Изобретение относится к станкосгроению, в Частности к продольно-фрезерным станкам.
Известны станки, включающие установленные с возможностью перемещения по горизонтальным и вертикальным направляющ1йл узлы с механизмами их перемещения
Недостатками указанных станков являются следующие:
1.Сложность конструкции, которая ы. выражается в том, что каждь1й подвижный узел (кроме стола) имеет свой механизм перемещения, и обеспечение работоспособности механизма перемещения требует высокой точности обработки базовых деталей в местах их сопряжения.
2.Недостаточная точность перемещения подвижного узла в результате тепловых деформаций направляющих, вызванных нагревом привода и процессе работы.
3.Крайне затруднено обслуживание элементов приводов перемещения.
Цель изобретения - упрощение конструкции и повышеш1е точности обработки.
Эта цель достигается тем, что станок, включающий установленные с возможностью перемещения по горизонтальным и вертикальным направляющим узлы с механизмами их перемещения, снабжен карет.:ами, размещенными на направляющих рядом с подвижными узлами, несущими механизмы перемещения последних и установленными с возможностью, автономного и совместного с узлами перемещен
Повышение точности обеспечивается за счет вынесения источника тепловыделения, каким является механизмперемещения, за пределы базовой детали.
Упрощение конструкции достигается за счет сокращения количества механизмов перемещения подвижных узлов.
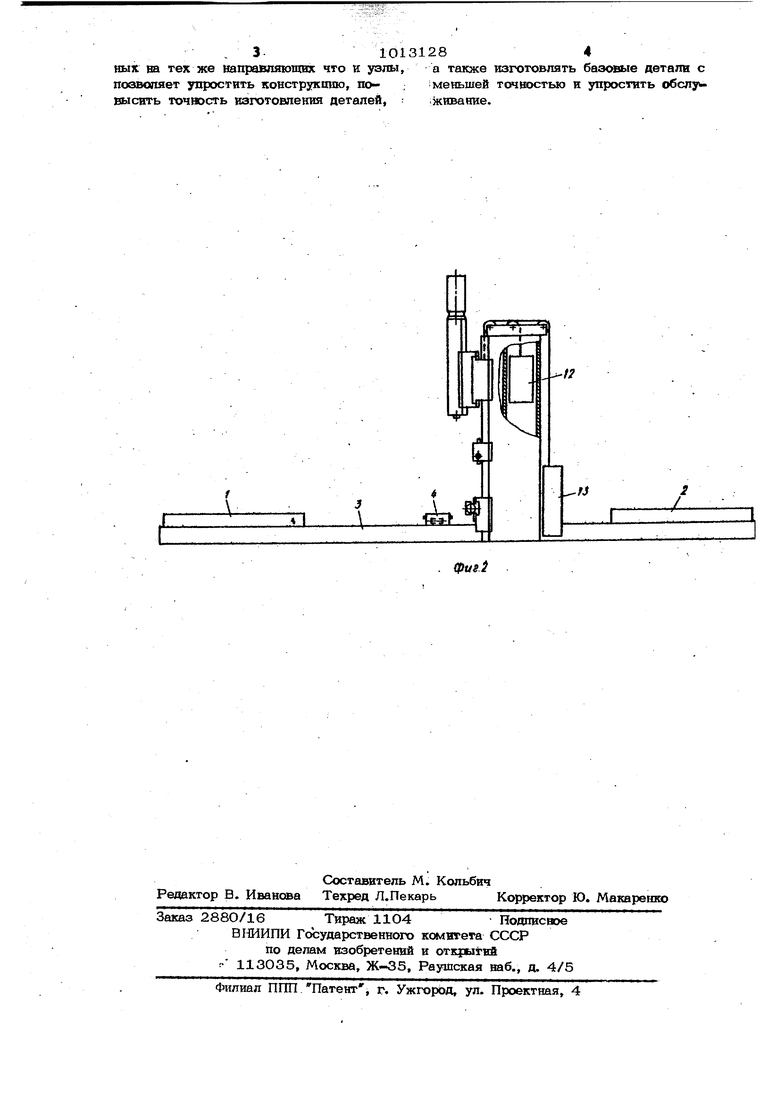
На фиг. 1 представлен стано|с, вид спереди; на фиг. 2 - то же, сбоку.
Станок содержит стол для установки обрабатываемых деталей, выполненный из двух частей 1 и 2, каждая вз которых может перемещаться по направляющим станины 3 посредством механизма перемещения стола 4, установленного между образующими портал стойками 5, по направляющим которых перемешается поперечина 6 и горизонтальные бабки 7 и 8 посредством механизмов перемещения 9 и 10, установленных на отдел ных каретках. По направляющим поперечины перемещается бабка 11, в шпиндел которой устанавливается инструмент. Ве
горизонтальных бабок и поперечины урав новещен, например протиЬовесами 12 и и 13.
Устройство работает следующим образом.
Рассмотрим работу механизма перемещения стола. На фиг. 2 показано положение, когда стол 1 находится под загрузкой, а стол 2 - под выгрузкой. Каретка с механизмом перемещения стола 4 подкоманде с пульта управления перемещаются по нащ)авляющим станины до соединения со столом 1. Затем стол вместе с обрабатываемой деталью перемещается в зону обработки. После обработки стол 1 г обработанной деталью перемещается в исхоаную позицию для выгрузки детали. Каретка разъединяется со столом 1 и перемещается к столу 2, на который загружена для обработки следующая деталь. После соединения каретка вместе со столом 2 перемещается в зону обработки.
При обработке длинных деталей каретка соединяется с одним столом, затем со вторым и оба стола перемещаются в зону обработки.
Механизмы перемещения 9 и 10, работая синхронно, обеспечивают перемещение поперечины 6 по направляющим стоек. Для этого каретки, несущие механизмы перемещения 9 и Ю, перемещаясь из промежуточного положения, соединяются с поперечиной 6, и затем перемещают ее в нужное положение по на- правляющим стоек 5.
Расцепившись с поперечиной, механизм перемещения 9 может- перемещать горизонтальную бабку 7, механизм перемещения 10 - горизонтальную бабку 8. При синхронно работающих механизмах перемещений 9 и 10 возможно одновременное перемещение поперечины 6 и любой горизонтальной бабки 7 или 8 или обеих бабсж вместе. Синхронизация работы механизмов перемещений 9 и 10 обеспечивается электрически. Соединение и разъединение механизмов перемещений 9 и 10 с поперечиной 6 и горизонтальными бабками 7 и 8 производится автоматически, по команде с пульта управления или от ЧПУ (механизм соединения байонетного типа не показан).
Установление механизмов перемещени узлов на отдельных каретках, размещен.3-1О131284
ных на тезе же вапрасишюпшх что и узлы, а также изготчэвпять базовые детапи с позволяет упростить конструкошо, по- . i меньшей точностью и згпростить обспу высить точность изготовления деталей, нсивание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок | 1988 |
|
SU1604517A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Плоскошлифовальный станок | 1985 |
|
SU1315246A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Станок для обработки составной крупногабаритной детали | 1983 |
|
SU1148724A1 |
| НАСТОЛЬНЫЙ УНИВЕРСАЛЬНЫЙ СТАНОК КОСТРОВА | 1992 |
|
RU2008163C1 |
| Станок портального типа | 1982 |
|
SU1060418A1 |
| Фрезерно-расточной станок модульного типа | 2022 |
|
RU2797896C1 |
| Фрезотокарный станок | 1991 |
|
SU1774905A3 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНСК, . включающий установленные с возможностью перемешентш по горизонтальным н верти- калькым направляющим узлы с механиэ-мами их перемещения, отличаю-, щ и и с я тем, что, с целью упрощения конструкции и повышения точности обработки, станок х:набжен каретками, размешенными на направляющих рядом с ш детсжными узлами, несущими механизмы перемещения последних и установленными с возможностью тономшзго и совместного с узлами перо ешения. (/ СО ю сх
JLL
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чертежи продопьво-фрезерного станка, модели 664О, 6650, выпусжаеiMoro Ульяновск; заводом тяжелых и уникальных станков. | |||
