| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2073595C1 |
| СПОСОБ ЭЛЕКТРОАБРАЗИВНОГО ШЛИФОВАНИЯ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2602590C1 |
| Способ электроабразивного шлифования | 1988 |
|
SU1516264A1 |
| Способ электроабразивного шлифования | 1986 |
|
SU1333489A1 |
| Способ шлифования и устройство для шлифования | 1981 |
|
SU982863A1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2109615C1 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 1998 |
|
RU2123925C1 |
| СПОСОБ ВЫБОРА ОПТИМАЛЬНЫХ РЕЖИМОВ ШЛИФОВАНИЯ ДЕТАЛИ | 2013 |
|
RU2569606C2 |
| АТРАВМАТИЧЕСКАЯ ИГЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2105526C1 |
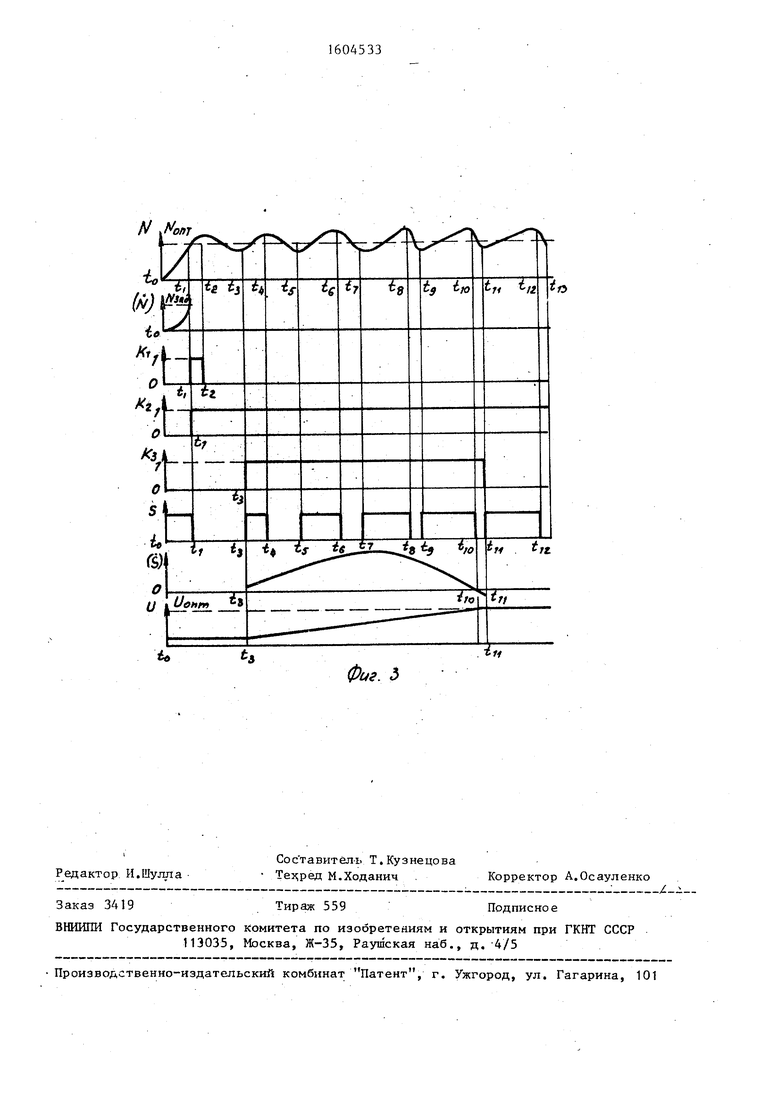
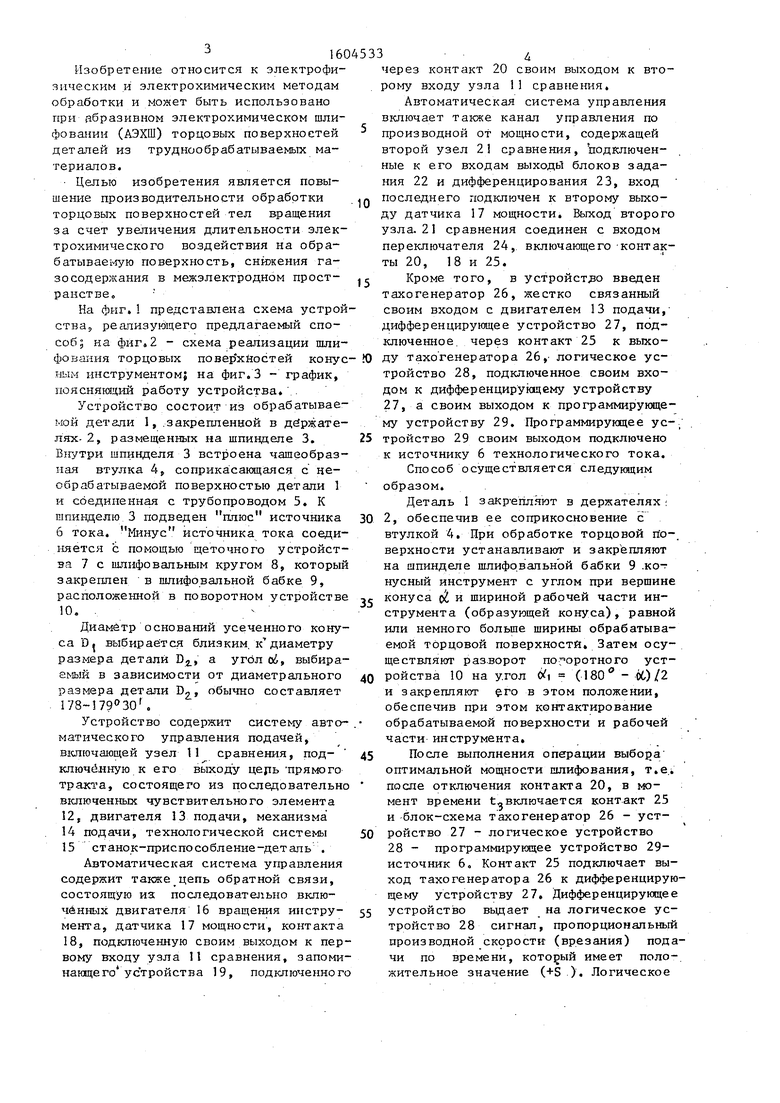
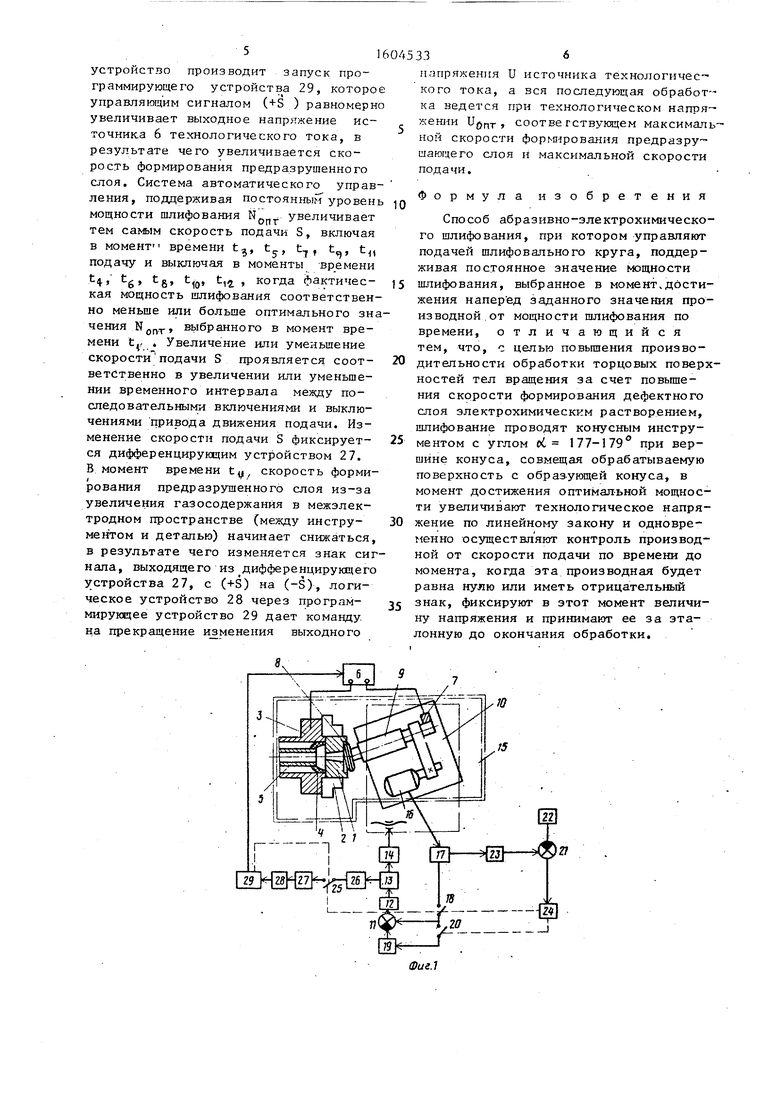
Изобретение относится к электрофизическим и электрохимическим методам обработки и может быть использовано при абразивном электрохимическом шлифовании. Целью изобретения является повышение производительности обработки торцовых поверхностей тел вращения за счет увеличения длительности электрохимического воздействия на обрабатываемую поверхность. Деталь 1 закрепляют в держателе. Шлифовальный круг 8 закрепляют на шпинделе 9. Диаметр основания усеченного конуса шлифовального круга D1 выбирают близким к диаметру размера детали D2, а угол α, выбираемый в зависимости от диаметрального размера детали D2, обычно составляет 178°...179°30Ъ. Разворачивают шлифовальный круг на угол α1=(180°α)/2, закрепляют его в этом положении, обеспечив при этом контактирование обрабатываемой поверхности и рабочей части инструмента. В момент достижения оптимальной мощности увеличивают технологическое напряжение по линейному закону и одновременно контролируют производную от скорости подачи по времени до момента, когда эта производная будет равна нулю или иметь отрицательный знак, фиксируют в этот момент величину напряжения и принимают ее за эталонную до окончания обработки. 3 ил.