Изобретение относится к обработке сложных поверхностей при помощи бесконечной шлифовальной ленты и может быть использовано для обработки пазов, кромок, плоскостей и сфер различных деталей в машиностроительной промышленности.
Известен ленточно-шлифовальный станок содержаший устройство для установки обрабатываемой детали на рабочую позицию, выполненное в виде закрепленного на штоке корпуса с фиксатором, лентопротяжный механизм, содержаший приводной двигатель, приводной и натяжной ролики, шлифовальную ленту и механизмы возвратно-поступательного перемешения штока и несимметричного качания штока относительно оси. Эта конструкция обеспечивает движение качания или разворота выводного Штока, совмец:.ая его с возвратно-поступательным движением, а также дает дополнительный ход штоку 1 .
Недостатком известного станка является то, что в нем затруднена установка деталей, так как последние устанавливаются непосредственно в зоне обработки и, кроме того, постоянная кине.матическая связь между обрабатываемой деталью и штоком исполнительного механизма не позволяет преобразовывать возвратно-поступательное перемешение штока в дополнительное качательное в различных плоскостях движение детали, совмещая его, в случае необходимости, с качательным движением исполнительного механизма, что исключает, например, возможность обработки сферической поверхности детали.
Целью изобретения является повышение производительности и расширение технологически.х воз.можностей станка.
Поставленная цель достигается тем, что в ленточно-шлифовальном станке, содержащем устройство для установки заготовки вне рабочей зоны, лентопротяжный механизм с ограждением и исполнительный механизм возвратно-поступательного и качательного движений шпинделя посредством штока, станок снабжен фиксатором шпинделя и механизмом его отвода из рабочей зоны, содержащем привод и установленные с возможностью взаимодействия с ним подпружиненные рычаги, несущие шпиндель.
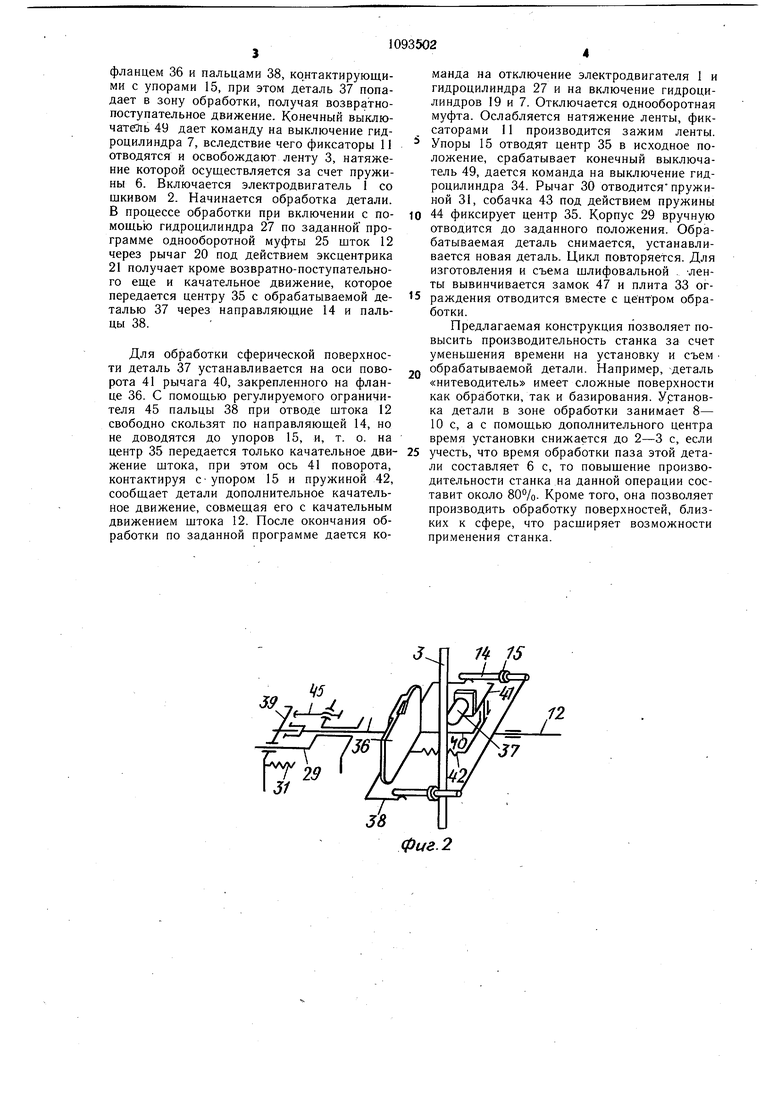
На фиг. 1 показана кинематическая схема станка; на фиг. 2 - установка обрабатываемой детали, имеющей сферическую поверхность на дополнительной оси поворота; на фиг. 3 - кинематическая схема центра в отведенном положении.
Основными механизмами станка являются лентопротяжный механизм, содержащий приводной электродвигатель 1 со шкивом 2, шлифовальную ленту 3, шкив 4 натяжения, установленный на рычаге 5, и поджимаемый пружиной 6 механизм управления натяжением и фиксацией лепты, содержащий гидроцилиндр 7, рычаг 8 и пружину 9, находящиеся в зацеплении щестерни 10, на осях которых установлены фиксаторы И. Исполнительный механизм, содержащий щток 12,
на котором установлена щестерня 13 и две направляющие 14 с регулируемыми упорами 15 и подпятник 16, контактирующий через пружину 17 с эксцентриком 18 и гидроцилиндром 19 дополнительного хода, двуплечий рычаг 20, одно плечо которого, выпол ненное в виде зубчатого сектора, находится , в зацеплении с шестерней 13, а второе контактирует с эксцентриком 21, который связан с электродвигателем 22 через червячный редуктор 23, коническую передачу 24 и од нооборотную муфту 25, включение и выключение которой происходит при помощи поворотной щпонки 26, гидроцилиндра 27 и пружины 28. Центр обработки, состоящий из корпуса 29 и рычага 30 взвода пружины 31, установленных на оси поворота 32, за0 креплен на отводной плите 33 ограждения. Рычаг 30 взвода пружины взаимодействует с гидроцилиндром 34. В корпусе 29 перемещается и вращается центр 35 с фланцем
36для закрепления обрабатываемой детали
37пальцами 38 и подпятником 39, кроме TQro, на фланце может быть установлен дополнительный рычаг 40 с осью поворота 41 и пружиной 42 для крепления детали со сферической поверхностью обработки. В корпусе 29 установлены собачка 43 с пружиной
g 44, ограничитель 45 и пружина 46 двустороннего действия. Отводная плита 33 ограждения снабжена замком 47. Кроме того, на станке имеются конечные выключатели 48, 49 и упор 50.
Станок работает следующим образом.
5 Обрабатываемая деталь 37 устанавливается на выведенном из зонь обработки фланце 36. Для выведения обрабатываемой детали из зоны обработки отключается гидроцилиндр 34, после чего рычаг 30 отводится пружиной 31, а собачка 43 с помощью
0 пружины 44 фиксирует центр 35 с фланцем 36 и пальцами 38 в исходном положении, корпус 29 вручную отводится вместе с рычагом 30 до заданного положения. После установки детали 37 корпус 29 вручную подво, дится к упору 50, при этом пальцы 38 подходят к упора.м 15, а конечный выключатель 48 дает сигнал на включение гидроцилиндра 34 и выключение гидроцилиндра 19. Пружина 46 осуществляет предварительный прижим корпуса 29 к упору 50 и компен0 сирует вес дополнительного центра. Рычаг 30 под действием гидроцилиндра 34 взводит пружину 31 и отводит собачку 43 от фланца 36, при этом происходит окончательный прижим корпуса 29 к упору 50. Одновременно, освобождаемый гидроцилиндром 19 щток
5 12 с направляющими И-и упорами 15 отводится с помощью пружины 17 до эксцентрика 18, а вместе со щтоком 12 под действие.м пружины 31 перемещается и центр 35 с
фланцем 36 и пальцами 38, контактирующими с упорами 15, при этом деталь 37 попадает в зону обработки, получая возвратнопоступательное движение. Конечный выключатель 49 дает команду на выключение гидроцилиндра 7, вследствие чего фиксаторы 11 отводятся и освобождают ленту 3, натяжение которой осуществляется за счет пружины 6. Включается электродвигатель 1 со шкивом 2. Начинается обработка детали. В процессе обработки при включении с помощью гидроцилиндра 27 по заданной программе однооборотной муфты 25 щток 12 через рычаг 20 под действием эксцентрика 21 получает кроме возвратно-поступательного еще и качательное движение, которое передается центру 35 с обрабатываемой деталью 37 через направляющие 14 и пальцы 38.
Для обработки сферической поверхности деталь 37 устанавливается на оси поворота 41 рычага 40, закрепленного на фланце 36. С помощью регулируемого ограничителя 45 пальцы 38 при отводе штока 12 свободно скользят по направляющей 14, но не доводятся до упоров 15, и, т. о. на центр 35 передается только качательное движение штока, при этом ось 41 поворота, контактируя с- упором 15 и пружиной 42, сообщает детали дополнительное качательное движение, совмещая его с качательным движением штока 12. После окончания обработки по заданной программе дается команда на отключение электродвигателя 1 и гидроцилиндра 27 и на включение гидроцилиндров 19 и 7. Отключается однооборотная муфта. Ослабляется натяжение ленты, фиксаторами 11 производится зажим ленты.
Упоры 15 отводят центр 35 в исходное положение, срабатывает конечный выключатель 49, дается команда на выключение гидроцилиндра 34. Рычаг 30 отводитсяпружиной 31, собачка 43 под действием пружины
0 44 фиксирует центр 35. Корпус 29 вручную отводится до заданного положения. Обрабатываемая деталь снимается, устанавливается новая деталь. Цикл повторяется. Для изготовления и съема шлифовальной . ленты вывинчивается замок 47 и плита 33 ог5 раждения отводится вместе с центром обработки.
Предлагаемая конструкция позволяет повысить производительность станка за счет уменьщения времени на установку и съем
- обрабатываемой детали. Например, деталь «нитеводитель имеет сложные поверхности как обработки, так и базирования. Уртановка детали в зоне обработки занимает 8- 10 с, а с помощью дополнительного центра время установки снижается до 2-3 с, если
учесть, что время обработки паза этой детали составляет 6 с, то повыщение производительности станка на данной операции составит около 80%. Кроме того, она позволяет производить обработку поверхностей, близких к сфере, что расширяет возможности применения станка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1979 |
|
SU863312A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU891365A2 |
| Ленточно-шлифовальный станок | 1978 |
|
SU766837A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Автоматический ткацкий станок | 1988 |
|
SU1606545A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ДЕТАЛЕЙ С РАДИУСНОЙ ПОВЕРХНОСТЬЮ | 1973 |
|
SU397320A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Устройство для обработки периодически повторяющихся участков с фасонной поверхностью на деталях типа тела вращения | 1976 |
|
SU657973A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Шлифовальный станок | 1979 |
|
SU859120A1 |

ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК, содержащий устройство для установки заготовки, лентопротяжный механизм с ограждением и исполнительный механизм возвратно-поступательного и качательного движений шпинделя изделия посредством штока, отличающийся тем, что, с целью сокращения времени на установку заготовки, он снабжен фиксатором шпинделя и механизмом его отвода ji3f рабочей зоны, содержащим привод и установленные с возможностью взаимодействия с ним подпружиненные рычаги, несущие щпиндель. (Л СО ел о ю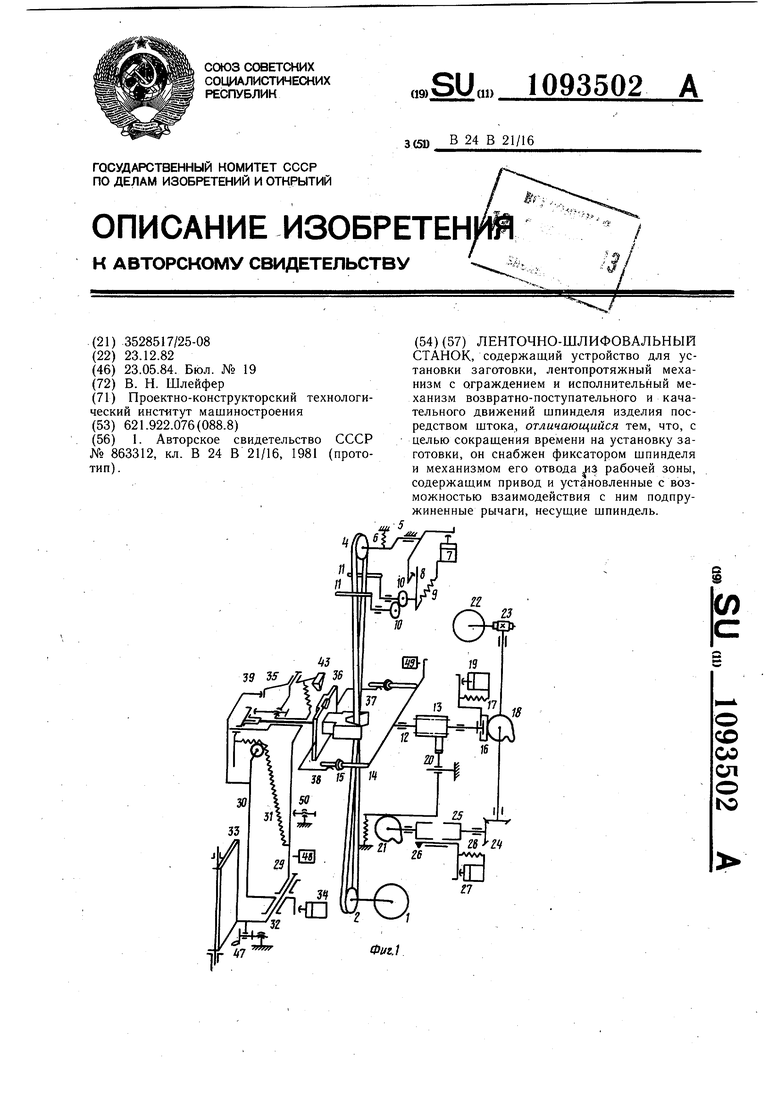
45
9
П 15
Фиг. 2
Фи&.5
| I | |||
| Ленточно-шлифовальный станок | 1979 |
|
SU863312A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| / | |||
