик 10 не коснулся глухого торца обрабатыва емого отверстия, разжимной конус 6 находится в нижнем положении под дей ствием разжимной пружины 7 и удерживается там за счет входящих в пазы винтов 8, соединенных с корпусом. В этом положении рабочий элемент 4 (алмазоносная втулка) имеет прямо2732362
линейную образующую и удельное давление прилегающей к обрабатьтаемой поверхности рабочего элемента одинаковое за счет прижима направляющим элее ментом 2. По достижении головкой дна глухого отверстия шарик 10 входит в контакт с ними за счет свободной по- садки в своем гнезде в разжимном конусе 6 позволяет последнему продол10 жать вращаться вместе с корпусом за счет передачи крутящего момента винтами 8,установленными в корпусе головки и входящими в продольные пазы 9 разжимного конуса. При дальнейшем дви15 жении вниз к глухому концу обрабатываемого отверстия разжимной конус 6, вращаясь, стоит на месте, корпус находит на разжимной конус, винты 8 движутся вдоль пазов 9 конуса, а за
20 счет наличия внутренней кольцевой расточки корпуса и продольных пазов в конце корпуса и рабочего элемента части корпуса, образованные между пазами, начинают постепенно раздви25 гаться, увеличивай диаметр, и за
счет этого давление рабочего элемента с алмазоносным слоем постепенно в нижней части начинает увеличиваться и достигает максимума в нижней 30 части обрабатываемого цилиндрического отверстия и таким образом съем в нижней части увеличивается. При движении головки вверх все происходит в обратном порядке: за счет наличия пружины разжимной конус удерживается на месте, за счет шарика и винтов вращается на месте, конус движется вверх и постепенно сходит с него, а лепестки корпуса 1 с рабочими элементами 4 под действием сил упругой деформации закаленной стали корпуса уменьшают своей наружньй диаметр (сходятся по радиусам к центру) до 1тех пор, пока винты 8 не упрутся в торцы осевых пазов 9 конуса 6, и конус дальше будет двигаться вместе с головкой вверх, а образующая рабочего элемента в этот момент приобретает прямую линию. При зтом удельное давление рабочего элемента по всей
поверхности контакта на обрабатьшаемую поверхность становится одинаковым.
Использование хонинговальной го55 ловки позволяет повысить точность обработки глухих отверстий малого диаметра и уменьшить время хонингования так как ранее после хонинговаНИИ отверстия получающийся конус со стороны глухой части убирали дополнительным временем обработки за счет наматывания ленты на конец хонголовки и, вращая ее, перемещали возвратно-поступательно только в пределах образовавшейся погрешности до полного ее удаления.
Формула изобретения
Хонинговальная головка для обработки отверстий малого диаметра, содержащая корпус с разжимным направляющим и рабочим разрезным элементами, отличающаяся тем, что, с целью повьшения геометрической точности при обработке глухих отверстий, часть рабочего .эле- . мента, расположенная ниже направляющего элемента, выполнена кольцеобразной с параллельными оси головки пазами, расположенными равномерно по окружности, а головка снабжена узлом дополнительного разжима рабочего элемента, размещенным во внутренней расточке корпуса и выполненным в виде упорной шайбы и подпружиненного конуса с шариком, предназначенным для контакта с дном обрабатываемого отверстия, при этом конус установлен с возможностью осевого перемещения, фиксации и взаимодействия наружной конической поверхностью с корпусом..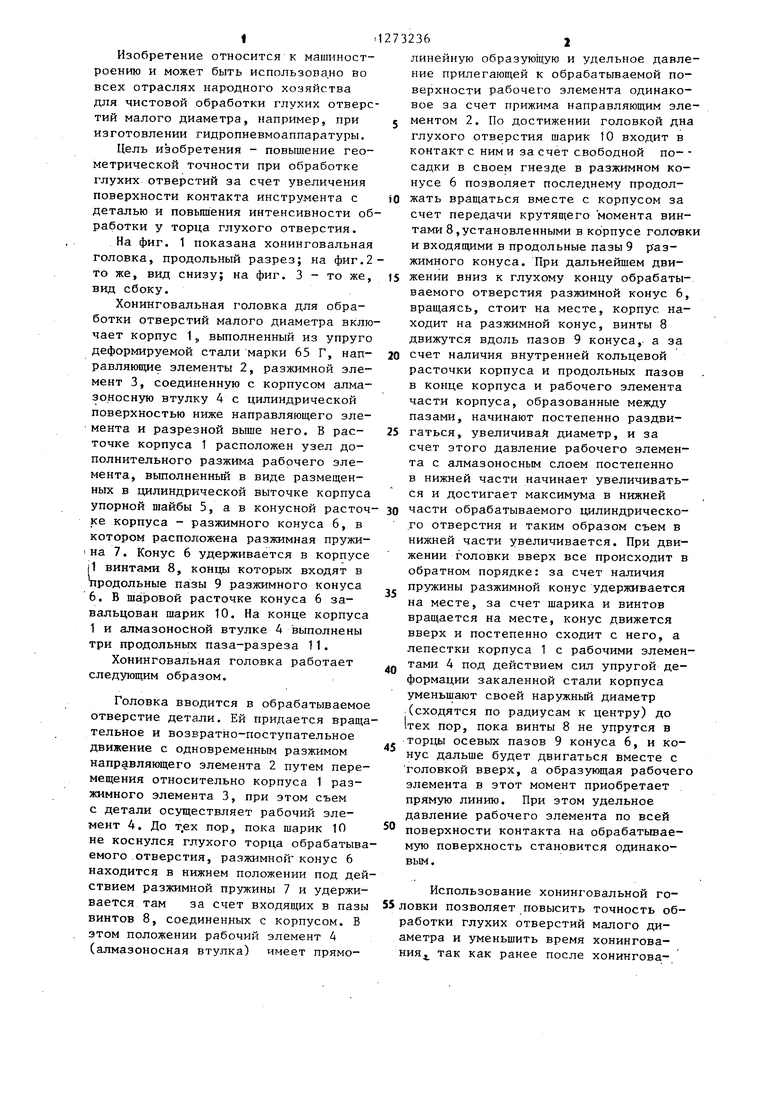

| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1990 |
|
SU1821340A1 |
| Хонинговальная головка для обработки глухих отверстий | 1991 |
|
SU1777981A1 |
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ АЛМАЗНЫМИ БРУСКАМИ ГЛУХИХ ОТВЕРСТИЙ С ОКНАМИ И ХРОМОВЫМ ПОКРЫТИЕМ | 2001 |
|
RU2206441C2 |
| Хонинговальная головка | 1990 |
|
SU1776546A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |
| Хонинговальная головка для обработки глухих отверстий | 1988 |
|
SU1611710A1 |
| Хонинговальная головка | 1990 |
|
SU1729737A1 |
Изобретение позволяет повысить точность обработки глухих отверстий за счет увеличения давления в нижней части брусков, что приводит к интенсификации обработки у торца глухого отверстия. При движении хонинговаль ной головки вниз конус 6 упирается в торец отверстия и останавливается, корпус 1 находит на разжимной конус, винты 8 движутся вдоль пазов 9. В результате части корпуса, находящиеся между пазами, начинают постепенно раздвигаться, увеличивая диаметр, и за счет этого давление рабочего элемента увеличивается и достигает максимума в нижней части обрабатьшаемого отверстия. 3 ил. с N3 со ю со а
В ид А
Фиг, 2
Ю
фиг.З
| Хонинговальная головка для обработки отверстий малого диаметра | 1980 |
|
SU905014A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
