ел
с

| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд для испытания шпиндельной бабки | 1985 |
|
SU1266679A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Агрегатный модуль с ЧПУ для автоматической линии | 1988 |
|
SU1673391A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Станок с числовым программным управлением | 1978 |
|
SU699740A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК С УСТРОЙСТВОМ ДЛЯ АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА И СПОСОБ СМЕНЫ ИНСТРУМЕНТА НА ЭТОМ СТАНКЕ | 2001 |
|
RU2210466C2 |
| Обрабатывающий центр | 1990 |
|
SU1756104A1 |
| Металлорежущий станок | 1990 |
|
SU1784412A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
Использование: область станкостроения. Сущность изобретения: станок содержит две оппозитно расположенные стойки 3 и сьемную траверсу 14 со шпиндельной бабкой 16. На траверсе 14 выполнены элементы для центрирования - конические и цилиндрические пояски, предназначенные для соединения с соответствующими поверхностями; выполненными на шпиндельных устройствах 6 и 7, а на столе 21 размещено зажимное устройство 22 для установки и зажима траверсы 14. 12 ил.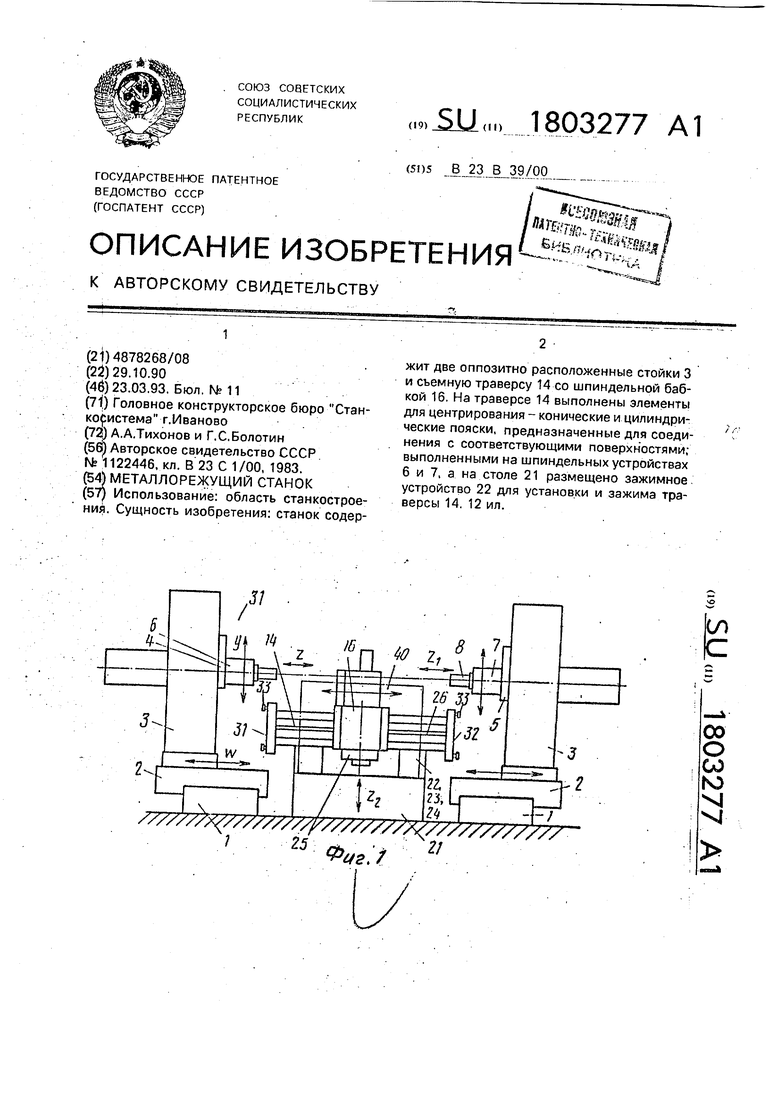
/////// /////////У//////// ////////////
25
&tfg. t
2/
со о
00
ю ч VI
/////// ///
&tfg. t
2/
Изобретение относится к области станкостроения, в частности к металлорежущим станкам, снабженным, преимущественно, двумя встречно расположенными горизонтальными шпиндельными бабками.
Целью изобретения является расширение технологических возможностей за счет обработки деталей с разнокоординатными обрабатываемыми поверхностями с одной установки.
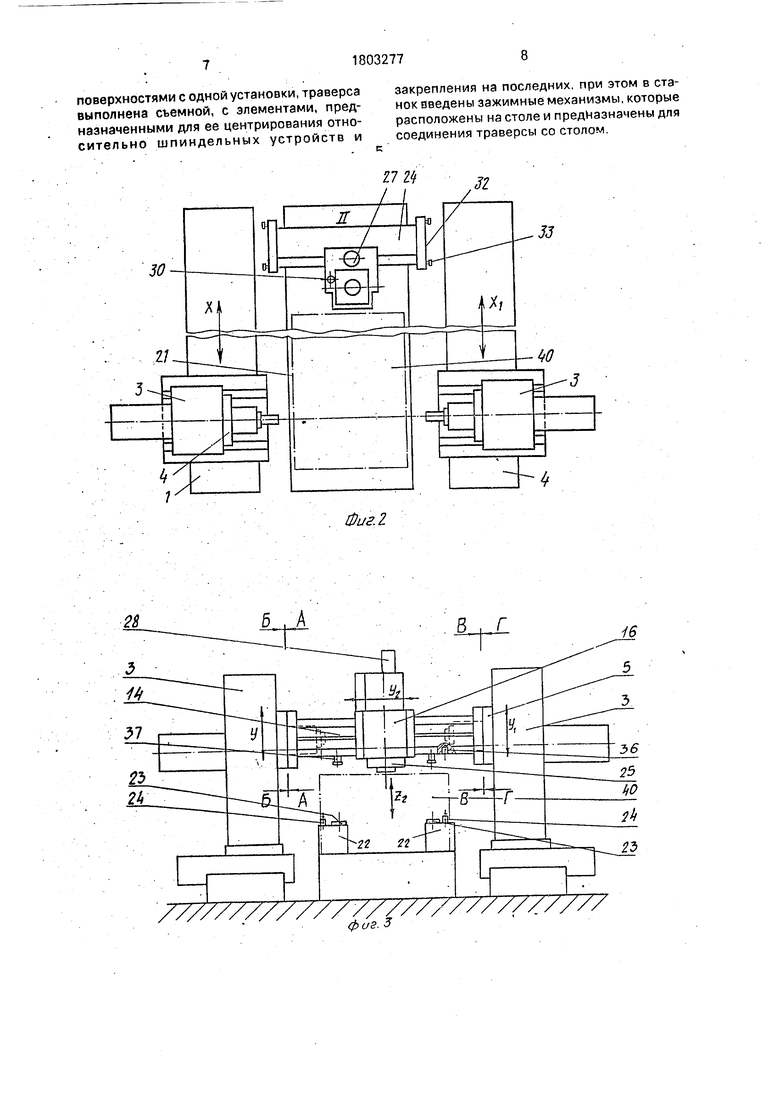
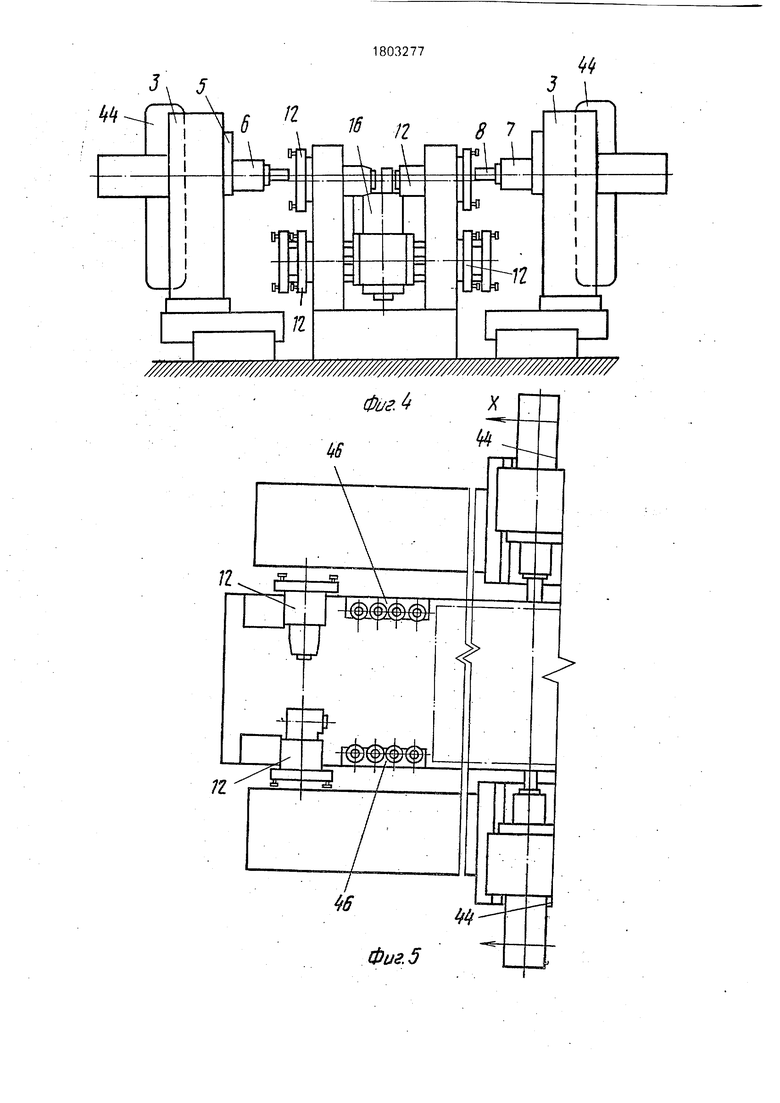
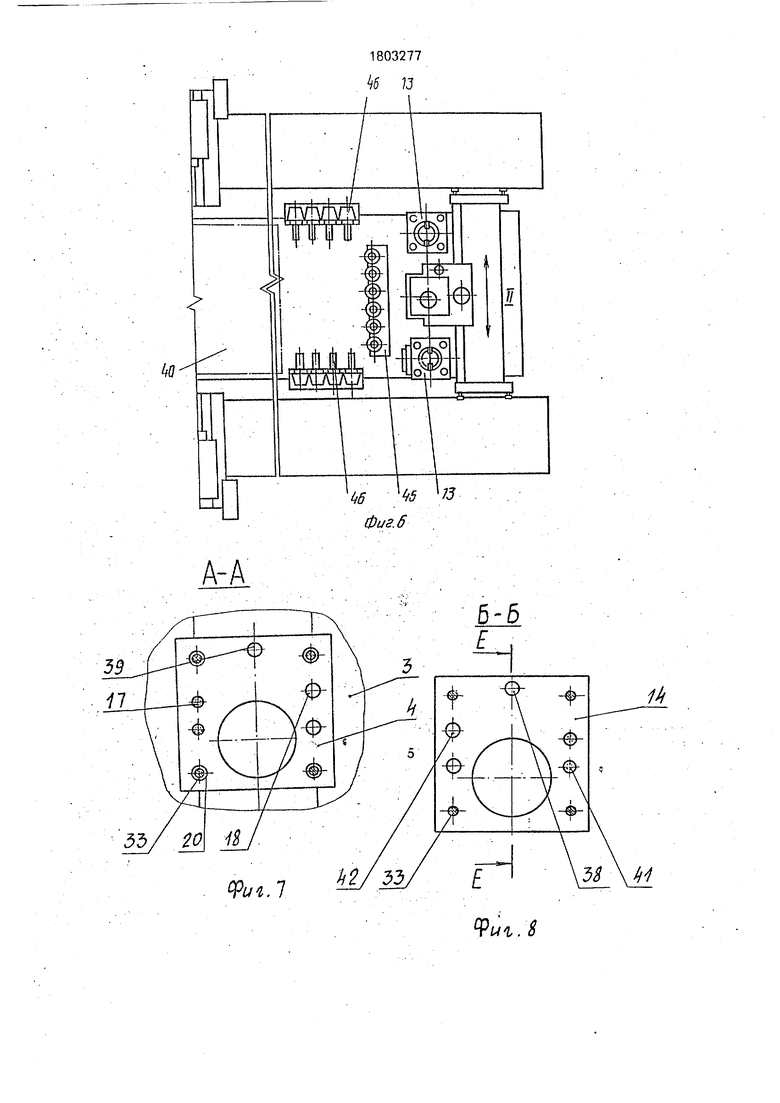
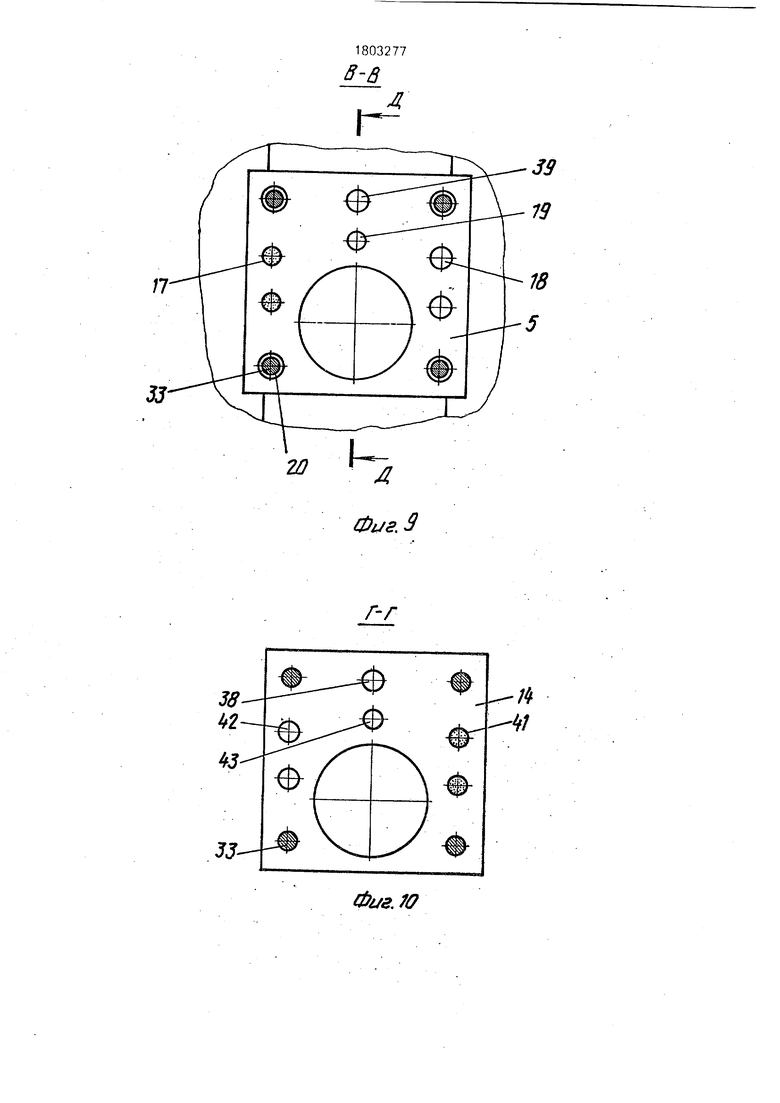
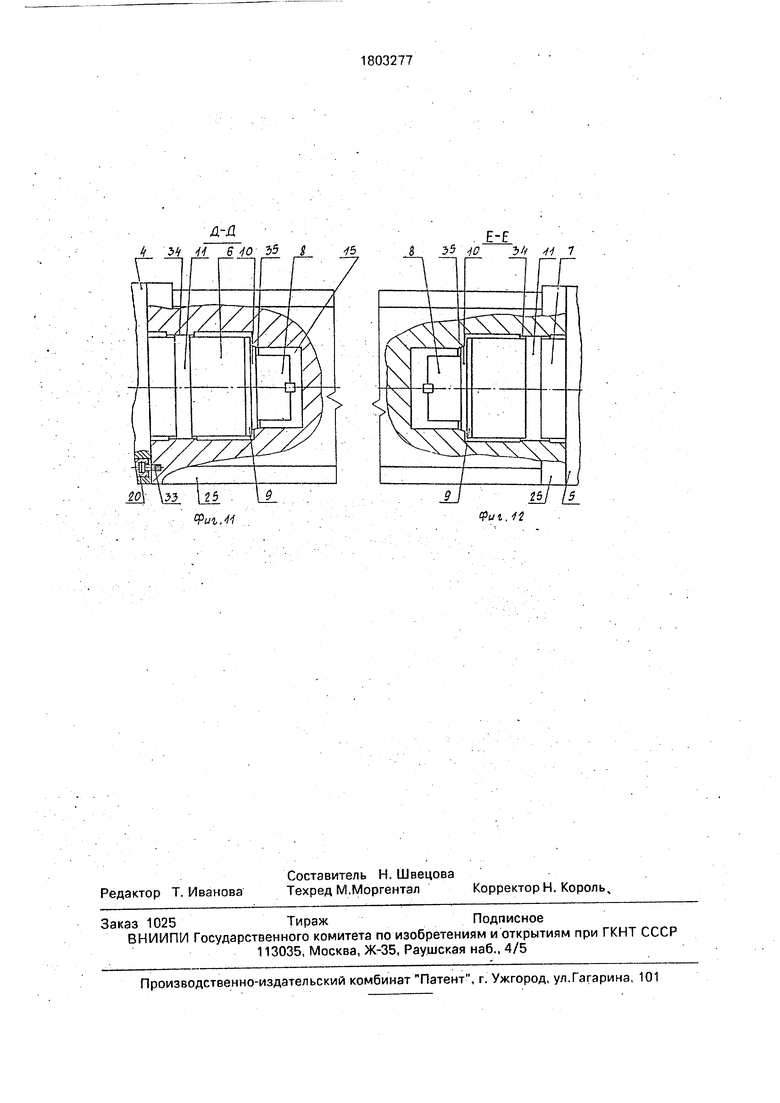
На фиг.1 изображен общий вид металлорежущего станка с закрепленной на сто- яе траверсой, вид спереди; на фиг.2 - то же, вид сверху; на фиг.З - общий вид станка с Закрепленной на шпиндельных устройствах траверсой; на фиг,4 - общий вид станка с . устройствами автоматической смены инструмента и инструментальных головок; на фиг.5 и 6 - то же, вид сверху; на фиг.7 - сечение А-А на фиг.З; на фиг. 8 - сечение Б-Б на фиг.З; на фиг.9 - сечение В-В на фиг.З; на фиг.10 - сечение Г-Г на фиг.З; на фиг.11 - сечение Д-Д на фиг.9; на фиг.12 - сечение Е-Е на фиг.8.
Станок содержит станину 1, состоящую из двух частей, на которых размещены сани 2, перемещающиеся по станине в продольном направлении.
Станок содержит две оппозитно расположенные стойки 3, перемещающиеся по саням в поперечном направлении. Стойки 3 имеют портальную конструкцию для большей жесткости. Внутри порталов стоек 3 установлены с возможностью вертикального перемещения шпиндельные бабки 4, 5 со шпиндельными устройстваи 6, 7, имеющими выдвижные шпиндели V8 (фиг. 1).
Шпиндельные устройства 6, 7 имеют фланцы 9 с посадочными коническими поверхностями 10, цилиндрические посадочные пояски 11 для центрирования инструментальных головок 12, 13 или траверсы 14 с проемами 15 (фиг.11). Траверса 14 имеет подвижную шпиндельную бабку 16 (фиг.1).
На шпиндельных бабках 4, 5 имеются электрические разъемы 17, разъемы для гидравлики 18, разъемы для пневматики 19, и по четыре зажима 20 (фиг.7, 9).
Между частями станины 1 шпиндельных бабок 4, 5 расположен стол 21, на котором смонтировано устройство 22 с зажимом 23 и фиксаторами 24 (фиг.1, 3) для установки и зажима сменной траверсы 14. Шпиндельная бабка 16 снабжена выдвижным ползуном 25 и перемещается по траверсе 14 с помощью винта 26.
Ползун 25 перемещается с помощью двигателя 27, шпиндель вращается от двигателя 28. Ползун 25. перемещается по направляющим с помощью винта 29 и уравно- вешивантся цилиндром 30 (фиг.1, 2, 3).
Траверса 14 имеет с торцев 31 и 32 по четыре хвостовика 33, а посадочные отверстия 15 имеют цилиндрические 34 и конические 35 пояски для установки на шпиндельные устройства 6, 7, имеющие посадочные конические поверхности 10 и цилиндрические посадочные пояски 11 (фиг.
11, 12,7,8).
На боковой части траверсы 14 имеются отверстия 36 для фиксаторов 24 и хвостовики 37 для захвата зажимами 23 (фиг.З). На торцах 31 и 32 траверсы 14 имеются
по два отверстия 38 для фиксаторов 39, установленных на шпиндельных устройствах 6, 7.
Заготовка.40 устанавливатся на стол 21. На торце 32 траверсы 14 имеются также
электрические разъемы 41, разъемы для гидравлики 42 и разъемы для пневматики 43 с возможностью стыковки в местах разъема с соответствующими электрическими разъемами 17, разъемами для гидравлики 18,
разъемами для пневматики 19 на шпиндельной бабке 5 (фиг.З).
На торце 31 траверсы 14 имеются элек- . трические разъемы 41 и разъемы для гидравлики 42 с возможностью стыковки в местах
разъема с соответствено электрическими разъемами 17 и разъемами для гидравлики 18 на шпиндельной бабке.
Для станка с расширенными технологическими возможностями имеются устройства автоматической смены инструментов (АСИ) 44 для левой и правой частей специального станка, устройства автоматической смены инструментальных головок (АСИГ) 13 для левой и правой частей станка, устаройства АСИ для портального исполнения станка 45, устройства АСИГ 14 для портального исполнения станка и устройства АСИ для инструмента в сменных инструментальных головках 46.
Станок работает следующим образом.
После установки детали 40 на стол 21 в зоне 1, и ее закрепления, левая и правая части станка от собственных систем ЧПУ производят обработку с двух боковых сторон по собственным программам, что позволяет одновременно обрабатывать различные разнокоординатные отверстия, пазы и выступы, не симметричные друг другу.
Обработка каждой стороны детали осуществляется за счет взаимных перемещений выдвижного шпинделя 8 по оси Z, шпиндельной бабки 4 по оси Y, стойки 3 по оси W, нижних саней 2 по оси X.
После окончания обработки боковых
сторон заготовки 40 и для перехода к обработке детали с горцев и сверху без смены базы детали стойки 3 со шпиндельными бабками 4 и 5 перемещаются в зону 11, где установлена сменная траверса 14, производят снятие траверсы с устройства 22. Для этого осуществляется совмещение осей щпиндельных устройств 8 между собой и с осью цилиндрических 11 и конических поверхностей 35. После этого происходит перемещение стоек 3 навстречу друг другу. Шпиндельные устройства б, 7 входят в про- etjibi 15 съемной траверсы 14 и происходит её посадка на шпиндельные устройства б, 7.
В этом случае совмещаются цилиндрические посадочные пояски 11 шпиндельных устройств 6, 7 с цилиндрическими посадоч- ными поясками 34 траверсы 14, кониче- ск ая посадочная поверхность 10 фланца 9 шпиндельных устройств 6, 7 с коническими посадочными поверхностями 35 траверсы 14.
Во время посадки сменной траверсы 14 на шпиндельные устройства 6, 7 шпиндельных бабок 4, 5 фиксаторы 24 вошли в отверстия 38 и зафиксировали сменную траверсу 14 от проворота на шпиндельных устройства 6, 7 и под действием тяжести шпиндель- нор бабки 16 с ползуном 25 стойки 3 фиксируются жестко на сачях 2.
При совмещении посадочных поясков на сменной траверсе 12 и шпиндельных устройствах 6, 7 хвостовики 33 с торцев 31, 32 входят в зажимы 20 и происходит зажим сменной траверсы 14 на шпиндельных бабках 4 и 5
После установки сменной траверсы 14 на шпиндельных бабках 4, 5 происходит раз|жим сменной траверсы 14 на устройстве 22 посредством разжима зажимов 23. а также её расфиксация фиксаторами 24.
При установки траверсы 14 на ш.пин- бабках 4, 5 разъемы соединяются следующим образом: электрические 17 с 41 ; гидравлические 18 с 42 и пневматические 18 с 43.
Через электрические разъемы 17,41 передаются сигналы i управления на траверсу 14 и шпиндельную бабку 6 с выдвижным ползуном 25, а также силовое напряжение на Двигатели 27, 28 для обеспечения пере- мещ|ения шпиндельной бабки 16 с помощью 29 и вращения шпинделя ползуна 25.
Через гидравлические разъемы передается слив и давление масла на шпиндельную бабку 16 для переключения скоростей, уравновешивания гидроцилиндром 30 ползуна 25, гидрозажима сменных инструментальных голо$ок 12, 13 и инструмента 45,46.
Через пневматические разъемы подается воздух для обдува конуса инструмента.
После выполнения всех этих операций, т.е. установки траверсы 14 на шпиндельных бабках 4, 5 имеем двухстоечный с подвижным порталом станок с ЧПУ. При этом сис- 5 тема ЧПУ одного из двух станков отключается, а функция управления созданным таким образом двухетоечным станком берет на себя система ЧПУ другого станка. После этого начинается обработка деталей
0 сверху, а для торцевой обработки и обработки тех мест, куда не достают шпиндели одиночных расточных станков и выдвижной ползун шпиндельной бабки на траверсе, такой двухстоечный станок оснащается
5 сменными головками и их накопителем (фиг.4, 5, 6).
Перемещение шпиндельных бабок 4, 5 с траверсой 14 происходит синхронно по стойкам 3, которые в свою очередь тоже
0 синхроно перемещаются на санях 2 по частям станины 1.
Возвращение траверсы 14 в исходное положение осуществляется в обратном порядке.
5При работе с инструментальными голо- вками или инструментами, которые расположены с обеих сторон шпиндельных устройств 6, 7, стойка 3 со шпиндельным устройством 6 или 7 перемещается в соот0 ветствующую сторону и вертикальным перемещением шпинделей 8 устанавливются в шпиндельное устройство 6 или 7 инструментальные головки 12, 13 или вставляются в шпиндел ь 8 инструменты 45,46.
5 Предлагаемое изобретение позволяет осуществлять одновременную обработку разнокоординатных. отверстий, пазов, выступов за один установ детали на столе двумя горизонтально-расточными станками,
0 освобожденными от траверсы и перемещающимися независимо друг от дургэ, а также производить обработку вертикальным шпиндельным устройством, размещенным на траверсе, выполненной с возможностью
5 установки ее с помощью горизонтальных шпиндельных устройств на оба станка.
Такая трансформация станков позволяет вести обработку с пяти сторон без переустановки детали,0
Ф о р м у л а и з о б р е т е н и я
Металлорежущий станок, содержащий стол, две оппозитно расположенные стойки 5 со шпиндельными устройствами и траверсу со шпиндельной бабкой, размещенную между стойками, отличающийся тем, что, с целью расширения технологических возможностей за счет обработки деталей с разноко.ординатными обрабатываемыми
поверхностями с одной установки, траверса выполнена съемной, с элементами, предназначенными для ее центрирования относительно шпиндельных устройств и
. Фиг. 2
закрепления на последних, при этом в станок введены зажимные механизмы, которые расположены на столе и предназначены для соединения траверсы со столом.
фаг. 3
5
1803277
tt
Фиг, Ю
| Станок с ЧПУ для обработки крупногабаритных корпусных деталей | 1983 |
|
SU1122446A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
