(54) ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок | 1978 |
|
SU766837A1 |
| Ленточно-шлифовальный станок | 1982 |
|
SU1093502A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU863312A1 |
| Станок для набора игл в кассету | 1982 |
|
SU1087578A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU975348A2 |
| Трубогибочный станок | 1989 |
|
SU1687328A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Ленточношлифовальный станок | 1980 |
|
SU906674A1 |
| ПЕРЕКЛЮЧАТЕЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПЕРЕМЕННО-ВОЗВРАТНОГО ДВИЖЕНИЯ СТОЛА ШЛИФОВАЛЬНОГО СТАНКА | 1926 |
|
SU20979A1 |
1
Изобретение относится к обработке сложных поверхностей удлиненной формы при помощи шлифовальных линий и может быть использовано в .машиностроительной промышленности.
По основному авт. св. Nb 766837 известен ленточно-шлифовальный станок для обработки отверстий удлиненной формы с переменным профилем и закругленными под определенный радиус кромками, содержавши лентопротяжной механизм, устройство фиксации детали на рабочей позиции механизмами симметричного и несимметричного качания детали с однообразной муфтой и штока.ми 1 .
Однако на известном станке невозможно обрабатывать фаски.
Цель изобретения - расширение технологических возможностей станка в части обработки фасок с последующим их скруглением при шлифовании отверстий удлиненной формы.
Указанная цель достигается те.м, что станок снабжен основным и дополнительным упорами включения однооборотной .муфты механизма несимметричного качания, которые установлены по окружности этой муфты.
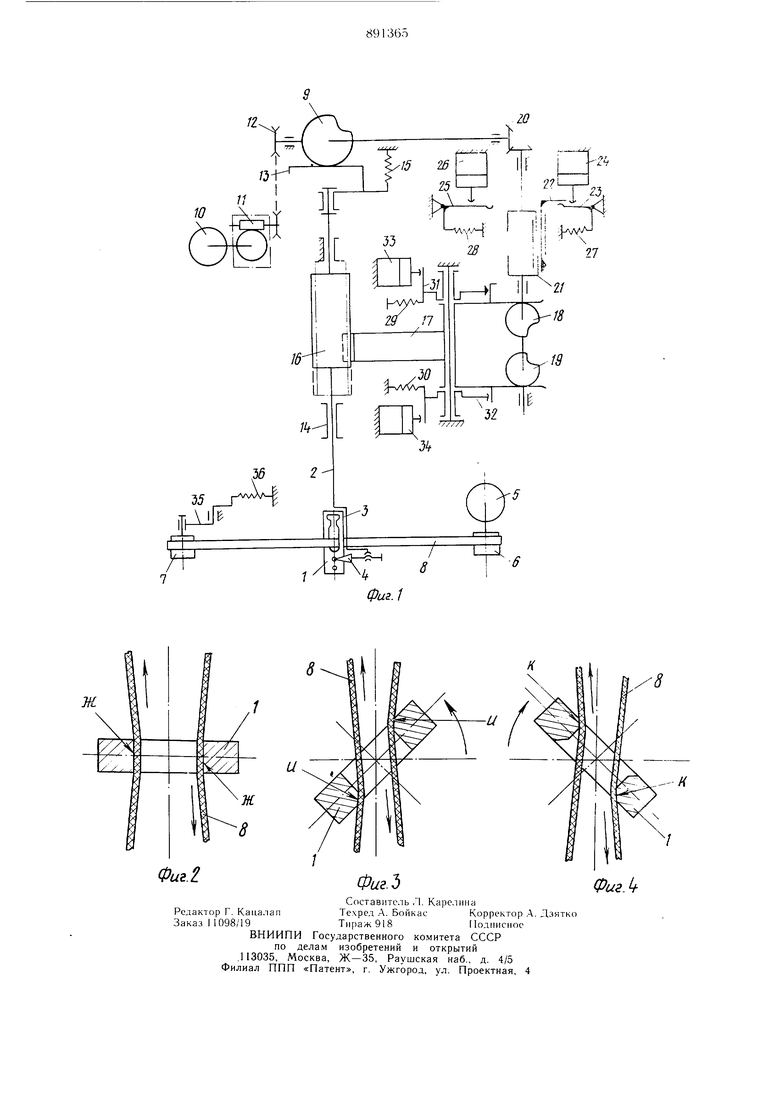
На фиг. 1 изображена кинематическая схема предлагаемого станка; на фиг. 2--4 схемы последовательной обработки на станке удлиненного отверстия пружины челнока ткацкого тина СТБ.
Станок содержит устройство для установки обрабатываемой детали I на рабочей позиции, выполненное в виде закрепленного на штоке 2 корпуса 3 с фиксатором 4, лентопротяжный механизм, содержащий при10водной двигатель 5, приводной 6 и натяжной 7 ролики соответственно и щлифовальную ленту 8 и механизмы возвратно-поступательного перемещения штока и несим1 5етричного качания штока относительно его осн.
Первый из этих механизмов
15 кулачок 9, связанный с приводным двигателем 10 через червячную 11 и ценную 12 передачи и взаимодействующей со штоком 2 через его подпятник 13. Шток 2 установлен в направляющих 14 и снабжен возвратной пружиной 15.
20
Механиз.м неси.мметричного качания штока содержит посаженную на шток 2 шестерню 16, рычаг 17, одно плечо которого предетавляет собой зубчатый сектор, входящий в зацепление с шестерней 16, а второе выполнено в виде вилки, и два эксцентрика 18 и 19, сидящие на валу, который связан с валом кулачка 9 через коническую зубчатую передачу 20 и однооборотную муфту 21, включение и выключение которой происходит принудительно при пере1мещении щпонки 22 упором 23 с помощью силового цилиндра 24 или упором 25 с помощью силового цилиндра 26.
Упоры 23 и 25 отводятся пружинами 27 и 28. Эксцентрики 17 и 18 взаимодействуют с зубцами вилки рычага 17 под действием пружин 29 и 30 через промежуточные рычаги 31 и 32, принудительно отводимые силовыми цилиндрами 33 и 34.
Станок работает следующим образом. Обрабатываемая деталь I устанавливается в корпусе 3 и крепится фиксаторо.м 4. Шлифовальная лента 8, приводимая в движение электродвигателем 5 с установленным па нем приводным роликом 6, вводится в паз детали 1 и поджимается к обрабатываемым поверхностям с помопдью натяжного ролика 7, рычага 35 и пружины 36.
Для обработки плоскостей Ж (фиг. 2), длина которых больн1е пшрины ленты 8, корпусу 3 с деталью 1 через шток 2 и подпятпик 13 сообщается возвратно-поступательное движение с помощью кулака 9 и пружины 15 от приводного электродвигателя 10 через червячную 11 и цепную 12 передачи. При это.м niecTepiiH 16 штока 2 входит и зацепление с зубчаты.м сокторо.м рычага 17, а эксцентрики 18 и 19 соприкасаются с зубцами вилки рычага 17 в точках, соответствующих .макси.мальному радиусу, п км1ятствуя повороту корпуса 3.
Обработка фасок И к К поверхностей Ж под углом 45° производится при совмещепии возвратно-поступательного движения с левым или правым разворотом корпуса 3. С этой целью одновременно с возвратно-постунате.,чьным движение.м упором 23 с поМ01ЦЫО силового гилиндра 24 отводится iHiiOHKa 22 и те.м са.мым включается однооборотная .муфта 21.
В то же самое время дается команда на включение силового цилиндра 26, который через упор 25, сдвинутый на 180° относительно упора 23, в свою очередь, перемещает tnnonKy 22 и останавливает однооборотную муфту 21, развернувщуюся на 180° относительно первоначального положения в.месте с эксце1ггрика.ми 18 и 19.
Далее в соответствии с заданным сигна.Ю.м нроизводится обработка фасок И или /(.
Для обработки фаски И включается силовой цилиндр 33 и отводит рычаг 31 с
пружиной 29 от вилки рычага 17, что позволяет усилием пружины 30 через рычаг 32 повернуть рычаг 17 до соприкосновения зубца вилки с эксцентриком 19 в точке, соответствующей минимальному радиусу эксцентрика. Таким образом, зубчатый сектор рычага 17 разворачивает щестерню 16 со щтоко.м 2, корпусом 3 и деталью из исходного положения в положение, изображенное на фиг. 3. После отключения силового цилиндра 33 шестерня 16 возвращается в исходное положение и обработка фаски И прекращается.
Для обработки фасок Л включается силовой цилиндр 34 и отводит рычаг 32 с пружиной 30 от вилки рычага 17, что позволяет
усилием пружины 29 через рычаг 31 повернуть рычаг 17 до соприкосновения зубца вилки с эксцентриком 18 в точке соответствующей минимальному радиусу эксцентрика. Таким образом, зубчатый сектор рычага 17 разворачивает щестерню 16 со щтоком 2, кориусом 3 и деталью 1 из исходного положения в положение, изображенное на фиг. 4. После отключения силового цилиндра 34 шестерня 16 возвращается в исходное положение и обработка фаски К прекращается.
5При отключении силового цилиндра 24
и 26 упор 25 под действием пружипы 28 отводится от шпонки 22, однооборотная муфта вместе с эксцентриками 18 и 19 поворачивается на 180° и после того, как шпонка 22 отводится упором 23, занявшим исходное
0 положение при помощи пружины 27, останавливается в первоначально.м положении. фиксируя заданное положение рычага 17, необходимое для обработки плоскости Ж. После выключения электродвигателей 5 и 10 обработка прекращается. Следовательно станок позволяет производить последующее скругление фасок или же округление кромок, если обработка фасок не имела места.
Изобретение позволяет автоматизировать ручной труд на операциях обработки фасок
0 удлиненного отверстия и высвободить производственных рабочих.
Формула изобретения
Ленточно-щлифовальный станок по авт. св. № 766837, отличающийся тем, что, с целью расширения технологических возможностей станка, он снабжен основны.м и дополнительным упорами включения однооборотной муфты механизма неси.мметричQ ного качания, которые установлены по окружности этой муфты.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 766837, кл. В 4 В 21/16, 1978.
