Изобретение относится к машиностроению и может быть использовано при хо- нинговании длинномерных цилиндров, например длинноходовых, пневматических, гидравлических, а также нефтяных скважин- ных безвтулочных насосов.
Цель изобретения - повышение качества и производительности обработки.
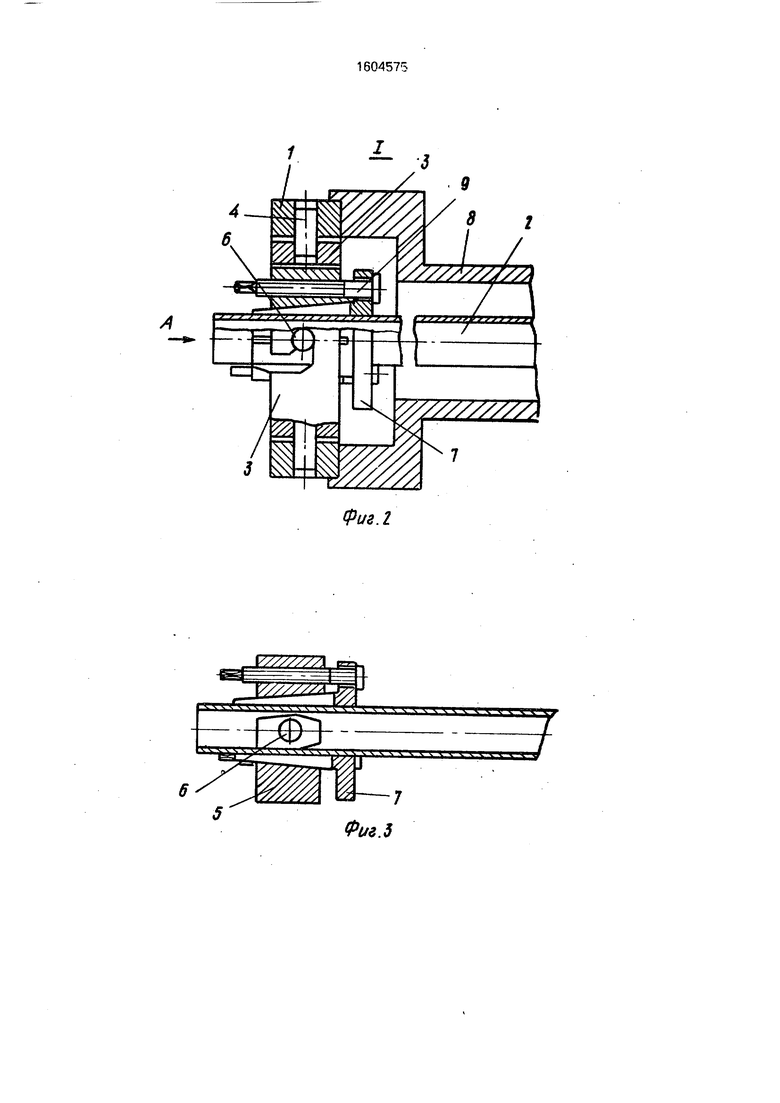
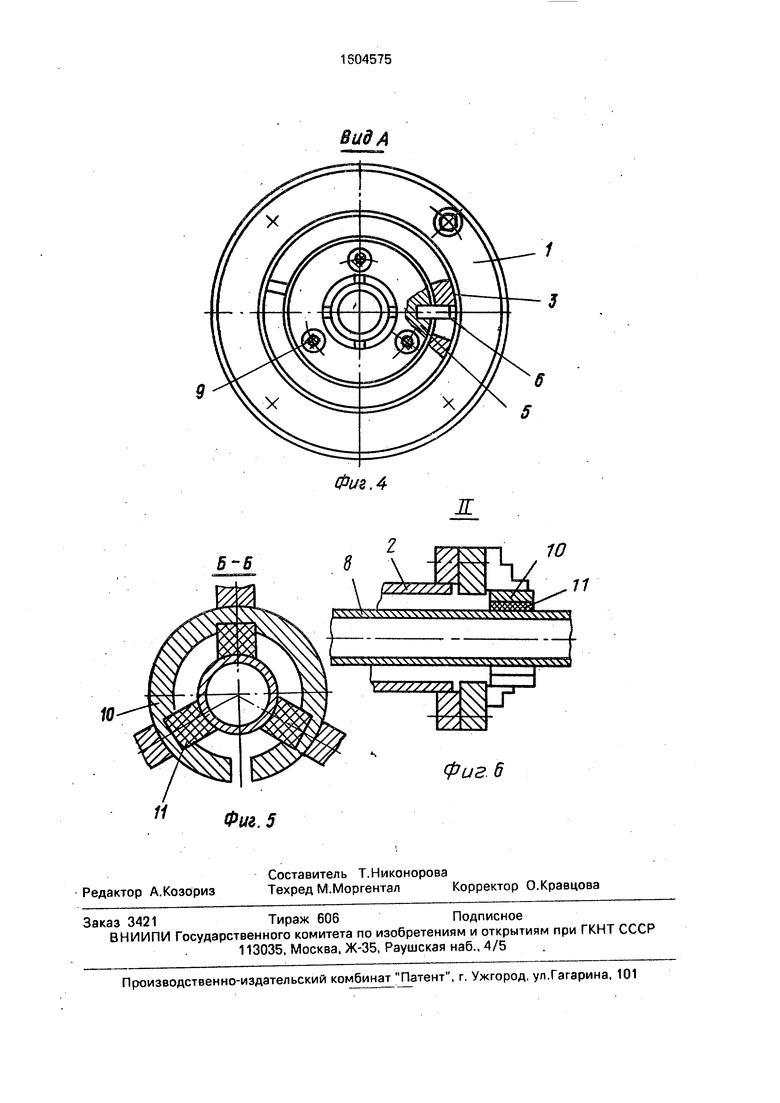
На фиг.1 показана общая схема предлагаемого устройства; на фиг.2 - узел I на фиг.1; на фиг.З - схема предварительного соединения обрабатываемой детали с цанговой втулкой и кольцом; на фиг.4 - вид А на фиг.2; на фиг.5 - сечение Б-Б на фиг.1; на фиг.6-узел II на фиг.1.
Механизм закрепления конца хонингуемого цилиндра представляет собой пространственную шарнирную муфту, выполненную из трех соосно расположенных в одной плоскости и скрепленных через поворотные пальцы колец. Наружное кольцо 1 жестко закреплено на левом конце шпинделя 2. Среднее кольцо 3 связано с наружным кольцом 1 двумя пальцами 4, Между наружным кольцом 1 и средним кольцом 3 имеется зазор, обеспечивающий возможность частичного поворота среднего кольца 3 вокруг вертикальной оси. Внутреннее кольцо 5 имеет два пальца 6 на наружной цилиндр-ической оси. Внутреннее кольцо 5 имеет два пальца 6 на наружной цилиндрической поверхности, а внутренняя поверхность выполнена конической, которая контактирует с цанговой разрезной втулкой 7, имеющей бурт. На наружную поверхность обрабатываемого цилиндра 8 насаживается цанговая втулка 7 с внутренним кольцом 5, которые шпильками 9 перемещаются по конической поверхности навстречу друг другу. Разрезная цанговая втулка 7 силой упругости своих лепестков прижимается к наружной поверхности обрабатываемого цилиндра 8, обеспечивая тем самым надежную передачу крутящего момента, необходимого для обработки внутреней поверхности цилиндра 8. Затем цилиндр 8 с закрепленными на нем цанговой разрезной втулкой 7, внутренним кольцом 5 и тремя шпильками 9 вводится выступающими пальцами б в фигурные пазы среднего кольца 3. Осевое усилие, возникающее в процессе хонингования внутренней поверхности цилиндра 8, воспринимается разрезной цанговой втулкой 7, кольцами 1, 3 и 5, которые через пальцы 4 и 6 передают его на шпиндель 2. Второй конец обрабатываемого цилиндра 8 поддерживается в трехкулачковом патроне через разрезную втулку 10 с упругими элементами 11, Патрон снабжен регулируемыми упорами 12, ограничивающими схождение кулачков к центру в соответствии с наружным
0 диаметром обрабатываемого цилиндра 8.
Таким образом, в процессе хонингования обрабатываемый цилиндр, закрепленный в пространственной шарнирной муфте и поддерживаемый центрально трехкулач5 ковым патроном с разрезной втулкой и упругими элементами, имеет возможность устанавливаться по одной оси со штангой и закреНленным на ней инструментом (хоном).
0Предложенное устройство повышает
качество и производительность обрабатываемых цилиндров.
Формула изобретения 5 Устройство для внутреннего хонингования длинномерных цилиндров, содержащее хонголовку, установленную с возможностью вращательного и возвратно-поступательного перемещения и механизм зажима 0 обрабатываемой заготовки, размещенный на шпинделе устройства с возможностью вращения, отличающееся тем, что, с целью повышения производительности и качества обработки, механизм зажима вы- 5 полнен в виде кулачкового патрона с регулируемым упором и шарнирной муфты, последняя из которых выполнена в виде 1 цанговой втулки и трех коаксиально расположенных и скрепленных друг с другом с 0 возможностью относительного окружного смещения колец, наружное из которых жестко закреплено на шпинделе устройства, а внутреннее соединено с возможностью перемещения с цанговой втулкой, выполнено 45 с внутренней конической поверхностью и установлено с возможностью взаимодействия последней с лепестками цанговой втул-« ки, при этом кулачки патрона снабжены дополнительно введенными в устройство 50 упругими элементами, а шарнирная муфта расположена между хонголовкой и кулачковым патроном.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| ШПИНДЕЛЬ С ЗАЖИМНЫМ ЦЕНТРИРУЮЩИМ ПАТРОНОМ | 2009 |
|
RU2400331C1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ХОНИНГОВАЛЬНАЯ ГОЛОВКА ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2267394C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ ХОНИНГОВАНИЯ КОНИЧЕСКИХ ОТВЕРСТИЙ | 2004 |
|
RU2270747C1 |
| УСТРОЙСТВО ДЛЯ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192955C1 |
| Привод механизма зажима | 1988 |
|
SU1572754A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Цанговый патрон | 1979 |
|
SU846123A1 |
Изобретение относится к машиностроению, может быть использовано при кантовании длинномерных цилиндров. Цель изобретения - повышение качества и производительности обработки. Для этого в устройстве для хонингования механизм 8 зажима обрабатываемой заготовки выполнен в виде кулачкового патрона с регулируемым упором 12 и шарнирной муфты, выполненной в виде цанговой втулки и трех коаксиально расположенных и скрепленных друг с другом с возможностью относительного окружного смещения колец. Наружное кольцо 1 жестко закреплено на шпинделе 2 устройства, а внутреннее соединено с возможностью осевого перемещения с цанговой втулкой, выполнено с внутренней конической поверхностью и установлено с возможностью взаимодействия с лепестками цанговой втулки. Кулачки патрона снабжены дополнительно введенными в устройство упругими элементами, а шарнирная муфта расположена между хонголовкой и кулачковым патроном. 6 ил.
Фиг.2
Фиъ.Ь
В ид А
Фиг. 4
6-8
Фиг. 5
Фиг. 6
| ПРИСПОСОБЛЕНИЕ ДЛЯ УПРАЖНЕНИЙ НА МУНДШТУКЕ ДУХОВЫХ ИНСТРУМЕНТОВ | 1923 |
|
SU619A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
