1
Изобретение может найти применение в станкостроении при обработке криволинейных поверхностей гребных винтов фрезерованием и может быть использовано для полной обработки поверхностей лопастей, ступиц и кромок гребных винтов как простой, так и сложной конфигурации.
Известны станки для .обработки гребных винтов с установленными на станине жестко связанными между собой поперечиной стойками и подвижной шпиндельной бабкой, несущей жестко закрепленный на ней хобот с инструментом.
Однако в этих станках второй конец оправки не имеет опоры, что значительно уменьшает жесткость крепления изделия, а соответственно снижает режимы резания.
Необходима также переналадка станка для обработки галтелей, ступиц п кромок лопастей по контуру (смена инструмента, установка сменных новоротных головок, согласование датчика с инструментом, модели с изделием).
Кроме того, необходим инструмент слон-сной конфигурации, а также большое количество наименований применяемых инструментов.
Целью изобретения является обеспечение жесткости крепления изделия при обработке гребных винтов с узкими межлопастными пространствами галтельных переходов, наружных поверхностей стуницы и кромок лонастей по
контуру одним гшструментом простой конфигурации.
Это достигается тем, что устройство для закренления изделия выполнено в виде новоротных относительно своей оси и синхронно неремещае.мых в вертикальной н горизонтальной плоскостях ползунов, один из которых связан со станиноГи а другой - с поперечиной стоек, несуш,нх дуговые направляющие для неремещення шннндельной головки.
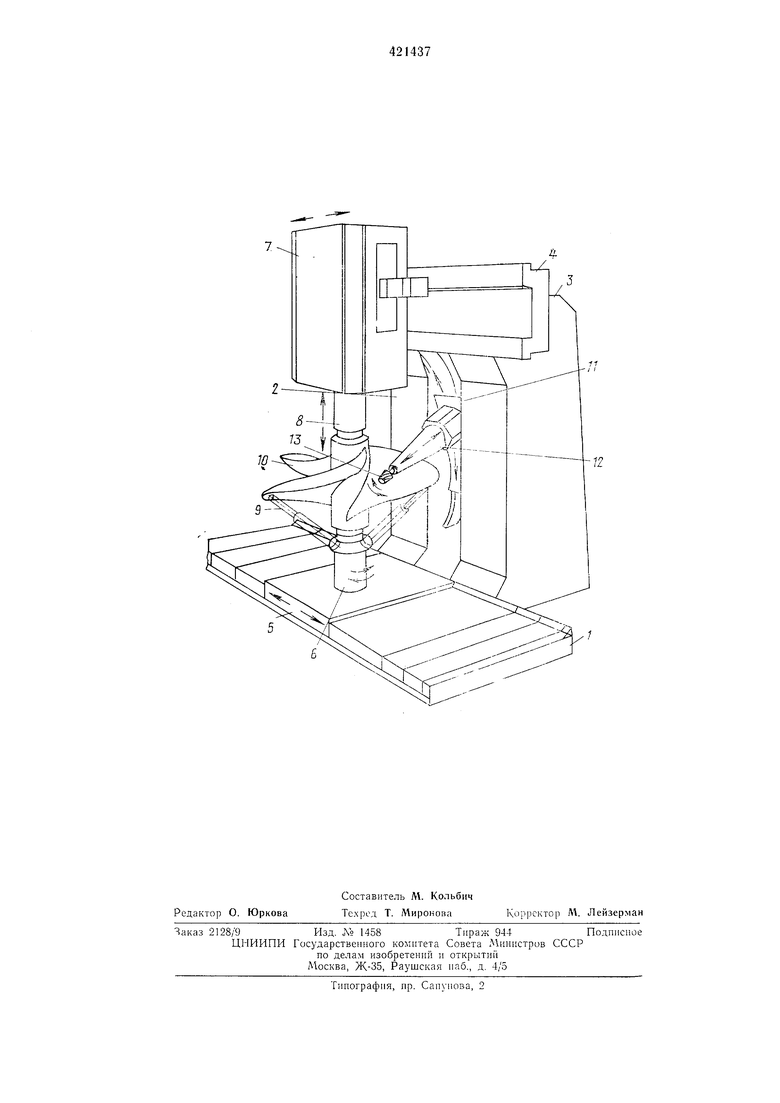
На чертеже изображен предлагаемый станок.
На станнне 1 станка установлены стойки 2 и 3, связанные поперечиной 4. На нанравляющнх станины смонтнрован нижний привод 5 изделия с ползуном 6. На направляюниьх поперечины 4 смонтнрован верхннн нрнвод 7 изделия с ползуном 8. На полз)не 6 установлены опоры 9 для поддержки нежестких лопастей гребного винта 10.
На стойках выполнены дуговые нанравляющие, но которым неремещается шпиндельная бабка 11 с хоботом 12 с закрепленной в нем фрезой 13. Вдоль станины установлен транспортер для уборки стружкн.
Изделие, гребной винт 10, закренляют между верхним 8 н нижним б ползунами, которым сообн,ают вертикальное перемещенне н вран1ение относн1ельно своей оси от верхнего 7 и нижнего 5 приводов изделия.
Верхний 7 и нижний 5 приводы изделия перемещают сиихроиио соответствеппо по паиравляющим поперечииы и по направляющим станины.
Для обеснечелия проходимости в труднодоступных местах и для ноддержапия постояпства максимальной ширины строчки, а также для обеспечения обработки всех элемен1ов гюверх1 ос1И изделия шниндельную бабку 11 с хоботом 12 неремеп1ают но круговым нанравляюни м стоек 2 и 3. При этом центр поворота хобота 12 находится в зоне контакта инструмента с обрабатываемой поверхностью. Для расширения технологических возможностей станка, а также для обеспечения компенсации износа инструмента хобот 12 перемещают по направляющим шпиндельноП бабки II вдоль оси инструмента.
Заданную траекторию инструмента получают следующим образом. Ползунам 6 и 8 с зажатым .между ними изделием сообщают вертикальное неремещение и вран,енне относительно своей оси. Одновремешю верхний 7 и нижний 5 приводы изделия синхронно перемещают соответственно но нанравляющнм поперечины 4 и стапипы в плоскости, пернендикуляриой к плоскости поворота хобота 12. Таким образом, ииструмеит проходит от периферии изделия по поверхности лопасти, галтели и наружпой поверхности ступицы. Потом производят подачу на строчку за счет поворота изделия относительно своей осн п вертикального его перемещення, после чего направление фрезерования идет от ступины к периферии изделия и т. д.
Во время прохождения одной строчки обрабатываемая поверхность в разных точках имеет различное положение в пространстве, поэтому для обеспечения максимальной ширины строчки и для обеспечения проходимости в межлонастном пространстве хобот 12 с инструментом поворачивают за счет перемещеция шпиндельной бабки II по дуговым направляющим, центр которых находится в зоне контакта инструмента с обрабатываемой новерхностью.
Обработка кромок лопастей по контуру осуществляется этим же ииструментом за счет поворота изделия относительно своей оси, вертикального перемещения и перемещения в
плоскости, перпеидикулярной к плоскости поворота хобота 12, при этом сохраняется постоянство угла между осью инструмента и кромкой лопастн за счет перемещения щнинделыюй бабки 11 по дуговым направляющим.
Станок позволяет вести обработку поверхностей лопастей, галтельных нереходов и наружных поверхностей ступиц и другими способами, папример, когда ось вращения изделия устанавливается и закрепляется в плоскости поворота хобота 12, при этом изделие вращается и перемещается в вертикальном направлепии, а хобот 12 имеет подачу па строчку за счет перемещения вдоль оси инетрумепта.
Станок может работать от системы числового программного управления или по копирмодели с помощью следяп;ей системы.
П р е д м е т и з о б р е т е н и я
Фрезсрпьп станок для обработки гребных пиитов с установленнымн на станине жестко связа1П1Ыми между собой нонеречиной стойками, нодвижной щнинделыюй головкой, несущей жестко зак)еплеппый па ней хобот с инструментом ii устройством для закреплепня изделия, о т л и ч а ю щ и и с я тем, что, с целью обесиечення жесткости крепления изделия при
обработке гребных винтов с узкими межлопастными пространствами галтельных переходов, наружных поверхпостей ступицы и кромок лопастей по контуру одпим инструментом простой конфигурации, устройство для закрепления изделия выполнено в виде новоротных относительно своей оси и синхронно перемещаемых в вертикальной и горизонтальной плоскостях ползунов, один из которых связан со станиной, а другой - с понеречиной стоек, несущих дуговые направляющие для неремещения Н1пинделыц)й головки.
u
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU384634A1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| Станок для пятикоординатной обработки вращающимся инструментом пространственно-сложных криволинейных поверхностей | 1972 |
|
SU491252A1 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЬ^Й СТАНОК | 1968 |
|
SU217893A1 |
| Многооперационный станок | 1984 |
|
SU1733217A1 |
| Фрезерный станок для обработки криволинейных поверхностей | 1971 |
|
SU457550A1 |
| СТАНОК ДЛЯ БЕСКОПИРНОЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ | 1973 |
|
SU381486A1 |
| Металлорежущий станок | 1988 |
|
SU1604517A1 |
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| Станок для зачистки лопастей при изготовлении и ремонте лопастных изделий | 1977 |
|
SU742048A1 |