Изобретение относится к станко- отроению и может быть использовано в многоцелевых станках для обработки корпусных деталей. .
Цель изобретения - повьшение производительности и.точности обработки за счет повьшения жесткости технологической системы,
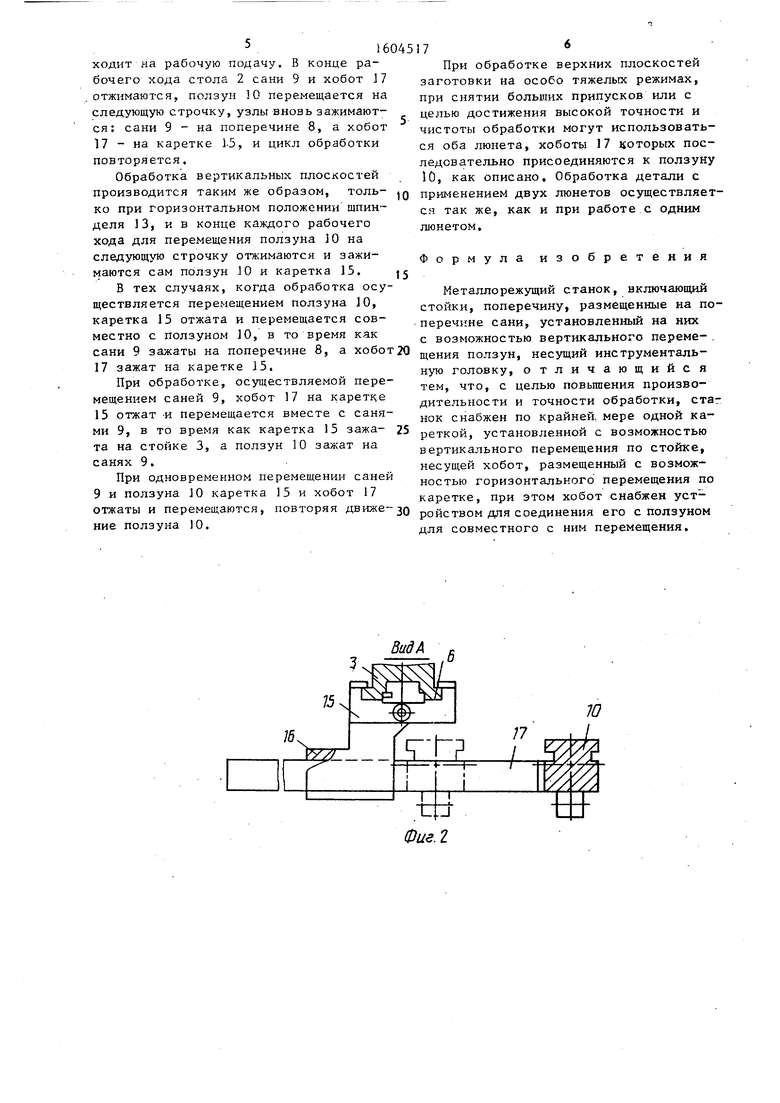
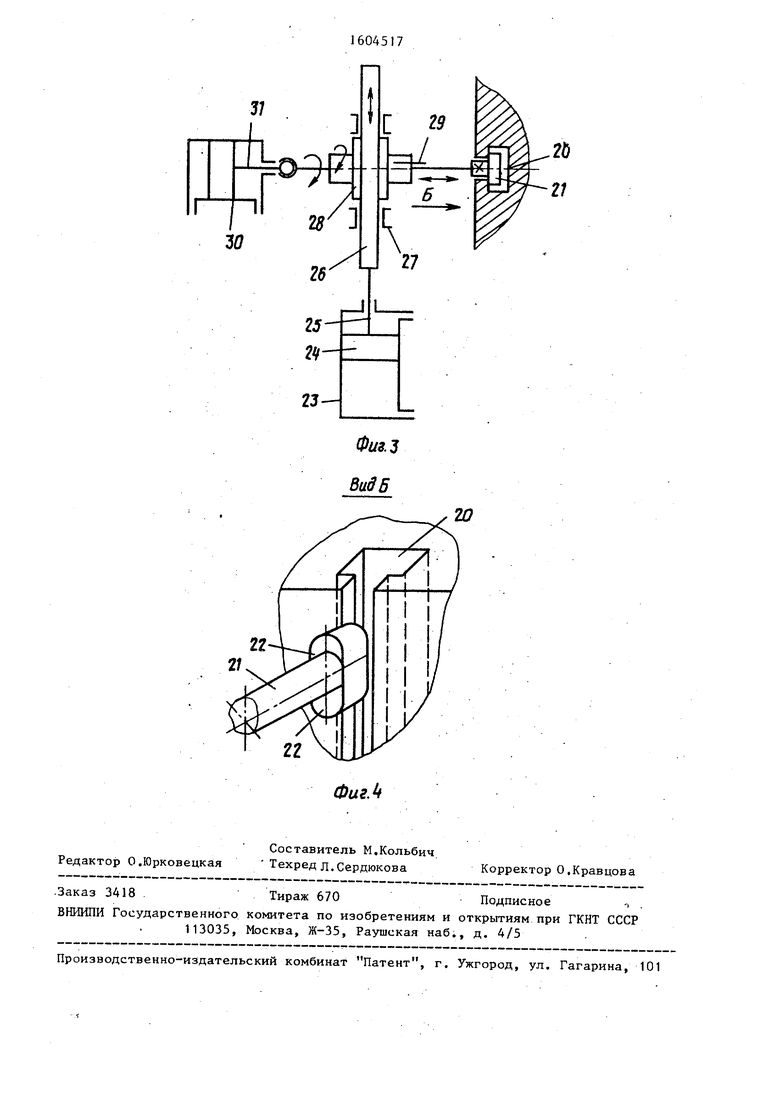
На фиг.1 показан металлорежущий станок, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - схема устройства соединения хобота с ползуном; на :фиг.4 - вид Б на фиг.З.
Металлорежущий станок содержит станину 1, на направляющих которой установлен стол 2, портал, состоящий из двух стоек 3 и 4, связанньос вверху п ерекладиной 5. На направляющих 6 и 7 стоек 3 и 4 установлена поперечина 8, несущая ползунковую бабку, состоящую из саней. 9 и ползуна 10, на нижнем торце которого установлена универсальная инструментальная головка 11, поворотная на ЗбО вокруг вертикальной оси по линии 12 разъема головки 11 с ползуном 10.
В инструментальной головке 11 смонтирован шпиндель 13, который может поворачиваться вокруг горизонтальной оси .на 90 в обе стороны от вертикального положения. Поворот головки 11 вокруг вертикальной оси может осуществляться только при горизонтальном положении шпинделя 13, когда выполняется обработка вертикальных плоскостей заготовки 14. Поворот шпинделя 13 вокруг горизонтальной оси используется при обработке горизонтальных и нак лонных поверхностей заготовки 14.
На направляющих 6 и 7 стоек 3 и 4 установлены один или два (каждый на своей стойке) подвижных люнета, предназначенных для повьшения жесткости ползуна 10 и демпфирования колебаний, возникающих при его работе на большом вылете относительно места заделки в направляющих саней 9.
Подвижный люнет содержит каретку 15 (фиг.2), на направляющих 16 которо смонтирован хобот 17, имеющий возможность перемещения в горизонтальном направлении и соединения с боковой плоскостью ползуна 10 жестко для сов- местного перемещения в горизонтальном и вертикальном направлениях. Каретка 15 может быть зажата на направляющих 6 стойки, а хобот 17 может быть зажа
на направляющих 16 каретки 15 (механизмы зажима не показаны). Когда люнеты в работе не используются, они могут быть установлены неподвижно в любом удобном положении на направляющих 6 и 7 стоек 3 и 4 или опущены на упоры 18, предусмотренные на стойках. Масса люнетов уравновешивается с помощью прот;ивовесов (не показаны), связанных с каретками 15 гибкими элементами 19.
На торцовой поверхности хобота 17, обращенной к ползуну 10, для их жесткого соединения предусмотрено устройство (фиг.З), а на боковых плоскостях ползуна 10 имеются Т-образные пазы 2U, KOTopbie взаимодействуют с зажиМным болтом 21 устройства, имеющим заплечики 22 (фиг,4).
Устройство для соединения хобота и ползуна содержит механизм поворота, состоящий, например, из гидро- или пневмоцилиндра 23, поршень 24 которого посредством штока 25 связан с зубчатой рейкой 26, перемещающейся возвратно-поступательно в опорах 27 и зацепляющейся с шестерней 28, которая с помощью скользящей шпонки 29 связана с зажимным болтом 21, и механизм зажима, состоящий из цилиндра 30, шток 31 которого шарнирно связан с зажимным болтом 21.
Станок работает следующим образом. Каретка 15 люнета, находится на, упоре 18, хобот 17 - в крайнем нерабочем положении, а шпиндель 13 уста- новлен в вертикальном положении.
По программе НПУ сани 9 перемещаются по направляющим поперечины 8, ползун 10 перемещается по направляющим саней 9, а навстречу им движутся каретка 15 по направляющим 6 стойки 3 и хобот 17 по направляющим 16 каретки 15 до совмещения зажимного болта 21 устройства соединения с Т-образным пазом 20 на боковой плоскости ползуна 10.
Осуществляется, зажим хобота 17 на ползуне 10, образуется жесткая связь, после чего ползун перемещается в зону обработки на заданные координаты.
Если производится обработка горизонтальных плоскостей подачей стола 2 строчками, все подвижные узлы: сани 9, ползун 10, каретка 15 и хобот 17 - зажимаются. Стол 2 с установленной заготовкой 14 перемещается в зону обработки на быстром ходу, а-затем пере 16
ходит на рабочую подачу. В конце рабочего хода стола 2 сани 9 и хобот J7 отжимаются, ползун 10 перемещается на следующую строчку, узлы вновь зажимаются : сани 9 - на поперечине 8, а хобот 17 - на каретке 1-5, и цикл обработки повторяется.
Обработка вертикальных плоскостей производится таким же образом, толь- ко при горизонтальном положении шпинделя 13, и в конце каждого рабочего хода для перемещения ползуна 10 на следующую строчку отжимаются и зажимаются сам ползун .10 и каретка 15,
В тех случаях, когда обработка осуществляется перемещением ползуна 10, каретка 15 отжата и перемещается совместно с ползуном 10, в то время как сани 9 зажаты на поперечине 8, а хобот 17 зажат на каретке 15,
При обработке, осуществляемой перемещением саней 9, хобот 17 на каретк;е 15 отжат -и перемещается вместе с санями 9, в то время как каретка 15 зажа- та на стойке 3, а ползун 10 зажат на санях 9,
При одновременном перемещении саней 9 и ползуна 10 каретка 15 и хобот 17 отжаты и перемещаются, повторяя движение ползуна 10,
17«
При обработке верхних плоскостей заготовки на особо тяжелых режимах, при снятии больших припусков или с целью достижения высокой точности и чистоты обработки могут использоваться оба люнета, хоботы 17 которых последовательно присоединяются к ползуну 10, как описано. Обработка детали с применением двух люнетов осуществляется так же, как и при работе с одним люнетом.
Формула
изобретения
Металлорежущий станок, включающий стойки, поперечину, размещенные на поперечине сани, установленный на них с возможностью вертикального перемещения ползун, несущий инструментальную головку, отличающийся тем, что, с целью повышения производительности и точности обработки, ста нок снабжен по крайней, мере одной кареткой, установленной с возможностью вертикального перемещения по стойке, несущей хобот, размещенный с возможностью горизонтального перемещения по каретке, при этом хобот снабжен устройством для соединения его с ползуном для совместного с ним перемещения.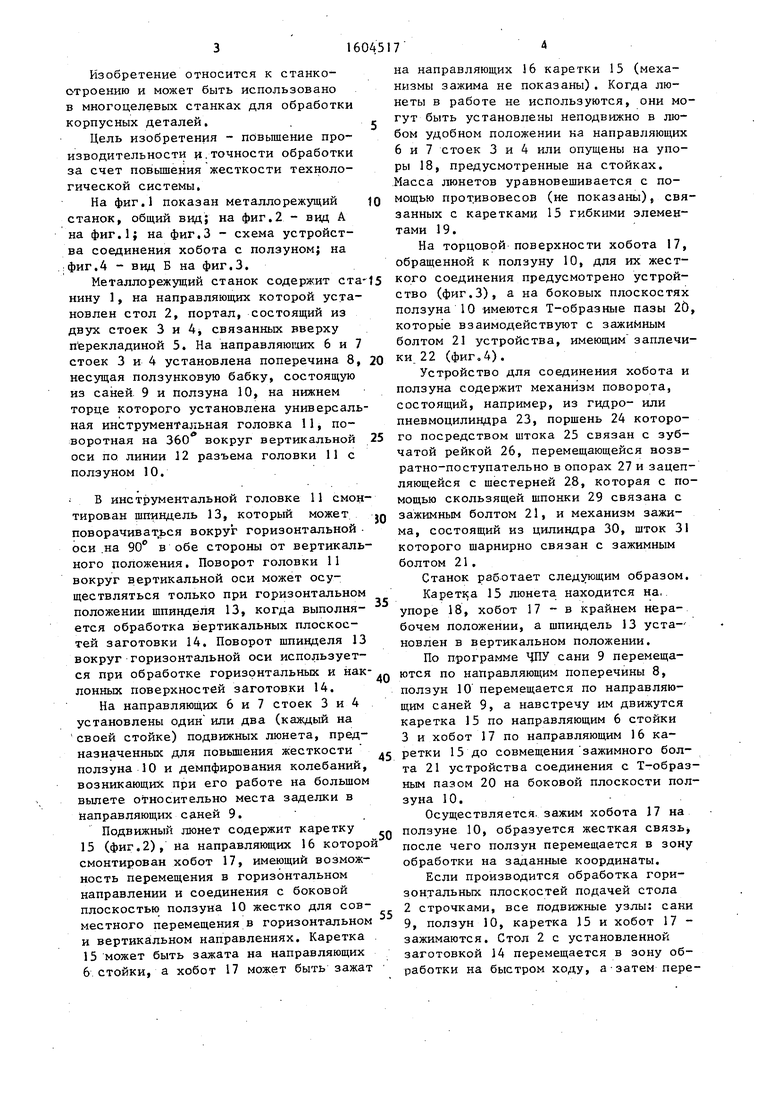
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок с автоматической сменой инструментальных головок | 1987 |
|
SU1463427A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1972 |
|
SU421437A1 |
| Металлорежущий станок | 1990 |
|
SU1803277A1 |
| Многооперационный продольный станок | 1988 |
|
SU1662802A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| Фрезерно-расточная бабка | 1986 |
|
SU1393547A1 |
| ПЕРЕНОСНОЙ СТАНОК ПРЕИМУЩЕСТВЕННО ДЛЯ ОБРАБОТКИ ПРОЕМОВ КЛЕТЕЙ ПРОКАТНЫХ СТАНОВ | 2000 |
|
RU2204463C2 |
Изобретение относится к станкостроению и может быть использовано в многоцелевых станках для обработки корпусных деталей. Цель изобретения - повышение производительности и точностик обработки. Станок включает стол 2 детали, портал со стойками 3 и 4 и перемещающейся по ним поперечиной 8. На поперечине размещены сани 9 с вертикально перемещающимся ползуном 10, на нижнем торце которого установлена инструментальная головка 11. В станке имеется по крайней мере одна вертикально перемещающаяся каретка 15 с горизонтально перемещающимся хоботом 17. Каретка 15 с хоботом 17 играет роль люнета для ползуна при обработке. Хобот 17 снабжен устройством для жесткого соединения его с ползуном 10 при обработке, что дает возможность хоботу, каретке и ползуну совмес тно перемещаются во время обработки. Это позволяет повысить жесткость технологической системы. 4 ил.
М/(
5/
,г
3
гь
25гц2321
29
| Металлорежущий станок | 1982 |
|
SU1013128A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
