Изобретение относится к ленточному шлифованиюо
Цель изобрет1ёния - повьшение производительности труда и упрощение конструкции станкао
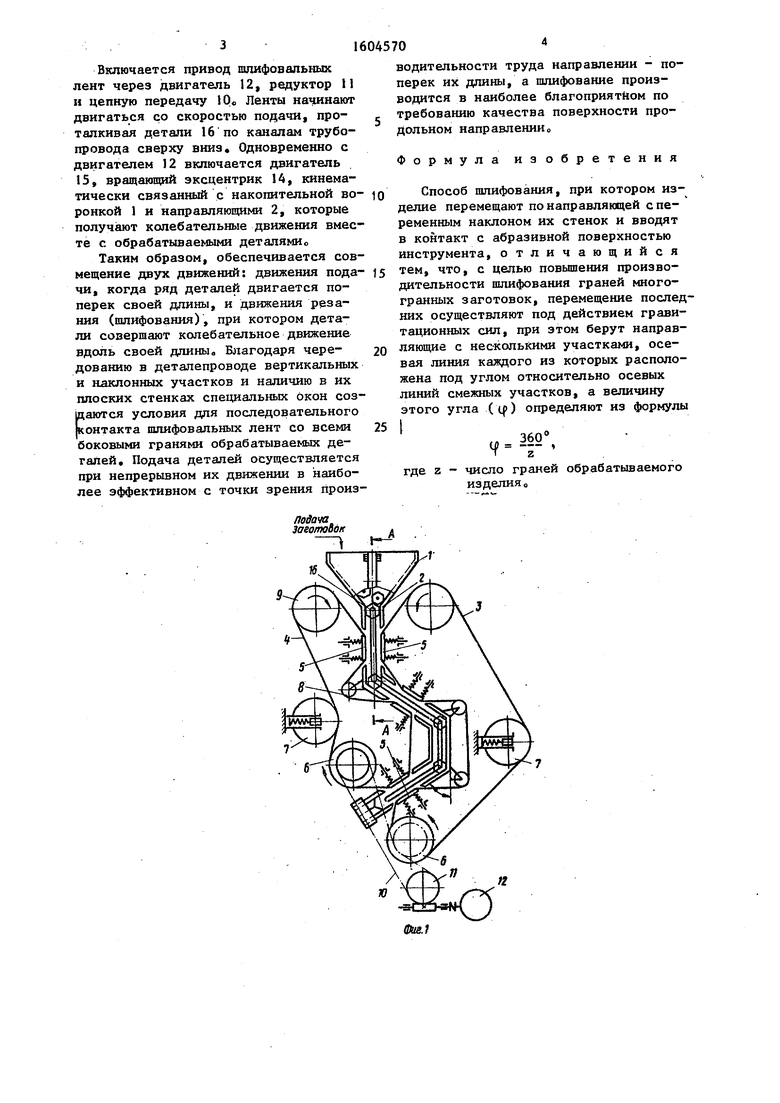
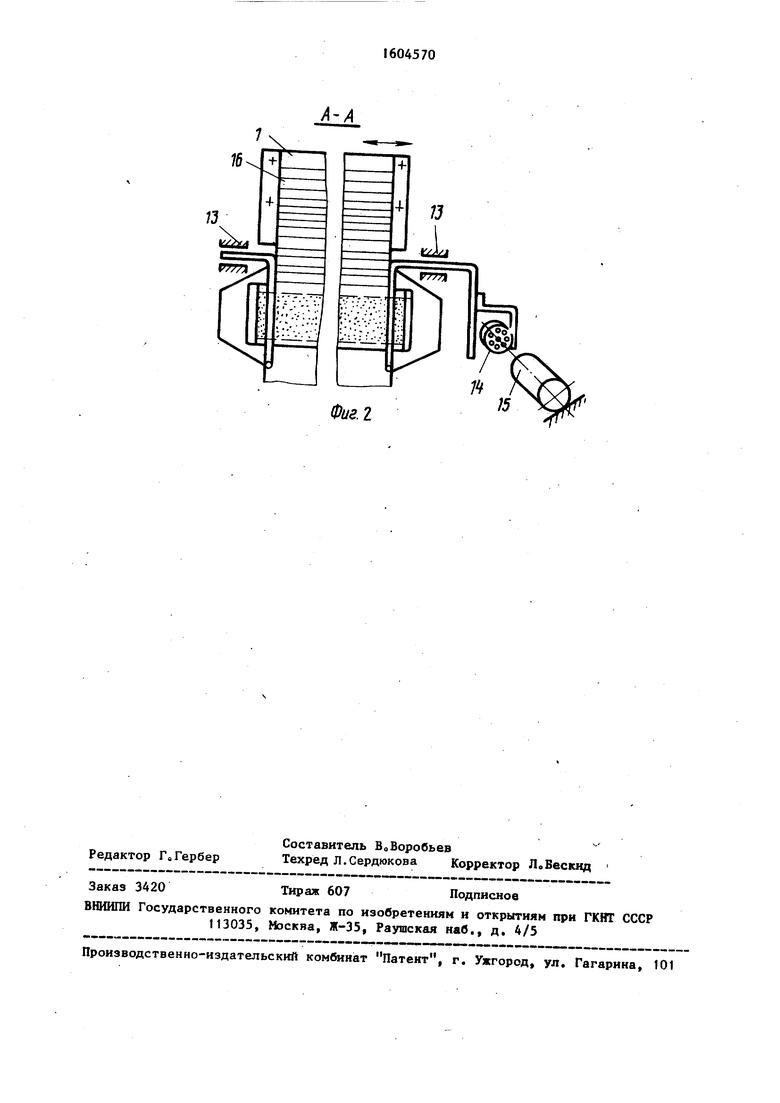
На фигс схематично изображена кинематическая схема виброшлифовального станка; на фиго2 - разрез А-А на фиг о 1 о
. Станок, состоит из накопительной воронки 1, переходящей в деталепро- вод (направляющие) 2 с чередующимися вертикальными и наклонными каналами в виде двух взаимно параллельных стенок, в плоскостях которых имеются окна для размещегшя шлифовальных лент 3 и 4 с утюжковым прижимом
5 о Каждая из шлифовальных лент проходит через ведущие 6, натяжные 7 и ряд вспомогательных 8 и 9 шкивово Ведущие шкивы 6 через цепную передачу 10 и редуктор 11 приводятся в движение двигателем 12о Накопительная воронка с деталепроводом и находящимися в нем деталями базируется в направлении станины станка 13 и имеет возможность совершать возвратно-поступательные движения (вибрировать) благодаря кинематической связи с эксцентриком 14, установленным на вал двигателя 15 о
Вибропшифовапьный станок работает следующим образомо
О5
О U:
сл
v3
Включается привод пщифовальных лент через двигатель 12, редуктор П и цепную передачу Шо Ленты начинают двигаться со скоростью подачи, проталкивая детали 16 по каналам трубопровода сверху вниз. Одновременно с двигателем 12 включается двигатель . 15, вращающий эксцентрик 14, кинематически связанный с накопительной воронкой 1 и направляющими 2, которые получают колебательные движения вместе с обрабатываемыми деталямИо
Таким образом, обеспечивается совмещение двух движений: движения подачи, когда ряд деталей двигается поперек своей длины, и движения резания (щлифования), при котором детали совершают колебательное движение вдоль своей длиныв Благодаря чередованию в деталепроводе вертикальных и наклонных участков и наличию в их плоских стенках специальных окон создаются условия для последовательного Контакта шлифовальных лент со всеми боковыми гранями обрабатываемых деталей Подача деталей осуществляется при непрерывном их движении в наиболее эффективном с точки зрения произЛодачазаготовок
водительности труда направлении - поперек их длины, а шлифование производится в наиболее благоприятйом по требованию качества поверхности продол ьиом направлении
Формула изобретения
Способ шлифования, при котором изделие перемещают по направляющей с переменным наклоном их стенок и вводят в контакт с абразивной поверхностью инструмента, отличающийся тем, что, с целью повышения производительности шлифования граней многогранных заготовок, перемещение последних осуществляют под действием гравитационных сил, при этом берут направляющие с несколькими участками, осевая линия каждого из которых расположена под углом относительно осевых линий смежных участков, а величину этого угла (ц)) определяют из формулы
,л ЗбО С|, .-- ,
где Z - число граней обрабатываемого изделияо
/4-/1
16 -ь
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU267869A1 |
| Ленточно-шлифовальное устройство | 2023 |
|
RU2812420C1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1093502A1 |
| СТАНОК ДЛЯ ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1972 |
|
SU330953A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU891365A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU863312A1 |
| ШЛИФОВАЛЬНЫЙ ЛЕНТОЧНЫЙ СТАНОК | 1972 |
|
SU331880A1 |
Изобретение относится к ленточному шлифованию и может быть использовано в конструкциях станков для шлифования карандашей. Цель изобретения - повышение производительности и упрощение конструкции станка. Станок включает ленточные механизмы шлифования с ведущими и ведомыми шкивами и прижимными утюжками и механизм базирования обрабатываемых деталей. Механизм базирования деталей выполнен в виде накопительной воронки, переходящей в деталепровод (направляющие) с чередующимися вертикальными и наклонными каналами, состоящими из двух взаимнопараллельных стенок, в плоскостях которых имеются окна для размещения шлифовальной ленты с утюжковым прижимом, причем угол между осями вертикальных и наклонных каналов выбирают в зависимости от количества граней обрабатываемой детали, а расстояние между стенками каналов должно обеспечивать свободное продвижение детали только при ее базировании по боковым плоским граням под действием гравитационных сил. 2 ил.
| Стеллаж для хранения длинномерных цилиндрических изделий | 1985 |
|
SU1268477A1 |
