Изобретение относится к технологии машиностроения к абразивной обработке отверстий в деталях машин.
Известен способ обработки отверстий упругим инструментом, который содержит корпус и несущий рабочий элемент часть [1].
Недостатками известного способа являются невозможность управление радиальной подачей и неравномерность распределения радиальной силы разжима в окружном направлении, которая создается упругими свойствами металлической ленты, и как следствие, неравномерный съем металла и неравномерный износ инструмента при низком качестве и производительности обработки.
Известен способ обработки отверстий упругим инструментом, который содержит корпус и несущий рабочий элемент часть, причем корпус выполнен в виде втулки со сквозными радиальными прорезями, расположенными диаметрально одна другой, а несущая часть выполнена в виде упругой металлической ленты, концы которой закреплены в указанных прорезях, при этом рабочий элемент выполнен в виде нанесенного на наружную часть металлической ленты абразивного слоя и (в другом случае) в виде абразивной ленты с нанесенным на ее нерабочей стороне клейким веществом [2].
Недостатками известного способа являются невозможность управления радиальной подачей и неравномерность распределения радиальной силы разжима в окружном направлении (в месте закрепления концов максимальная сила, в диаметрально противоположном месте - минимальная), которая создается упругими свойствами металлической ленты, и как следствие, неравномерный съем металла и неравномерный износ инструмента при низком качестве и производительности обработки.
Задача изобретения - повышение точности и производительности обработки, снижение теплонапряженности процесса за счет прерывистой зоны резания, возможности управления величиной радиальной подачи за счет центробежной силы, действующей на грузики, и упрощение управление обработкой и конструкции инструмента.
Поставленная задача решается с помощью предлагаемого способа абразивной обработки отверстий упругим прерывистым инструментом, которому сообщают вращение относительно продольной оси, радиальную подачу врезания и возвратно-поступательное движение инструменту, содержащему корпус в виде втулки со сквозными радиальными прорезями и несущую часть с рабочим элементом в виде упругой металлической ленты, при этом осуществляют изменение частоты вращения инструмента для регулирования величины радиальной подачи врезания и используют инструмент, у которого упругая металлическая лента свернута в кольцо с образованием гофр, причем наружные части гофр образуют прерывистую цилиндрическую поверхность, контактирующую с обрабатываемой поверхностью отверстия, а внутренние части гофр закреплены в указанных прорезях втулки.
Кроме того, осуществляют дополнительную радиальную подачу за счет центробежной силы, для чего используют инструмент, выполненный с грузиками, размещенными между корпусом и несущей частью в местах наружных частей гофр, и с упорными плоскими концентрическими наружными кольцами, вставленными в прорези втулки, для ограничения осевого перемещения грузиков.
При этом используют инструмент с нанесенным на прерывистую цилиндрическую поверхность упругой металлической ленты абразива на гибкой связке, или используют инструмент с отдельными полотнами абразивной ленты, приклеенными к наружной части гофр, при этом длина полотен равна длине дуги наружной части гофр.
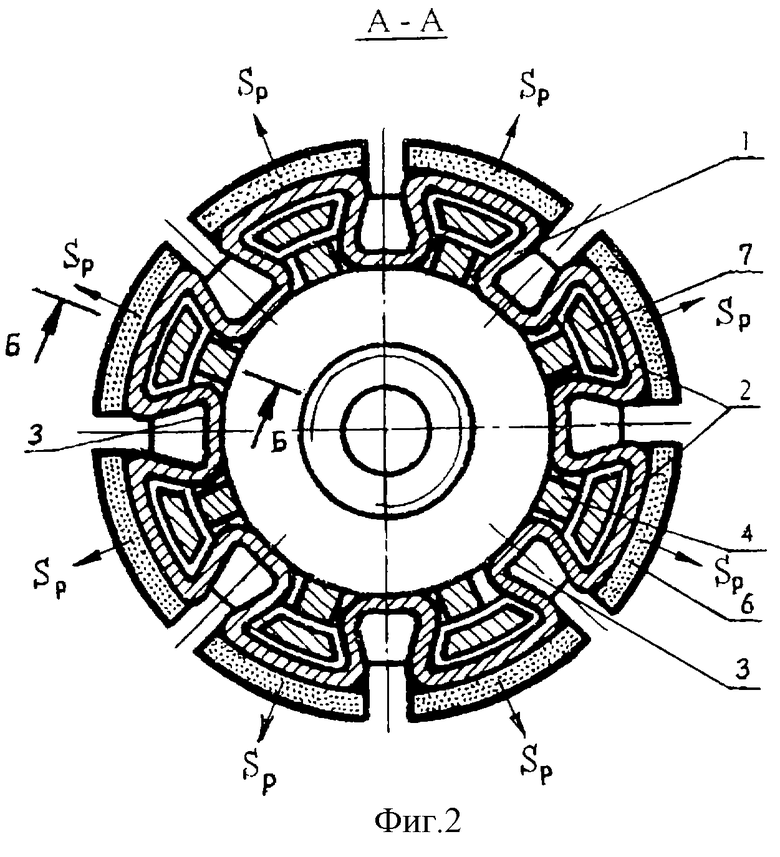
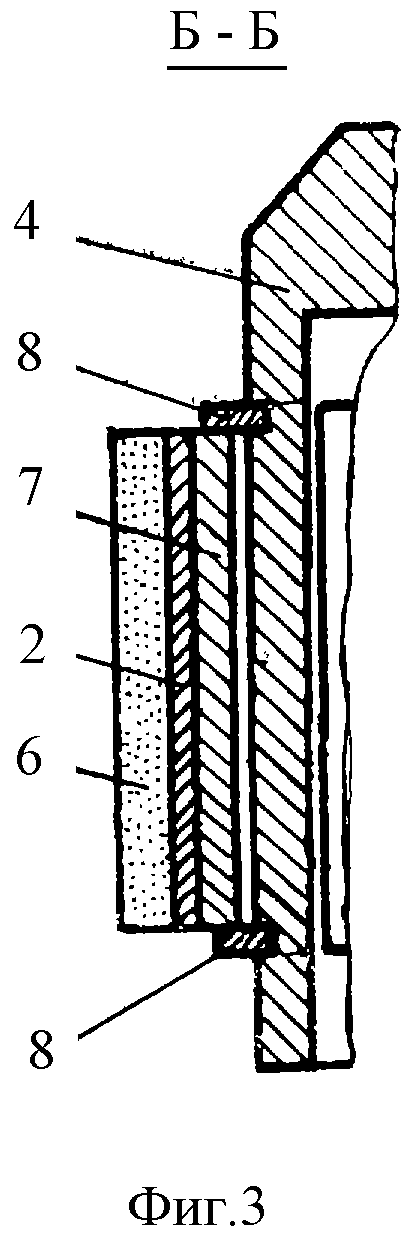
На фиг.1 изображена схема обработки отверстия по предлагаемому способу и инструмент, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - сечение Б-Б на фиг.2.
Предлагаемый способ абразивной обработки отверстий осуществляется упругим прерывистым инструментом, при котором упругому инструменту, представленному на фиг. 1, сообщают вращательное Vвр относительно продольной оси и возвратно-поступательное Sпр движения, при этом регулирование величины радиальной подачи Sp врезания обеспечивают за счет изменения частоты вращения инструмента.
Инструмент состоит из гофрированной упругой металлической ленты 1, свернутой в кольцо таким образом, что наружные части 2 гофр образуют прерывистую цилиндрическую поверхность.
Упругая лента 1 выполняется, например, из стали 65Г и др. способом холодной прокатки или может быть термообработанной. Она имеет толщину в зависимости от диаметра обрабатываемого отверстия (диапазона отверстий) от нескольких десятков микрометров и толще.
Упругая гофрированная металлическая лента 1 свернута в кольцо таким образом, что внутренние части 3 гофр закрепляются в сквозных радиальных прорезях втулки 4. Последняя выполняется из легкого материала, например, дюралюминия. Она навинчивается на оправку 5, выполненную, например, тоже из дюралюминиевой трубки.
На наружную часть 2 гофрированного кольца из металлической ленты, которая контактирует с обрабатываемой поверхностью, известными способами наносится абразивный слой 6 на гибкой связке или, например, гальваноспособом и т.п.
Рабочая режущая поверхность, полученная таким образом, является прерывистой цилиндрической абразивной поверхностью, способствующей снижению температуры обработки и свободному проникновению смазочно-охлаждающей жидкости (СОЖ) в зону резания.
В другом случае рабочая режущая поверхность может быть выполнена в виде отдельных полотен абразивной ленты 6, длина которых равна длине дуги наружной части 2 гофр, приклеенных к последним.
Между корпусом 4 и несущий рабочий элемент частью 1 в местах наружных частей 2 гофр размещены грузики 7, позволяющие обеспечивать дополнительную радиальную подачу за счет центробежной силы, при этом грузики 7 ограничены в осевом перемещении пружинными упорными плоскими концентрическими наружными кольцами 8, вставленными в канавки корпуса 4.
Перед работой гофрированная и свернутая в кольцо лента 1 надевается на втулку 4, таким образом, что внутренние части 3 гофр попадают в сквозные радиальные прорези. Между корпусом 4 и наружной частью 2 гофр вставляют грузики 7 и надевают пружинные упорные плоские концентрические наружные кольца 8, совмещая их с соответствующими канавками, изготовленными в корпусе 4.
В местах наружных частей 2 гофр на металлическую ленту 1 наклеивается абразивная лента 6 и инструмент готов к работе, хотя лента 6 может наклеиваться на ленту 1 и ранее. При вращении втулки 4 лента за счет упругих сил и центробежных сил, действующих на грузики 7, прижимает абразивную ленту 6 к обрабатываемой поверхности отверстия. Изменяя частоту вращения инструмента, регулируют радиальную силу прижима режущего слоя и таким образом управляют величиной радиальной подачи.
Равномерное действие упругих сил металлической гофрированной ленты, свернутой в кольцо, повышает точность и производительность обработки, а также снижает теплонапряженность процесса за счет прерывистой зоны резания.
Биение втулки 4 не влияет на биение гофрированной ленты 1, свернутой в кольцо и свободно размещенной внутренними частями гофр в пазах втулки, так как эта лента просто проскальзывает в пазах втулки 4.
В качестве примера проводилась обработка отверстия гильзы на внутришлифовальном станке мод. 3К227В, оснащенном специальным упругим прерывистым инструментом по предлагаемому способу. Материал обрабатываемой заготовки: труба 140•10 ГОСТ 8734-75/В40Х ГОСТ 8733-74, НВ 280, диаметр обрабатываемого отверстия ⊘125 мм, режущий инструмент - шлифовальная шкурка на тканевой основе, рулонная, по ГОСТ 5009-82, водостойкая, двухслойная; абразивный материал 24А, зернистость абразива 80. Шлифовальная шкурка отдельными кусками приклеивалась клеем БФ к наружным частям гофр, изготовленных из металлической (из стали 65Г) ленты толщиной 0,75 мм, полученной способом холодной прокатки. Режимы обработки: скорость вращения шпинделя - Vв=29,5 м/с (nmax= 4500 мин-1), продольная подача Sпр=3600 мм/мин, припуск на обработку 0,1 мм, давление инструмента на обрабатываемую поверхность: в нерабочем состоянии 0,05 МПа, при максимальной скорости 0,1 МПа, охлаждающая жидкость -сульфофрезол.
Предлагаемый способ позволяет повысить точность и производительность обработки за счет уменьшения величины биения инструмента при простоте конструкции и снижении металлоемкости последнего, снизить тепло-напряженность процесса за счет прерывистой зоны резания, управлять величиной радиальной подачи за счет центробежной силы, действующей на грузики.
Источники информации
1. А.с. СССР N 1028485, кл. B 24 B 33/02, 1983.
2. А. с. СССР N 1634469, кл. B 24 D 17/00, B 24 B 33/02, 15.03.1991 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПРУГИЙ ПРЕРЫВИСТЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2212327C1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ВИНТОВЫМ ИНСТРУМЕНТОМ | 2002 |
|
RU2215637C1 |
| УПРУГИЙ ВИНТОВОЙ ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ | 2002 |
|
RU2217294C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ УПРУГИМ ИНСТРУМЕНТОМ | 2006 |
|
RU2307018C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188117C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ШЛИФОВАЛЬНОГО КРУГА | 2001 |
|
RU2188118C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260507C1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 2004 |
|
RU2260506C1 |
| СПОСОБ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ ИНСТРУМЕНТОМ С АКСИАЛЬНО-СМЕЩЕННЫМ РЕЖУЩИМ СЛОЕМ | 2002 |
|
RU2211131C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
Изобретение относится к абразивной обработке отверстий в деталях машин. Способ включает сообщение вращения относительно продольной оси, радиальной подачи врезания и возвратно-поступательного движения инструменту, содержащему корпус в виде втулки со сквозными радиальными прорезями и несущую часть с рабочим элементом в виде упругой металлической ленты. Осуществляют изменение частоты вращения инструмента для регулирования величины радиальной подачи врезания. Используют инструмент, у которого упругая металлическая лента свернута в кольцо с образованием гофр, при этом наружные части гофр образуют прерывистую цилиндрическую поверхность, контактирующую с обрабатываемой поверхностью отверстия, а внутренние части гофр закреплены в указанных прорезях втулки. Использование изобретения ведет к повышению точности и производительности обработки, снижению теплонапряженности процесса за счет прерывистой зоны резания и возможности управления величиной радиальной подачи, а также к упрощению конструкции инструмента. 3 з.п.ф-лы, 3 ил.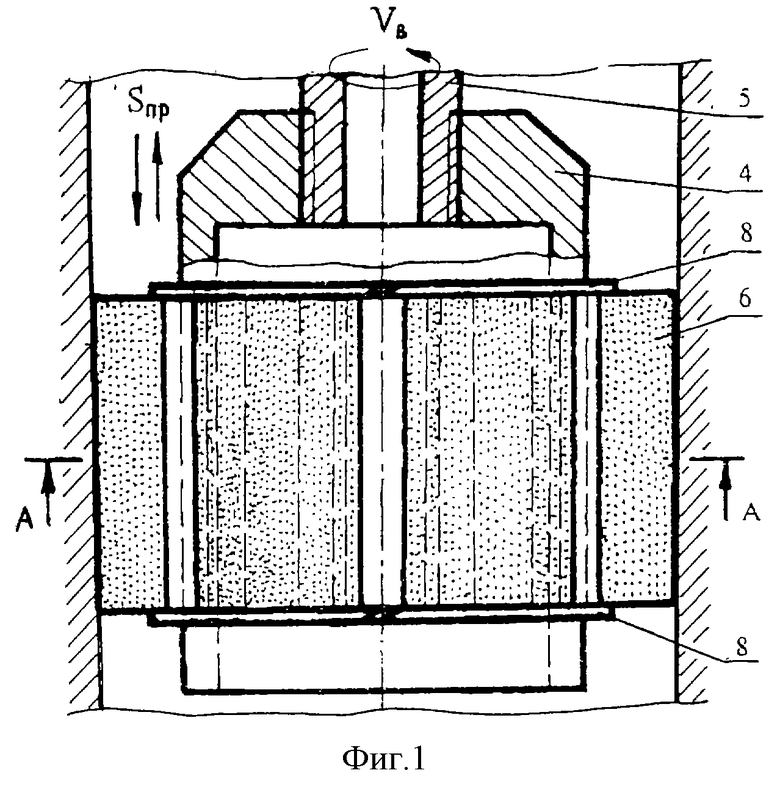
| Упругий инструмент для обработки отверстий | 1988 |
|
SU1634469A1 |
| Комбинированный шлифовальный круг | 1990 |
|
SU1738625A1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОГО ШЛИФОВАНИЯ | 1996 |
|
RU2153976C2 |
| Флюс для лужения и пайки | 1982 |
|
SU1147542A1 |

