Изо:бретение относится к деревообрабатывающей промышленности и предназначено, в частности, для фанерования кромок мебельных и столярных щитов.
Известные стайки для фанерования кромок щитов включают станину с смонтированным на ней транспортером, по обеим сторонам которого расположены механизмы подачи шпона, клеенаносители, прессующе-нагревательные устройства, выполненные с неприводными чередующимися между собой прижимными роликами и прижимаемыми обогреваемыми утюжками, и рабочие головки для снятия свесов но высоте щита. Однако горизонтальное расположение транспортирующих устройств станка, и, следовательно, горизонтальное движение щитов при фанеровании кромок щитов требует большой габаритности станка но площади и сложную металлоемкую конструкцию станины, обеспечивающую точность работы станка. Для этого нужно создавать различные типоразмеры станков. Кроме того, установленный клеенаноситель тамнонного типа не обесиечивает достаточной равномерной намазкиклеем кромки плита, особенно на древесно-стружечных плитах, где требуется для хорошей иамазки вдавливание клея в открытые поры. Установка клеенаиосителя в непосредственной близости перед зоной фанерования не создает условий необходимой выдержки по технологии клеевого слоя в течение 20-40 мин, а сразу подает щит в зону фанерования, что отрицательно сказывается на качестве фанерования и снижает скорость подачи щитов, а следовательно, и производительность станка. Прессующе-нагревательные устройства не обеспечивают постояииого процесса прессования из-за разрыва температурного режима во время фанерования, так как нрижимные ролики не обогреваются, что создает разность те.мператур в зонах между двумя утюжками по всей длине прессующе-нагревательного устройства, не обеспечивает постоянного ускорения полпмеризацни клея и приводит к нарушению клеевого слоя. Это отрииательно сказывается особенно при фанеровании мочевиио-формальдегидными омола,ми. Выполиение подпружиненного прижима иагревателей утюжкового типа и чередующихся прижи.мных роликов с разными давлениями не обеспечивает условия постоянного и равномериого давления, что нарушает также технологию фанерования. В результате непостоянного давления и температуры на клеевой слой происходит иеремещение диспергирующей среды, появлеине пузЕлрьков пара, которые затем могут оказаться взрывными или позже иоявиться на обрабатываемой поверхности и вызвать расклей и отставание фанеруемой иолоски шиоиа от кромки Н1,пта. Взаимосвязаиное
шарнирное подпружиненное соединение нагревательных утюжков и прижимных роликов нрессующе-иагревательного устройства усложняет конструкцию, имеет только две степени свободы для утюжка н ролнка и не создает условий достаточно илотного обжнма иолоски шпона по всей плош,ади кромки ш,ита, не обеспечивает достаточно плотную притирку граней кромки, особенно при недостаточно точной обрезке кромки ш,ита перед фанерованием. Отсутствие выдавливания излишнего клеевого слоя через грани на кромках также отрицательно отражается на качестве фанерования. Кроме того, станок пе универсален, пет механизма шлифования п механизма сиятия торцовых свесов.
Целью изобретения является улучшение качества фаперования кромок ш,итов и повышепие производительпости стайка.
Это достигается тем, что подаюшее устройство выполнено в виде двух рядов враш,аюш,ихся вертикально расположенных роликов, один ряд которых соединен с приводом, а другой прижимной. В зоне фапероваиия ролики паклонеиы в сторону движения ш,ита. Под роликами установлено прессуюш,е-иагревательное устройство, состоящее из ряда следуюгцнх один за другим подпружипениых и помещенных в направляющих утюжков, а за золой фанерования установлены устройства для сиятия долевых и торцовых свесов шпоиа и иепрерывная шлифовальная лента.
Для плавного перехода щита от одного утюжка к другому и прнкатывания ворса шпона, торцовые кромки утюжков скруглены, а поверхность, соприкасающаяся со щитом, иолироваппая.
Устройство для сиятия долевых свесов шпоиа может быть установлено на подпружипенных с шарнирными подвесами площадках, жестко соедииеппых с копирующими упорами.
Устройство для снятия торцовых свесов пшона может быть вынолнеио в виде подпружииеипого ролика.
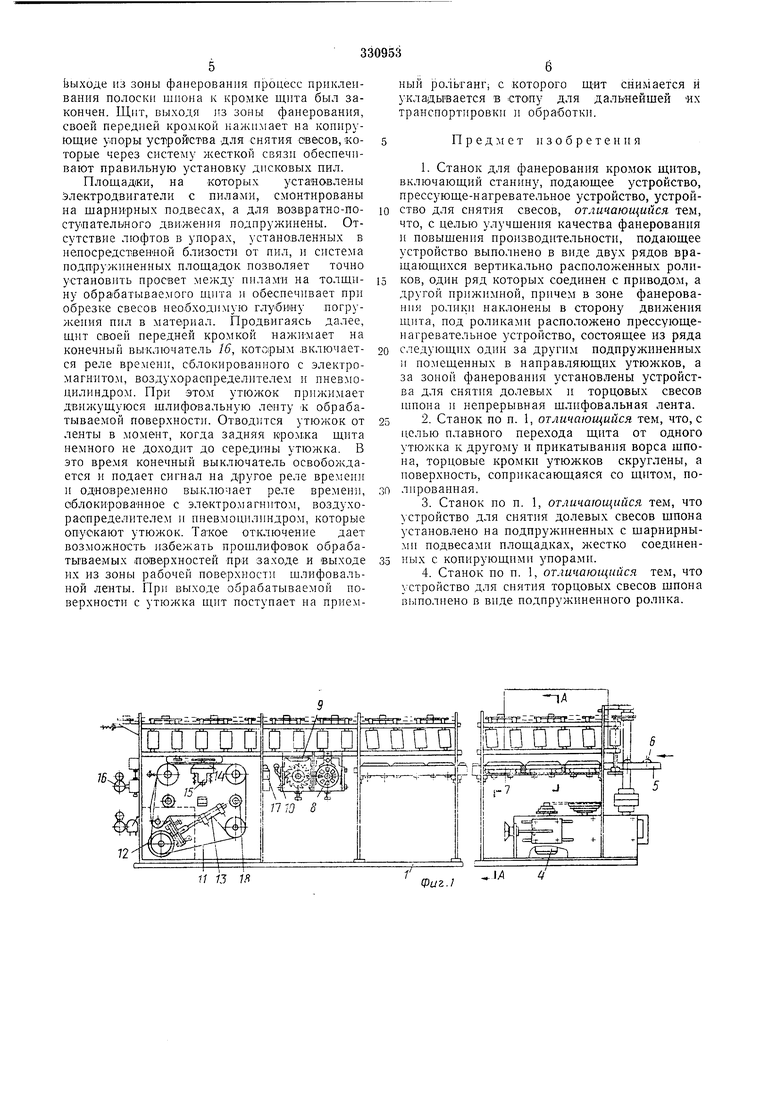
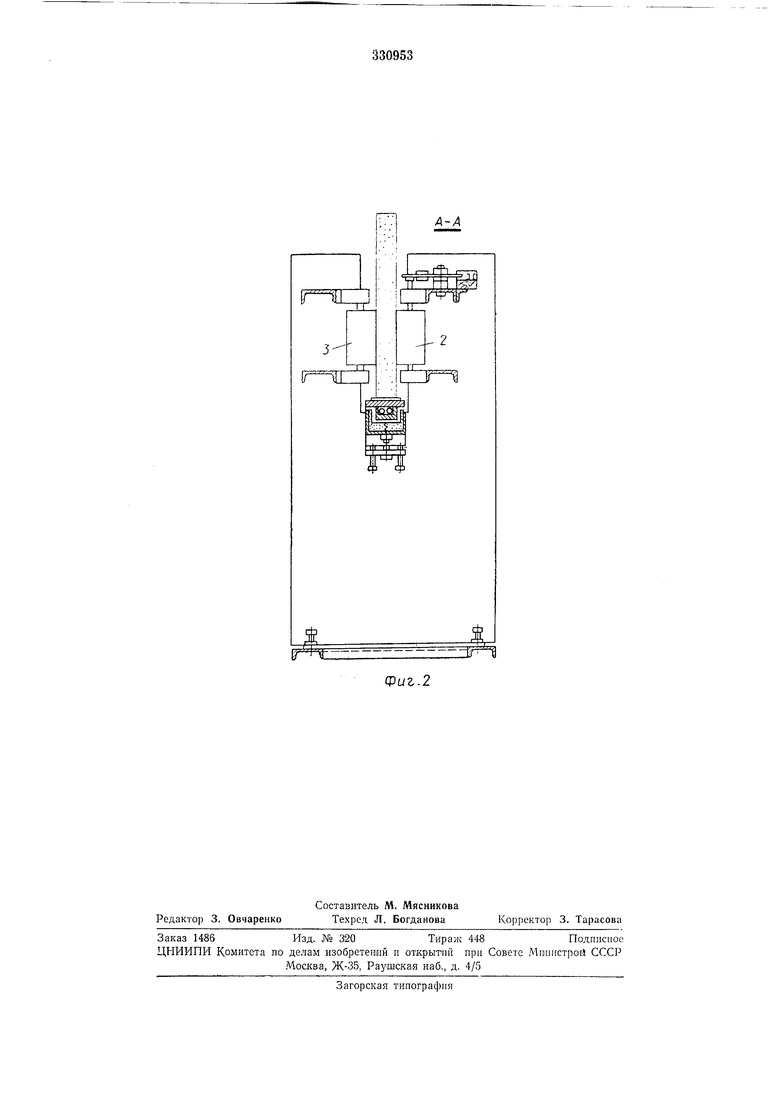
На фиг. 1 изображен предлагаемый станок, вид сбоку; иа фиг. 2 - разрез но Л-Л на фиг. 1.
Станок содержит свариую стаиииу Д иа которой смоитировано подаюи 1,ее устройство для щитов, состоящее из двух рядов вертикально расположенных, наклонеииых под небольшим, углом ведущих 2 и прижимных 3 роликов. Привод ведущих роликов состоит из электродвигателя 4 и клииоремеииой н цеипой передач. Со стороны загрузки щитов станок имеет загрузочный стол 5 с подпружииениыми роликами 6. В зоне фанерования под ведущими и нрижимными роликами устаиовлено ирессующе-иагревательиое устройство 7, состоящее из непрерывно следующих один за другим утюжков. Утюжки установлены в направляющнх свободно и подпружинены снизу двумя пружниами. Торцовые кромки утюжков со стороны захода и выхода щита скруглеиы, что обеспечивает плавный иереход н.1,11та от
одного утюжка к другому. Свободная уСтановка утюжков в направляющих, имеющих три степени свободы, обеспечивает непрерывный температурный нагрев и давление на фанеруемую поверхность кромки, а также осуществляет обкатку граней кромок. Поверхность утюжков со стороны прохождения щита полированная.
За зоной фаперования установлено устройство снятия долевых свесов шпона, состоящее из двух дисковых пил с электродвигателями 8 и двух копирующих упоров 9. Для снятия торцовых свесов установлен иодпружинепный ролик 10. Далее по ходу следует шлифовальное
15 устройство, состоящее из щлифовальной бесконечной леиты //, надетой па щкивы, которые ириводятся во вращение от электродвигателя 12. р-1атяжение шлифовальной лепты осуществляется пневмоприводом 13. К обрабатываемой кромке лента 11 прижимается с помощью утюжкового устройства 14, управляемого пневмоприводом 15. Для регулироваиия удельного давления щлифовальной ленты // к обра(батываемой, поверхности устаиовлен регулятор 16 давления, с номощью которого регулируется давление подаваемого воздуха в пневмоприводе 15. Для, автоматизации прижима утюжка и сиятия воздействия на шлифовальную лепту установлен конечный выключатель 17 и два реле времени, электрически соедииениые с приводами. Шлифовальное устройство подвешено и а горизонтальных направляющих 18 и имеет поперечную аоциляцию, что позволяет лучше использовать полотио 5 шлифовальной шкурки. Поперек шлифовальной ленты установлена трубка с перфорацией для очистки лепты от частиц абразива и пыли, которая отсасывается с помощью пылеприемника. Количество щлифовальных устройств 0 определяется технологическими условиями.
Фанеруемые кромки щитов предварительно намазываются клеел( и выдерживаются в стопе 15-30 мин в зависимости от марки применяемого клея для подсушки клеевого слоя
45 до состояния «отлппа. Па ролики загрузочного стола укладывается полоска шпона, на которую кромкой, намазанной клеем, вертикально устанавливают щит п с прижатой полоской шпона по роликам подается в первые 0 приемные ролики 2 н 3. Дальнейшее движение щита осуществляется за счет вращения ведущих 2 и прижимиых ,3 роликов. Щит с полоской шпона, проходя между роликами, ирижимается к утюжкам 7 благодаря тому, что по 5 всей зоне формования ролики наклонены вперед по ходу движения щита. Пруж1П1ы утюжков и наклон роликов на всем протяжении одинаковы, ноэтому давление на кромку щита постоянное и одинаковое. В результате двисо жения кромки щита по полированной поверхности утюжков осуществляется прикатывание ворса Шпоиа, что создает яредиосылку для повыщеппого класса обработки. Длииа зопы фаперования, скорость продвижения щита п температура утюжков вгз1бираются так, чтобы по
Ьыходе из зоны фанерования процесс приклеивания поочоски шпона к кромке щита был закончен. Щит, выходя пз зоны фанерования, своей передней кромкой нажимает на копирующие упоры устройства для снятия свесов, которые через систему жесткой связи обеспечивают правильную установку дисковых пил.
Площадки, на которых установлены электродвигатели с пилами, смонтированы на шарнирных подвесах, а для возвратно-поступателиного движения подпружинены. Отсутствие люфтов в упорах, установленных в неиосредственной близости от пил, и система иодпружиненных площадок позволяет точно установить просвет между пилами на толщину обрабатывае.лгого щита и обеспечивает при обрезке свесов иеобходимую глубину иогружепия пил в материал. Продвигаясь далее, щит своей передней кромкой нажимает на конечный выключатель 16, которым .включается реле времени, сблокированного с электромагргитом, воздухораспределителем и пневмоцилиндром. При этом утюжок прижимает движущуюся шлифовальную ленту к обрабатываемой поверхности. Отводится утюжок от ленты в момент, когда задняя кром;ка щита немного не доходит до середины утюжка. В это вре.мя конечный выключатель освобождается и иодает сигнал на другое реле времени и одновременно вы.ключает реле времени, сблокированное с электромагнитом, воздухораспределителем и пневмоц)1лпндром, которые опускают утюжок. Такое отключение дает возможность избежать прошлифовок обрабатываемых поверхностей пр« заходе и выходе их из зоны рабочей поверхности шлифовальной ленты. При выходе обрабатываемой поверхности с утюжка щит поступает на приемный рольганг; с которого Щит сни.мается и укладывается в стопу для дальнейшей «х транспортировки и обработки.
Предмет изобретения
1.Станок для фанерования кромок щитов, включающий станину, подающее устройство, прессующе-нагревательное устройство, устройство для снятия свесов, отличающийся тем, что, с целью улучщения качества фанерования и повышения производительности, подающее устройство выполнено в виде двух рядов вращающихся вертикально расположенных роликов, один ряд которых соединен с приводом, а другой прижимной, причем в зоне фанерования ролики наклонены в сторону движения щита, под роликами расположено прессующенагревательное устройство, состоящее из ряда следующт}х ОД1Ш за другим подпружиненных и иомещенных в направляющих утюжков, а за зоной фанерования установлены устройства для снятия долевых и торцовых свесов пшопа п непрерывная шлифовальная лента.
2.Станок по п. 1, отличающийся тем, что, с целью плавного перехода щита от одного утюжка к другому и нрикатывания ворса щпона, торцовые кромки утюжков скруглены, а поверхность, соприкасающаяся со щитом, полированная.
3.Станок по п. 1, отличающийся тем, что устройство для снятия долевых свесов щпона установлено на подпружиненных с щарнирными подвесами площадках, жестко соединенных с копирующими упорами.
4.Станок по п. 1, отличающийся тем, что устройство для снятия торцовых свесов шпона Б1 1полнено в виде подпружиненного ролика.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФАНЕРОВАНИЯ КРОМОК ЩИТОВ | 1966 |
|
SU179899A1 |
| СТАНОК ШЛИФОВАЛЬНЫЙ ШИРОКОЛЕНТОЧНЫЙ | 2001 |
|
RU2182073C1 |
| ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК | 1970 |
|
SU267869A1 |
| Устройство для фанерования кромок щитовых изделий | 1973 |
|
SU483238A1 |
| Устройство для фанерования кромок щитов | 1959 |
|
SU133214A1 |
| Комплексная деревообрабатывающая линия | 1956 |
|
SU107590A1 |
| УСТРОЙСТВО к ШЛИФОВАЛЬНЫМ СТАНКАМ для ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ИЗДЕЛИЙ | 1973 |
|
SU400446A1 |
| Станок для облицовывания кромок щитов | 1987 |
|
SU1493466A1 |
| Кромкошлифовальный станок | 1978 |
|
SU779029A1 |
| СПОСОБ ОБРАБОТКИ КРОМОК МЕБЕЛЬНЫХ ЩИТОВ | 1973 |
|
SU381522A1 |
/ О 7Л
А-А
Фиг.2
