Изобретение относится к фильтрованию, предназначен о для очистки топлива двигателя внутреннего сгорания и может быть использовано в нефтеперерабатывающей, авиационной, автотракторной и других отраслях машиностроения, преимущественно, для разделения топливомасляных суспензий в процессах очистки нефтесодержащих топлив от масел, воды, механических и других примесей.
Целью изобретения является повьпие- ние ресурса фильтровального материала и расширение эксплуатационных возможностей.
Способ изготовления фильтровального пористого материала заключается в следующем. Из загрузочного бункера предварительно нагретый гранулированный полипропилен поступает в прокатные валки, куда одновременно затягивается ячеистая стека из бухты. Происходит осаждение нагретого гранулированного полипропилена на поверхность ячеистой сетки с одной стороны гранулами 56-70 мкм, а с другой стосо
4 4::
СП
РОНЫ - гранулами полипропилена 700- 750 мкм, прикатывание пористой массы, спекание и гофрирование.
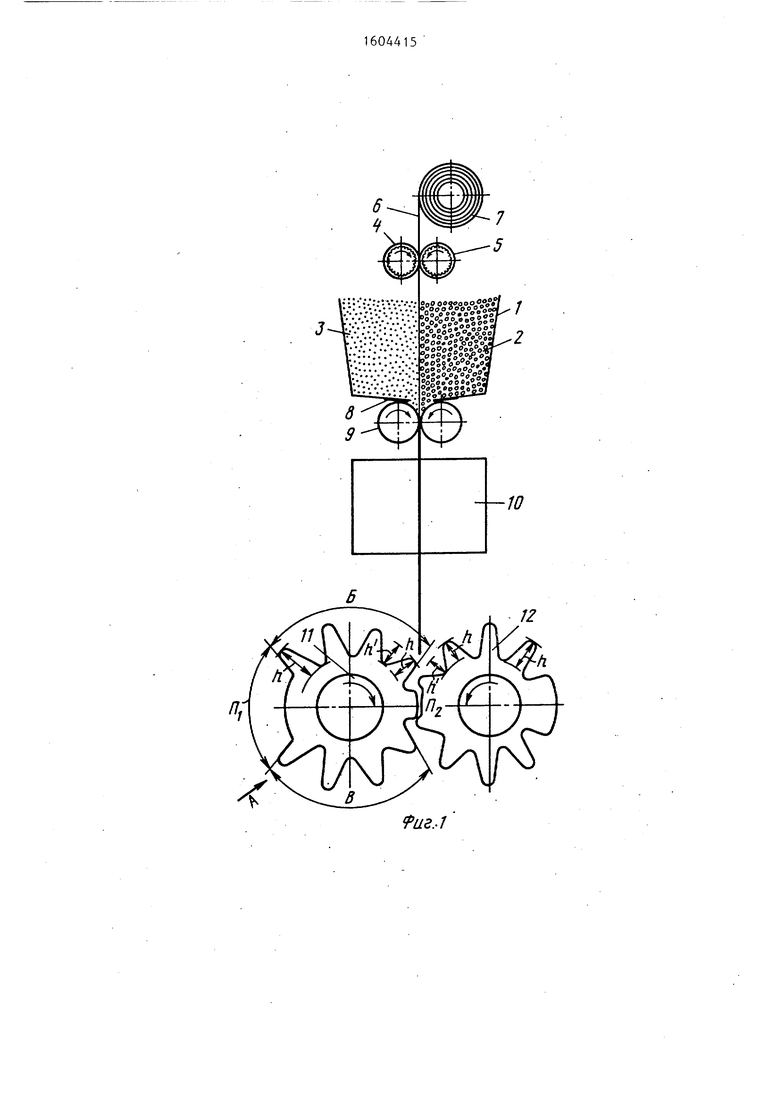
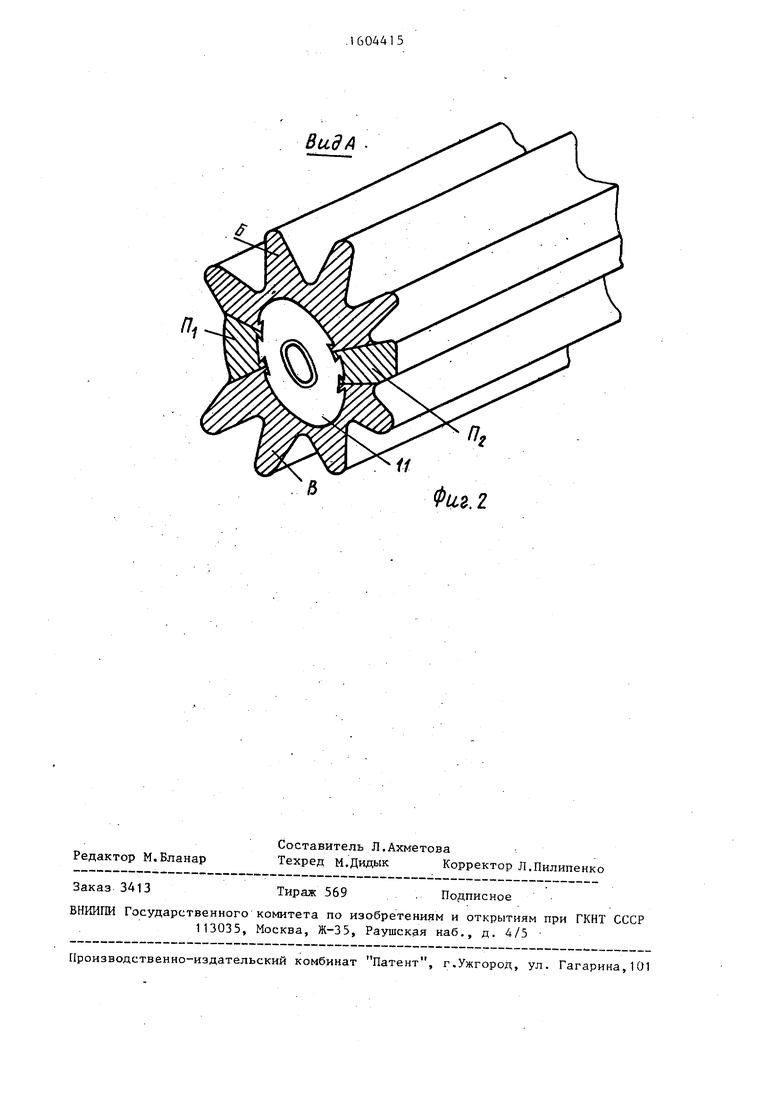
На фиг. 1 приведено устройство для получения пористого фильтрующего материалаj на фиг. 2 - вид А на фи-г . 1 .
Устройство для получения пористого фильтрующего материала содержит загрузочный бункер 1, в котором находится гранулированный полипропилен 2 и 3.
Над бункером 1 установлены направляющие валки 4, снабженные термонаг- ревательными элементами 5. Между валками 4 проходит ячеистая сетка 6, изготовленная из нержавеющей стали, поступающая из бухты 7.
Под бункером 1 в зоне подачи поли пропилена в прокатные валки находятся термонагревательные элементы 8 и прокатные валки 9, за которыми установлена печь 10. Далее следуют вращающиеся валки 11 с гофри эующими накладками 12. Каждая накладка 12 СОСТОИТ из двух полусекций Б и В, разделенных технологическими промежутками П и П2, при этом высота зубьев и глубина соответствующих пазов первой.секции возрастает в направлении вращения валков, а высота зубьев и глубина соответствующих пазов второй секции убывает в этом же направлении. ,
Способ изготовления фильтровального пористого материала и работа устройства для его осзпдествления происходит следующим образом.
Находящийся в загрузочном бунке- ре 1 предварительно нагретый с помощью термонагревательных элементов 8 до гранулированный полипропилен 2 и 3 с размером гранул соответ- ствейно 63 мкм и 700 мкм по обе сто- РОНЫ ячеистой сетки 6, изготовленной из нержавеющей стали размером ячеек 40 мкм, которая также предварительно нагревается до 100°С с помощью термонагревательных элементов 5, установленых в валках 4, опускается в зазор между прокатными валками 9, где происходит прикатывание. Затем армированный пористый материал, образованны таким образом, проходит через печь 10, происходит спекание при и образуется монолитная структура.
Далее образованный фильтровальный пористый материал проходит через вращающиеся валки 11, которые снабжены охватывающими гофрирующими накладками 12, выполненными, например, так, что каждая накладка состоит из двух полусекций Б и В, разделенных технологическими промежутками П и П, при этом высота зубцов и глубина соответствующих пазов первой секций возрастает в направлении вращения валков, а высота зубьев и глубина соответствующих пазов второй секции убывает в этом же направлении.
В результате получают фильтровальный материал заданной конфигурации.
Формула изобретения
1.Способ изготовления фильтровального пористого материала, включающий наложение предварительно нагретого гранулированного пористого материала на ячеистую сетку о двух сторон, спекание пористой массы, прокатывание под давлением и гофрирование в йагретом состоянии, отличающийся тем, что, с целью повьппе- ния ресурса фильтровального материала спекание пористой массы осуществляют после операции прокатки, а затем гофрируют.
2.Устройство для изготовления фильтровального порис,того материала , включающее механизм подачи ячеистой сетки и механизм гофрирования, выцол- ненный в виде вращающихся навстречу друг другу .валков, отличающееся тем, что, с целью расщире- ния эксплуатационных возможностей, валки снабжены охватывающими съемными формобразующими накладками.
3.Устройство по п. 2, отличающееся тем, что накладки выполнены в виде секций с технологическими промежутками между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления фильтровального пористого материала и устройство для его осуществления | 1990 |
|
SU1724320A1 |
| Способ изготовления фильтровального пористого материала и устройство для его осуществления | 1986 |
|
SU1397064A1 |
| Способ изготовления фильтровального пористого материала | 1987 |
|
SU1480854A2 |
| ГЕОРЕШЕТКА И ДРЕНАЖНЫЙ ГЕОКОМПОЗИТ НА ЕЕ ОСНОВЕ, А ТАКЖЕ СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2768878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНЕНИЙ | 1992 |
|
RU2076085C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ИСТОЧНИКА ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2439752C1 |
| СОРБИРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2361661C2 |
| СОРБИРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2240865C1 |
| Способ получения пористого фильтровального материала | 1973 |
|
SU485829A1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАЛИЗАТОРА ДЛЯ СЖИГАНИЯ ТОПЛИВА (ВАРИАНТЫ) | 2004 |
|
RU2275961C1 |
Изобретение относится к фильтрованию, предназначено для очистки топлива двигателя внутреннего сгорания и может быть использовано в нефтеперерабатывающей, авиационной, автотракторной и других отраслях машиностроения преимущественно для разделения топливомасляных суспензий в процессах очистки нефтесодержащих топлив от масел, воды, механических и других примесей. Целью изобретения является повышение ресурса работы фильтровального материала и расширение эксплуатационных возможностей. Способ изготовления фильтровального пористого материала включает наложение предварительно нагретого до температуры спекания гранулированного полипропилена на ячеистую сетку симметрично с обеих сторон и гофрирование в нагретом состоянии. Устройство для изготовления фильтровального пористого материала содержит механизмы подачи ячеистой сетки и гофрирования пористого материала в виде вращающихся навстречу друг другу валков, где наложение гранулированного полипропилена проводят с одной стороны ячеистой сетки размером 63 мкм, а с противоположной стороны соответственно 700 мкм. Вращающие валки снабжены охватывающими формообразующими спенными гофрирующими секционными накладками. 2 с. 1 з.п. ф-лы, 2 ил.
fiie. l
Вид А .
Фи.г.г
| Способ изготовления фильтровального пористого материала и устройство для его осуществления | 1986 |
|
SU1397064A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
